

Штамповка, ковка и гибка

Так что это такое – холодная ковка? От штамповки она отличается тем, что металл под воздействием рабочего органа почти не течет или течет слабо. Взгляните на пивную банку либо, допустим, алюминиевый или жестяной чайник. Они выдавливаются одним ударом пуансона штамповочного пресса; чайник и т.п. изделия сложной формы – составным раздвижным пуансоном. Получить необходимое для создания столь высокого давления рабочее усилие в домашних условиях невозможно, кроме одного случая, см. далее.
От горячей ковки холодная отличается, понятное дело, тем, что заготовку предварительно не нагревают. Собственно холодная ковка, которая ковка, это наклёпывание (наклёп) детали продолжительной серией регулярных ударов определенной силы. Структура металла при этом существенно изменяется: твердость поверхностного слоя увеличивается, а сердцевина обеспечивает общую вязкость и прочность на излом. Мастера-кустари – инструментальщики и оружейники – буквально охотятся за буферами и колесными бандажами жд вагонов, кусками рельсов.
займемся ковкой, которая гнутье. Для краткости назовем ее просто художественной ковкой,
Как быть со стоимостью аппаратов?
Многие стремятся к созданию самодельных вариантов, ведь с поиском моделей до десяти тысяч рублей в этом сегменте могут возникать серьёзные трудности. Но станки заводского производства тоже остаются актуальными всегда, тем более – если хочется организовать собственное дело с разными возможностями.
 Источники
Источники
- https://intehstroy-spb.ru/stanki/holodnaya-kovka-svoimi-rukami-stanok-chertezhi-process.html
- https://remboo.ru/dizajn/remeslo/holodnaya-kovka.html
- https://vopros-remont.ru/obshhie-voprosy/xolodnaya-kovka/
- https://podelki.expert/stanok-dlya-xolodnoj-kovki-svoimi-rukami/
- https://metmastanki.ru/stanok-ulitka-dlya-holodnoy-kovki
- https://sdelairukami.ru/konduktor-ulitka-dlya-holodnoj-kovki-svoimi-rukami/
Видео: самодельный электрический станок для холодной ковки
Спираль как спираль
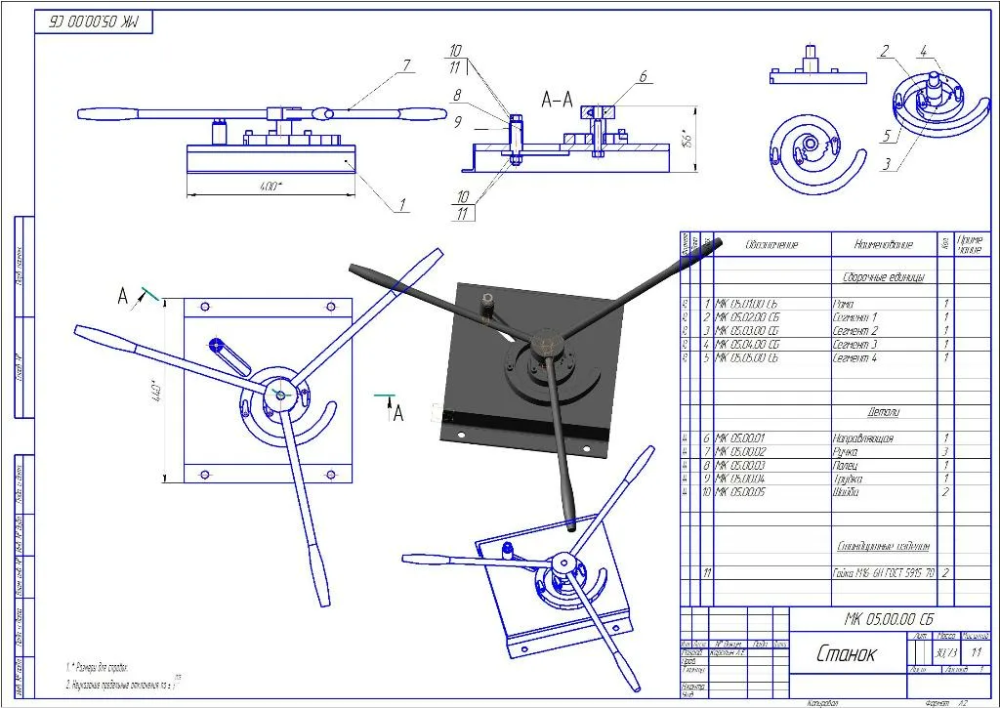
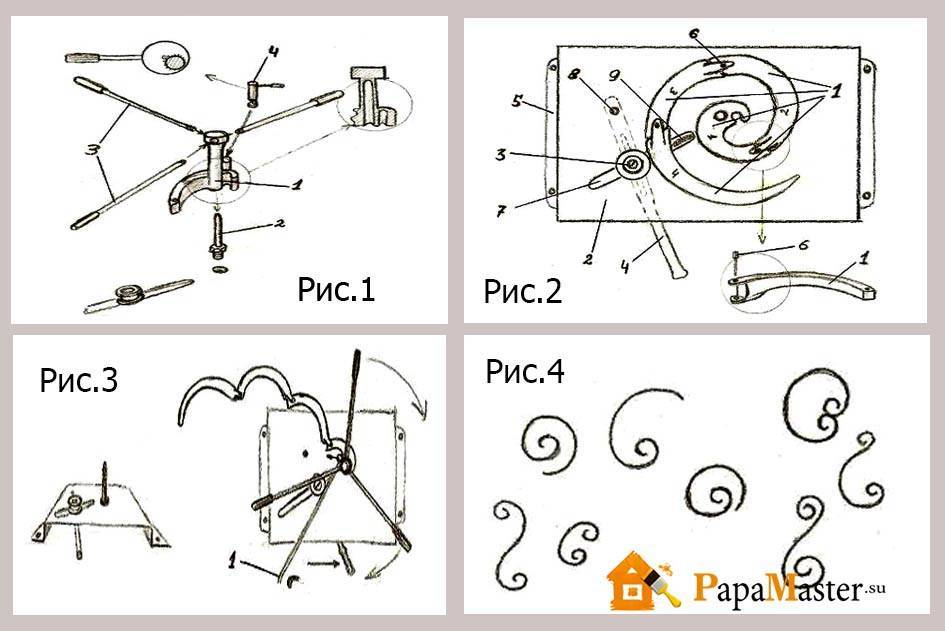
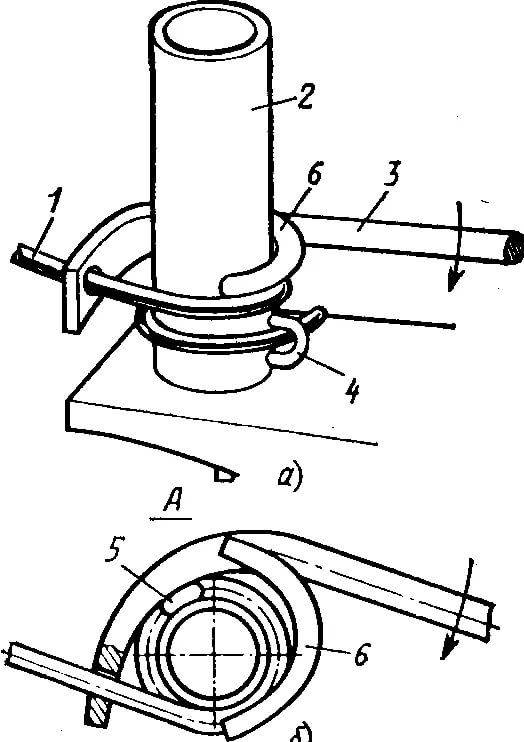
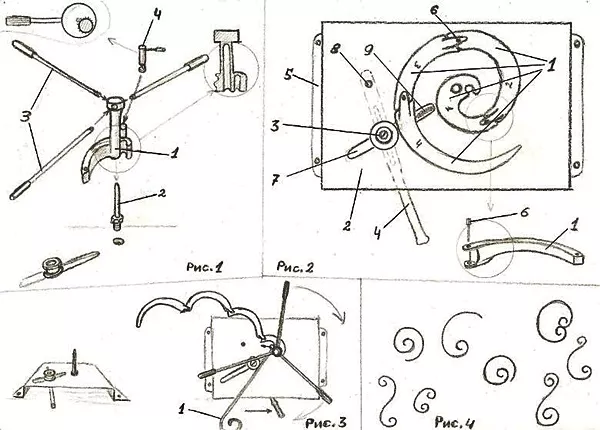
Приспособление для навивки спиралей вручную
В некоторых случаях как элемент художественной ковки используются обычные ровные прямые восходящие спирали. Сделать для этого пружинный станок-твистер своими силами абсолютно нереально. Но вспомним: спирали в кованом узоре пружинить ни к чему и ее можно навить из обычной пластичной стали с помощью простого приспособления (см. рис. справа). Шаг (восхождение) спирали определяется рогом ворота (залит красным); отгибая рог вверх-вниз, можно получать спирали пореже и погуще. Квадратный пруток берется на заготовку или круглый, безразлично. Можно также вить спирали из закрученного на торсионе прутка.
Оборудование для холодной ковки
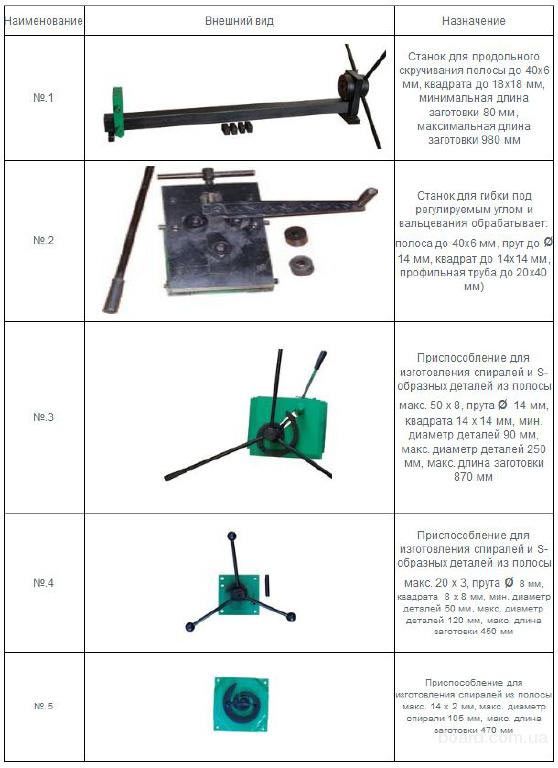
Для создания различных элементов холодной ковки применяется ручной и механизированный инструмент. Причем многие детали вполне реально изготовить на простейшем оборудовании, не требующем никакой автоматизации. Чтобы начать массовое изготовление вещей без горячей кузнечной обработки, потребуется шесть основных приспособлений: гнутик, улитка, волна, твистер, фонарик и глобус. Для чего предназначены такие инструменты и что с их помощью можно сделать?
Гнутик
Такое приспособление служит основным инструментом при изгибании деталей. Особенность в том, что можно выбрать любой угол.
В отличие от горячей обработки, где требуется шаблон и опыт работы со специальной кузнечной вилкой, на гнутике вручную эта операция намного упрощается.
Конструкция состоит из гибочного штампа и эксцентрикового привода. В свою очередь шаблон для гибки состоит из закаленных роликов, которые смонтированы на прочной раме. Такой ручной станок может дополнительно оборудоваться различными приспособлениями. Гнутик может обрабатывать прокат в виде квадрата с размерами 12×12 мм или полосу толщиной до 3 мм.
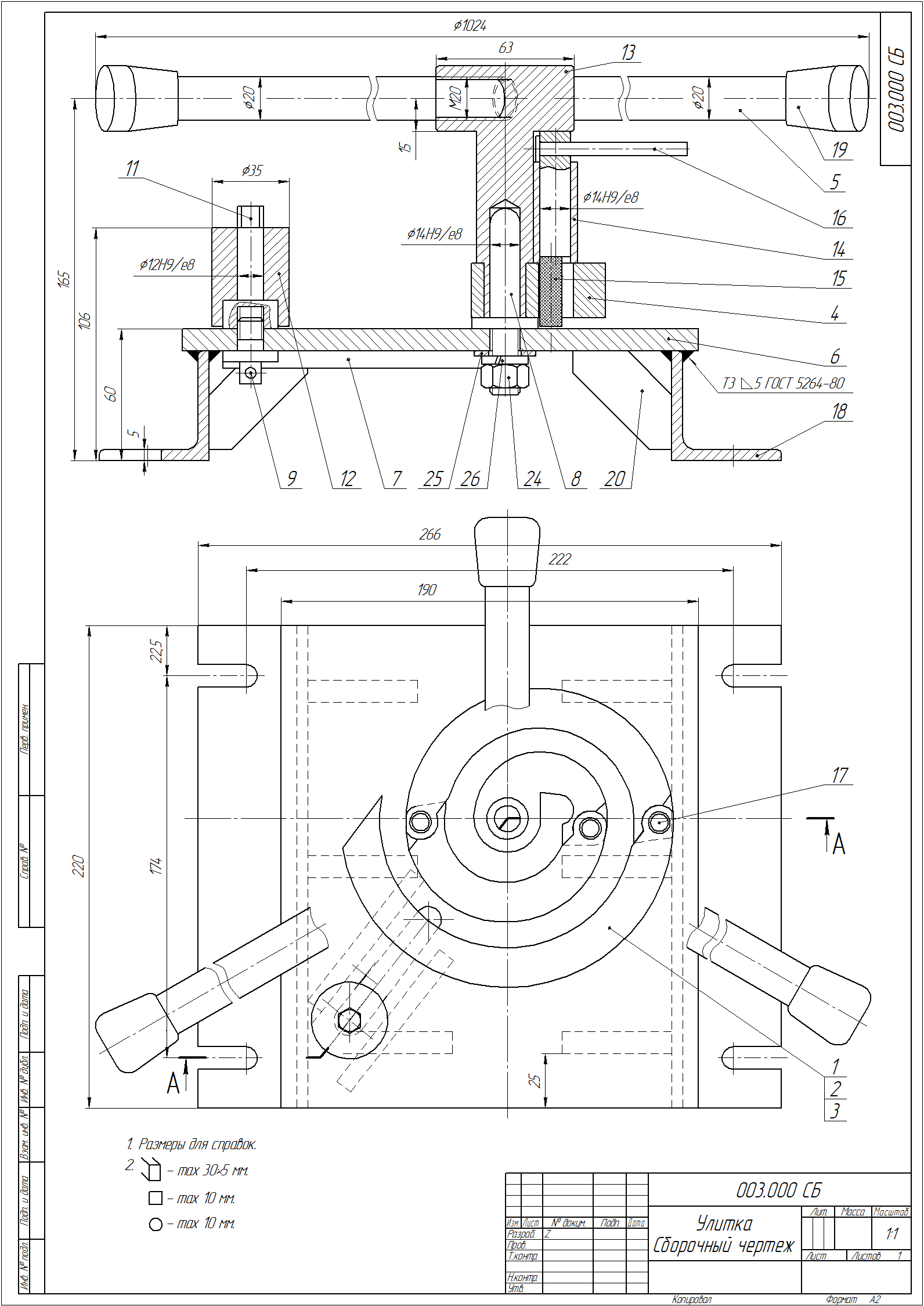
Улитка
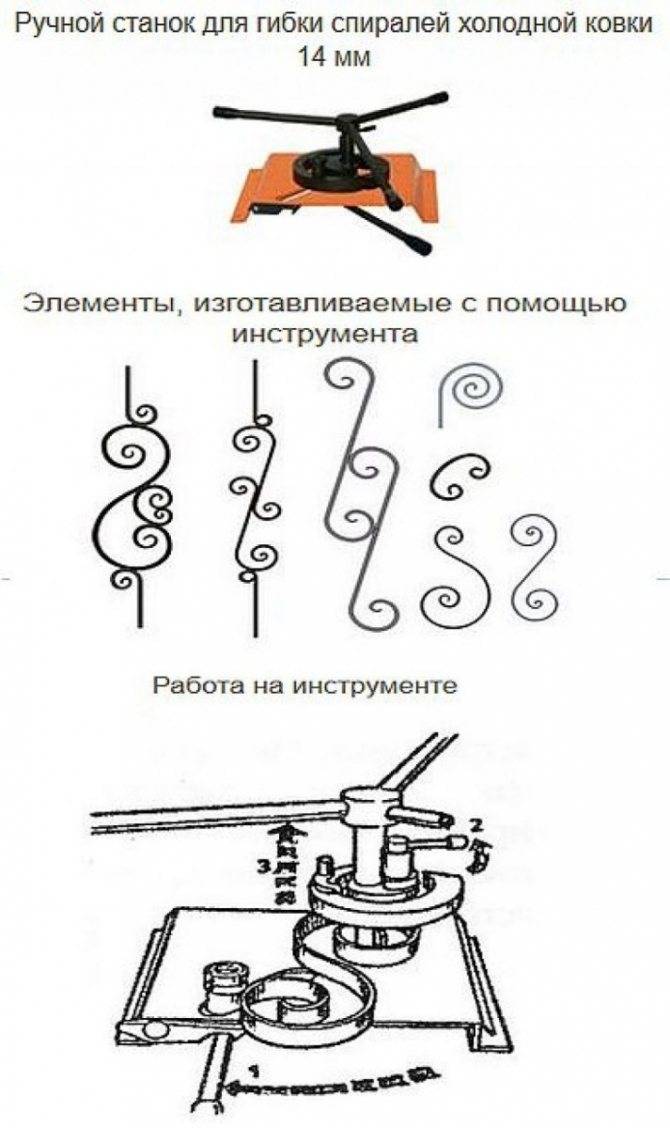
Это ручное приспособление применяют при создании спиралей и завитков. Название улитка прибор получил из-за своей основной составной части — кондуктора, имеющего витую форму. Завитки с проката соответствующего размера такой станок способен изготовить за один подход.
Как и гнутик, улитка вполне свободно обрабатывает основные, использующиеся в холодной ковке, виды проката — квадрат и пруток, сечением 10-12 мм, и полосу, толщиной 3-6 мм.
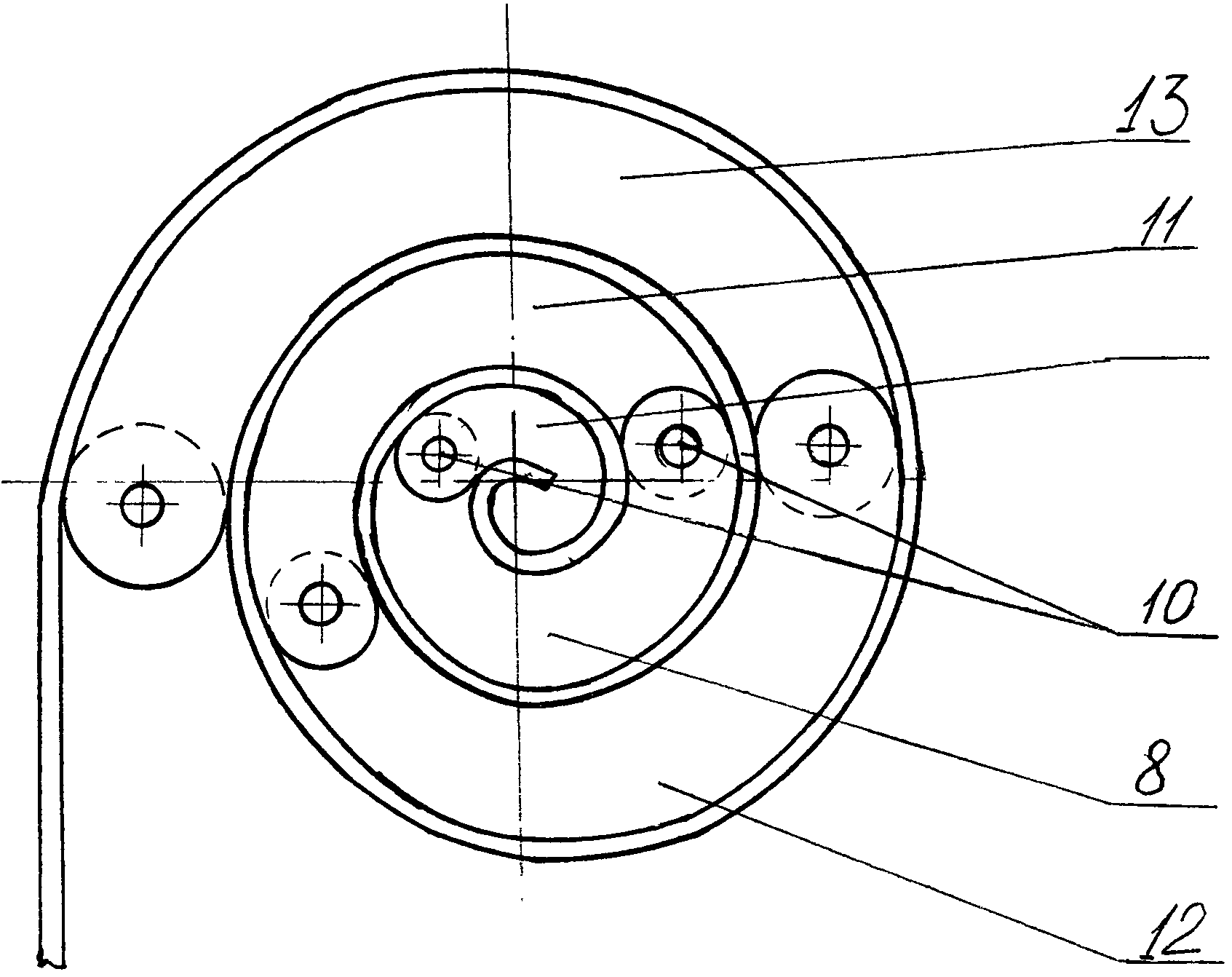
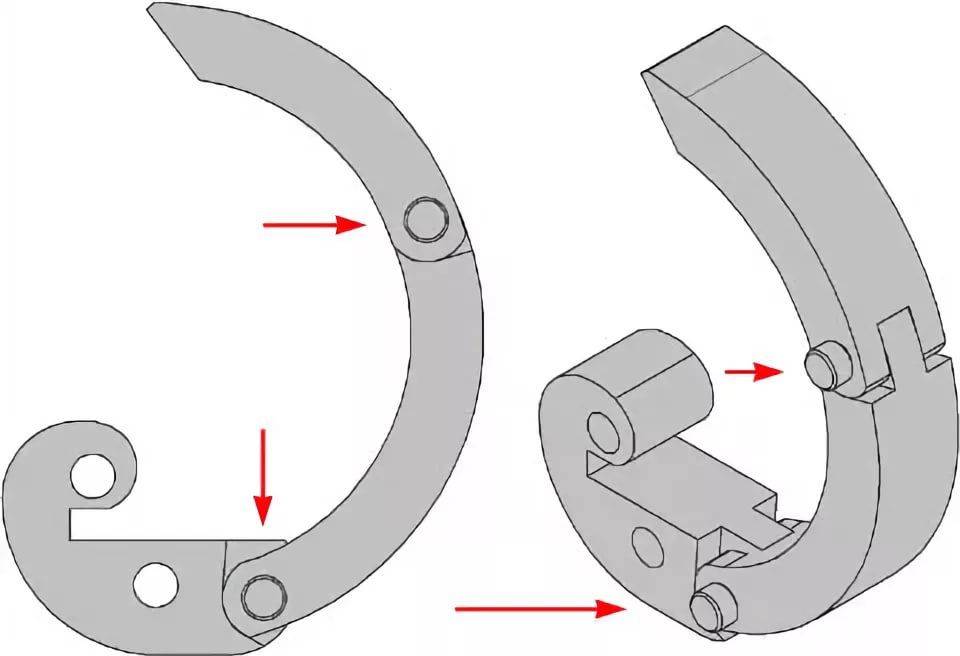
Основная рабочая часть (кондуктор) состоит из кулачка, располагающегося по центру, и двух дуг (малой и большой).
При создании небольших по размеру завитков дуги демонтируют, проводя гибку на кулачке. На фото показан один из вариантов исполнения такого ручного станка.
Волна
Приспособление, служащее для создания витых, повторяющихся узоров (довольно часто можно увидеть на оконных решетках). Основа устройства — два стальных диска, диаметром 140-150 мм, закрепленных болтами на рабочем столе. Часто можно встретить «управляемую волну» — устройство с регулируемыми зазорами между дисками. Такая функция возможна за счет наличия крепежных отверстий на разном расстоянии одно от другого. Переставляя диск можно создать различный изгиб волны. Как выглядит гибочный станок такого класса показано на фото внизу.
Твистер
Твистер закручивает вокруг своей оси пруток или квадрат. Принцип устройства похож на вороток для горячей обработки.
Конструкция состоит из основы, на которой размещается вращающаяся головка, и ползунок, регулирующий длину изделия. Заготовку фиксируют между этими двумя частями и при помощи рукояток закручивают до требуемого предела.
Фонарик
Одно из самых сложных изделий из холодной ковки — так называемая корзинка. С первого взгляда — это сложное переплетение металлических гнутых прутков или квадратов. Для производства такой детали используется такое кузнечное оборудование для холодной обработки заготовок, как фонарик.
Техника работы оборудования схожа с твистером: на основе закреплена крутящаяся головка и ползунок. Однако, заготовка «наматывается» по спирали на вставку — вал.
В принципе, корзинку можно изготовить, используя специальную вставку на твистер, однако возможен брак, который получиться исправить, лишь нагрев металл в горне. Поэтому, лучше применять фонарик, который не позволит образовываться перекосам.
Глобус
Такой ручной инструмент для холодной ковки позволяет изгибать заготовку по дуге, загибая концы под востребованный угол, при этом получается объемное изделие. За что часто этот ручной станок называют объемником.
Основа устройства — шаблон в виде дуги и закаленные ролики, позволяющие двигаться ручному приводу. В зависимости от типа инструмента, он может работать с квадратным прокатом со сторонами 14×14 миллиметров, неширокой полосой до 25 мм, а также прутком.
Чаще всего глобус применяют для производства деталей «объемных» решеток, в которых отдельные элементы не лежат в одной плоскости с остальными.
С помощью этих простейших устройств, которые не требуют механизации, можно создавать настоящие произведения искусства, состоящие со всех отдельных декоративных элементов: волюты, завитков, корзинок и прочих.
Неплохим решением будет приобрести универсальный станок для холодной ковки, который позволяет совершать основные операции по металлообработке. Однако, стоимость такого оборудования будет доступна не всем мастерским.
При обустройстве мастерской можно приобрести готовое оборудование. Ручные станки для холодной ковки металла стоят относительно недорого, но можно сделать их самому.
Разновидности и назначение станков для ковки
Станок любого назначения применяется для облегчения ручного труда. Для ковки по холодному типу может использоваться разное оборудование, сводящее к минимуму физические усилия мастера и позволяющее выполнять следующие базовые операции:
Станок для создания фигурного профиля методом холодной ковки
- изгиб профиля под нужным углом или радиусом;
- изготовление спиралей или завитков;
- продольное скручивание заготовок.
Разнообразие получаемых деталей позволяет выстраивать их в комбинации и замысловатые конструкции, создавать аккуратное художественное полотно для ограждений и беседок, симметричный декор для парковых скамеек, а также других предметов различного назначения.

Промышленный станок гнутик, позволяющий получить заготовку с заданным радиусом
Станки холодной ковки могут быть специализированными (выполнять только одну операцию) и универсальными. Различают такие типы специальных станков:
- гнутики (гибочные станки) – позволяют выгнуть заготовку под углом или заданным радиусом (волна);
- улитки – закручивают заготовки в спирали и завитки;
- торсионы – помогают продольно скрутить заготовку или несколько таких деталей одновременно;
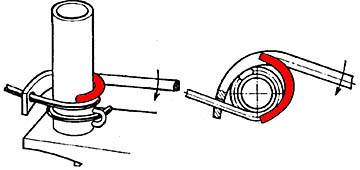
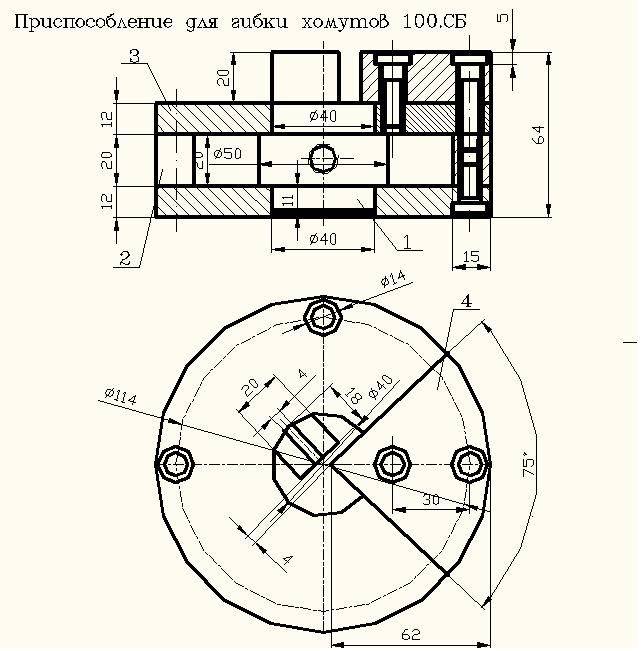
- штамповочные станки – с их помощью делают декоративные хомуты, фасонные наконечники, волну с мелким шагом.
Универсальные станки включают в себя компоненты специального оборудования в различных его комбинациях.
Приспособления для холодной ковки приводятся в действие механически (ручные станки) или посредством электропривода. Оборудование с электроприводом отличается скоростью и легкостью обработки заготовок. Станок для холодной ковки, цена которого может оказаться довольно высокой, характеризуется высокой продуктивностью. Когда нет необходимости в производительности и скорости, то ручного станка будет вполне достаточно для выполнения работ, особенно в том случае, если кузнечное дело – это хобби.

Станок гнутик, предназначенный для обработки труб методом холодной ковки
Можно ли сделать своими руками станок для холодной ковки
Купить ручной станок для холодной ковки можно в специализированном магазине по продаже инструментов или заказать в интернете. Вопрос заключается в цене и платежеспособности покупателя. Альтернативный вариант – собрать его своими руками. Принцип работы ничем не будет отличаться от товара, приобретенного в торговой сети, а выполняемые функции абсолютно идентичны заводским. Дополнительные преимущества – выигрыш в цене, уверенность, что конструкция не выйдет из строя после первого же использования.
Для начала стоит ознакомиться с конструктивными особенностями каждого типа станка, чтобы оценить возможность его самостоятельной сборки.
Станок для холодной ковки улитка, позволяющий создавать спиральные элементы
Торсион должен выполнять скручивание металлических прутьев, поэтому его конструкция предполагает наличие двух элементов, удерживающих заготовку. Один из них служит зажимом, а другой содержит вращающийся шпиндель, который, собственно, и будет закручивать прут до нужной частоты винтовой волны. Устройство довольно просто соорудить самому, а некоторые мастера вообще обходятся тисками и незамысловатым ручным воротом.
Конструкция гибочного станка также несложная, однако она содержит несколько обязательных элементов, сборка которых невозможна без специализированного инструмента. Основание – массивная металлическая пластина с пазом посередине, в который вставляется подвижный упор, перемещаемый червячным механизмом. Два других цилиндрических упора неподвижны и крепятся на основание с двух сторон симметрично относительно паза. Именно монтаж упоров может вызвать затруднение, так как отверстия под крепеж сверлятся только на специализированном станке, воздействию дрели такая заготовка из высокопрочной стали не поддастся.
Создание элементов методом холодной ковки на самодельном станке гнутик
Станок для ковки металла улитка может иметь две разновидности: с воротом или рычажного типа. Первый вариант позволяет варьировать форму изгиба в процессе работы, однако имеет ряд уязвимых мест в конструкции и очень требователен к прочности материалов изготовления. Второй тип более устойчив, но менее производителен. Мастера считают улитку самым простым станком, самостоятельная сборка которого не вызовет затруднений.
Сборка и устройство
Ключевой ошибкой многих конструкторов-новичков является попытка сразу крепить свое «детище» на твердые основания. Зачастую речь идет о сварке. А как известно, если что-то пошло не так, демонтаж в этом случае уже не произвести. Поэтому в качестве проверки ошибок рекомендуется при первом конструировании соединять элементы крепежами по типу болтов. Чтобы в любой момент можно было разобрать конструкцию и что-то подправить. А уже после проверки вполне допустимо сажать крепежи и на сварку.
Соединение и покраска
Красить получившиеся устройство не возбраняется на свой вкус. Но допустимо задействовать лишь те поверхности, которые в процессе напрямую не будут соприкасаться с заготовкой. Легко понять, что краска не только сотрется, так еще и создаст недопустимые отклонения по радиусу. Поэтому красьте на свой вкус, но только внешние части.
Купить или сделать
Вопрос лучше поставить иным образом. Вам нужна большая качественная партия эталонных деталей или просто необходимо согнуть пару-тройку труб? Кустарными методами станок с минимальными отклонениями все равно не создать. Да и в эксплуатационном сроке он проиграет заводскому. Но для выполнения периодических (это ключевой момент) работ, самодельный вариант вполне подойдет. Если для конечного результата не требуется высочайшая точность типоразмеров. В противном случае остается лишь покупать необходимое оборудование.
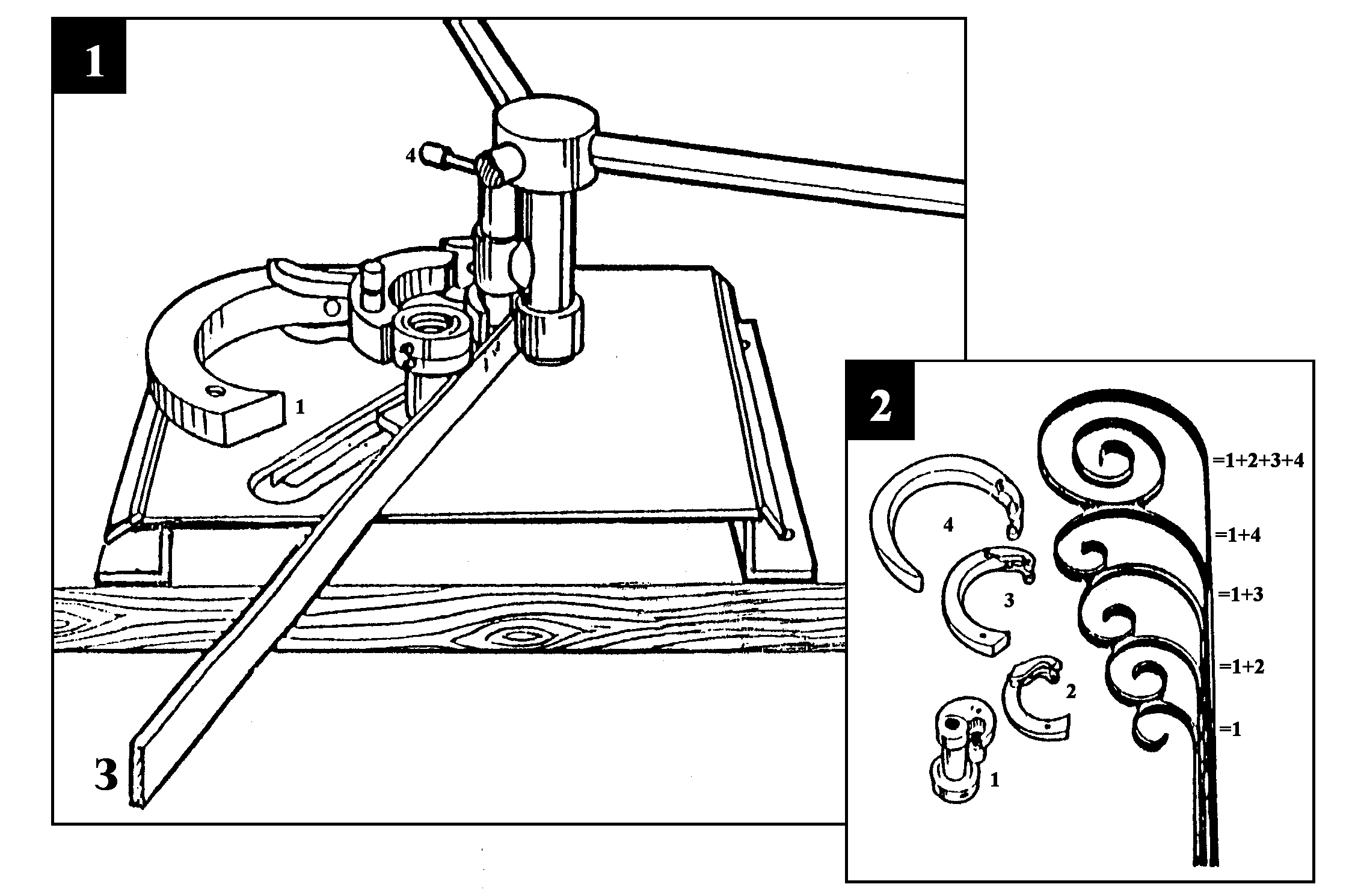
Пошаговое изготовление малогабаритного ручного станка для изготовления завитков
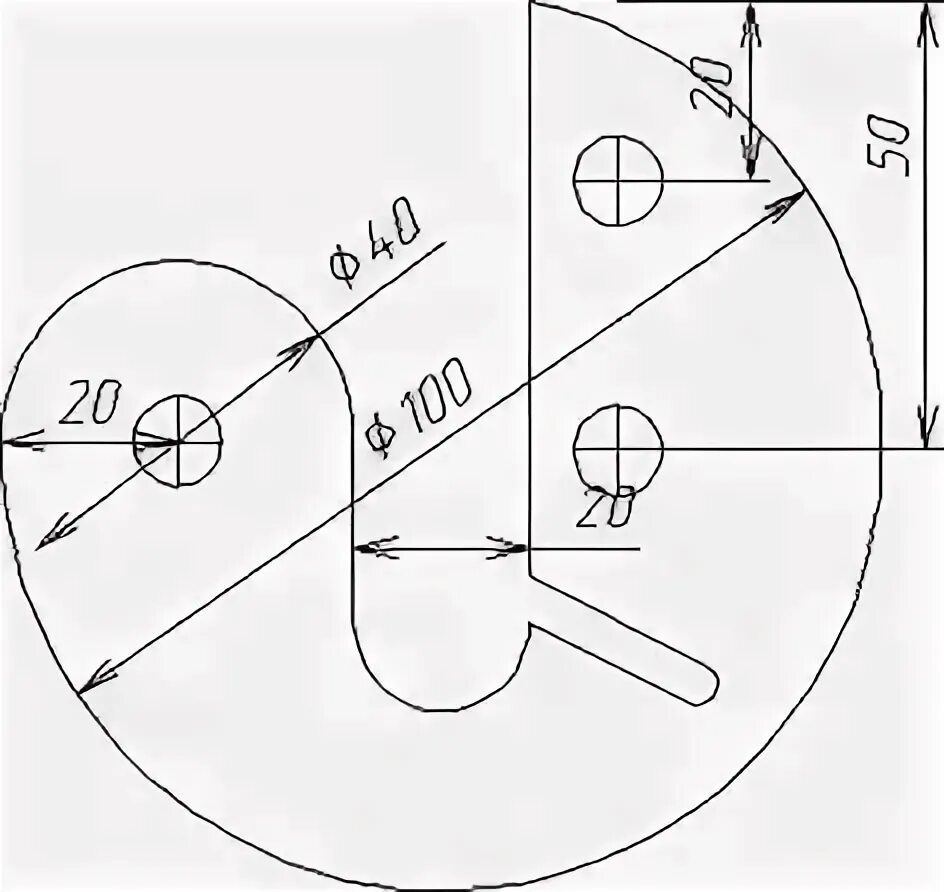
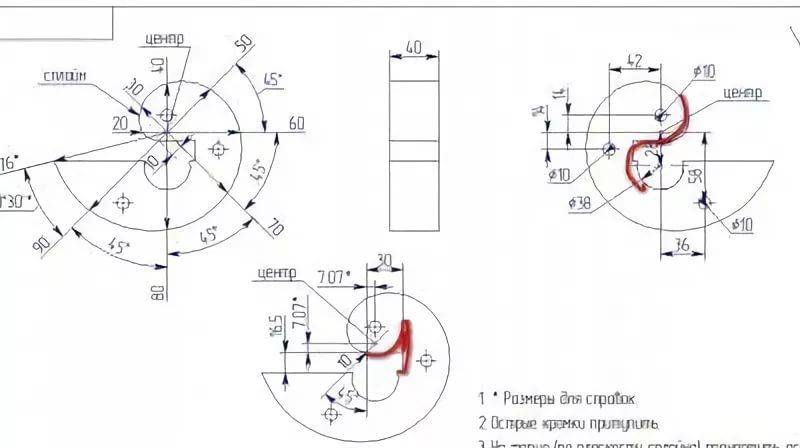
Небольшой станок предназначен для изготовления завитков из полосового проката шириной 20…30 мм. Его несложно сделать самому.
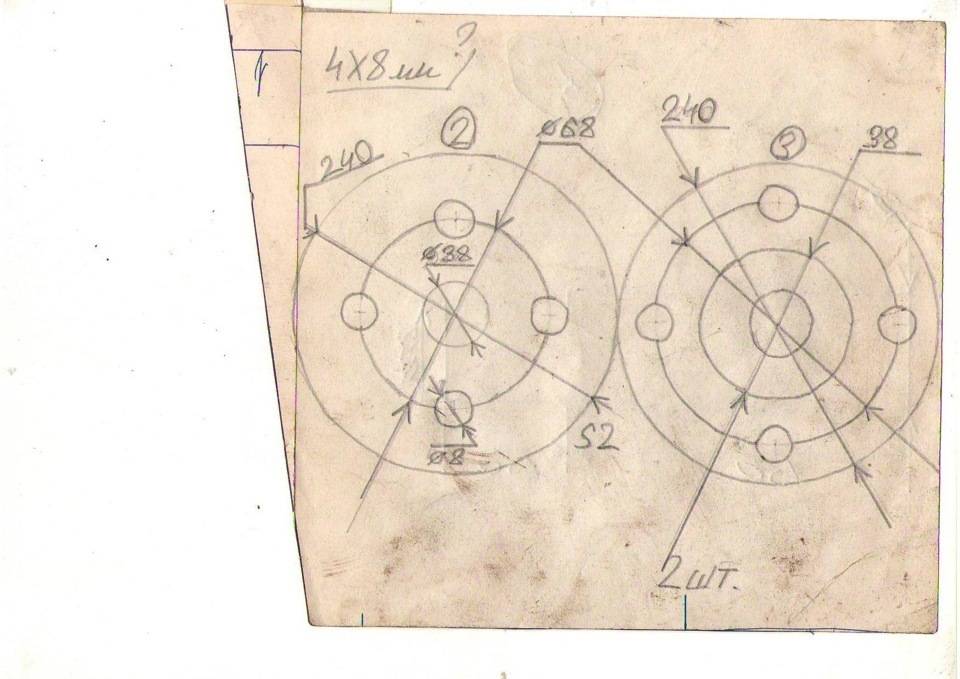
Центр
Сначала изготавливается центр. Для этого отпиливается небольшой фрагмент из кругляка. Заготовку фиксируют в тисках, размечают линию реза. С помощью отрезного диска и углошлифовальной машинки (УШМ) отпиливается заготовка.
Она имеет диаметр 38 мм. Боковая поверхность дополнительно не обрабатывается.
Длина центра составляет 28 мм. Можно и немного больше, но для изгибания полосы шириной 30 мм этого достаточно.
На сверлильном станке сверлится отверстие Ø 8 мм. Его располагают эксцентрично. Такое положение обусловлено тем, что нужно изготовить фиксатор для конца заготовки.
Прорисовывается профиль, который следует удалить с помощью отрезного и зачистного дисков, устанавливаемых на болгарке. Заготовку крепят в тисках и удаляют излишки металла.
Лепестковыми дисками поверхность защищается так, чтобы осуществлялся плавный переход между разными поверхностями фиксатора.
Чтобы в дальнейшем проще фиксировать конец заготовки, нужно просверлить отверстие. Его располагают на радиальной поверхности центра. Сверлится отверстие под резьбу М10.
С помощью набора метчиков нарезается внутренняя резьба. Здесь будет использоваться винт без головки. После фиксации заготовки он спрячется внутри металла центра.
К опорной пластине толщиной 4 мм приваривается центр. На этом работа с его изготовлением завершается.
Изготовление приспособления
Для удобства работы с приспособлением к обратной стороне пластины приваривается вал. Вращая его в специальной оправке, будут вращать улитку.


Наружную поверхность нужно обточить, чтобы сварные швы не мешали свободному облеганию будущих заготовок.
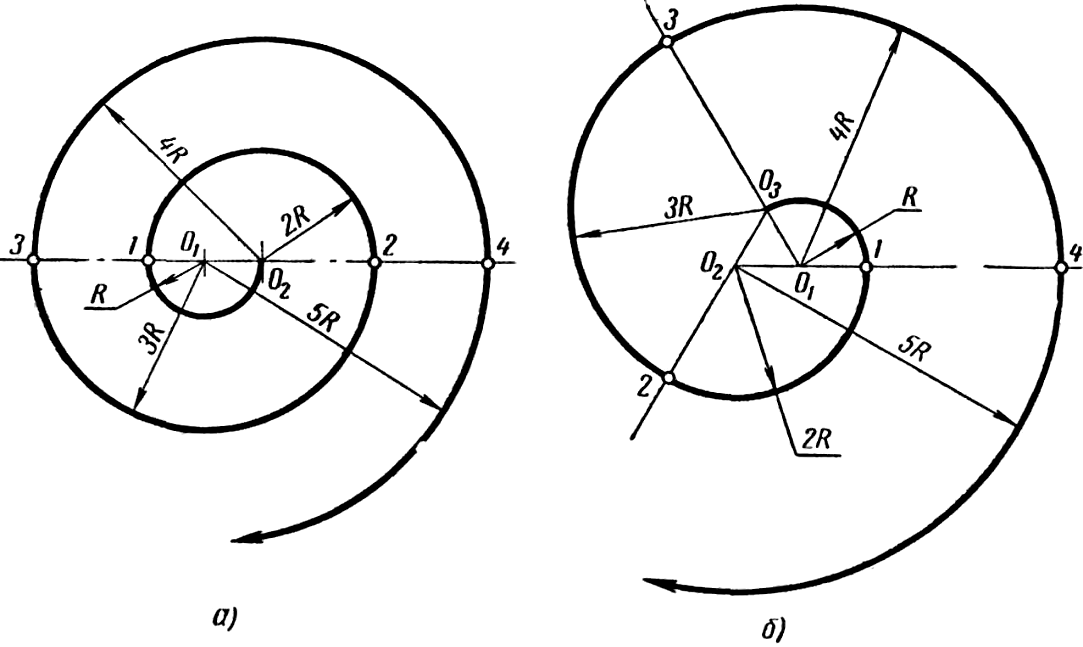
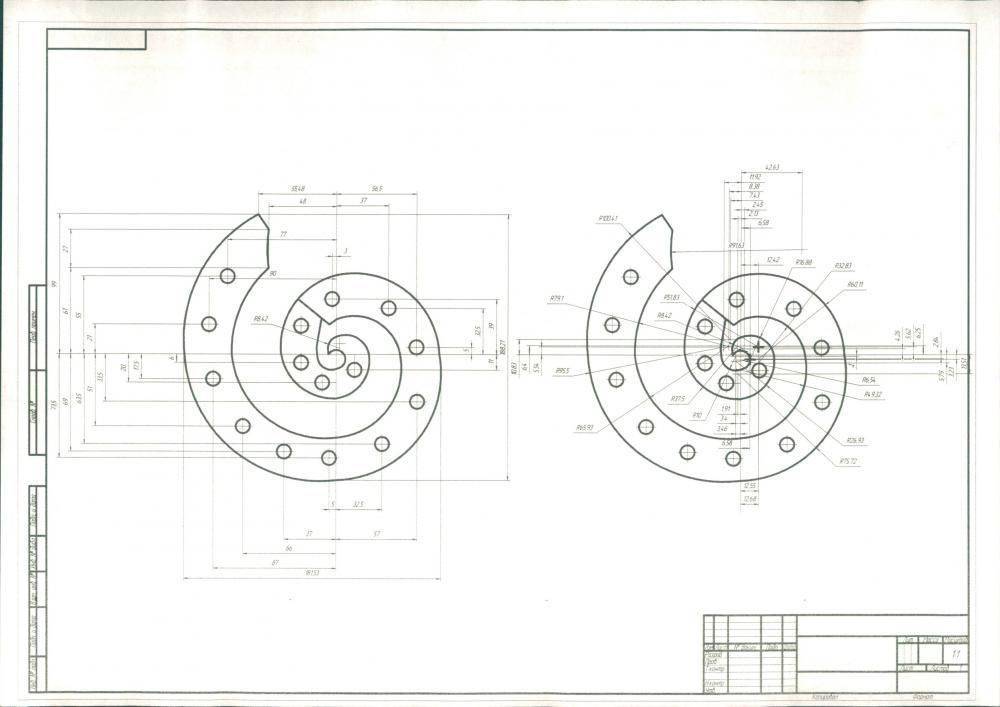
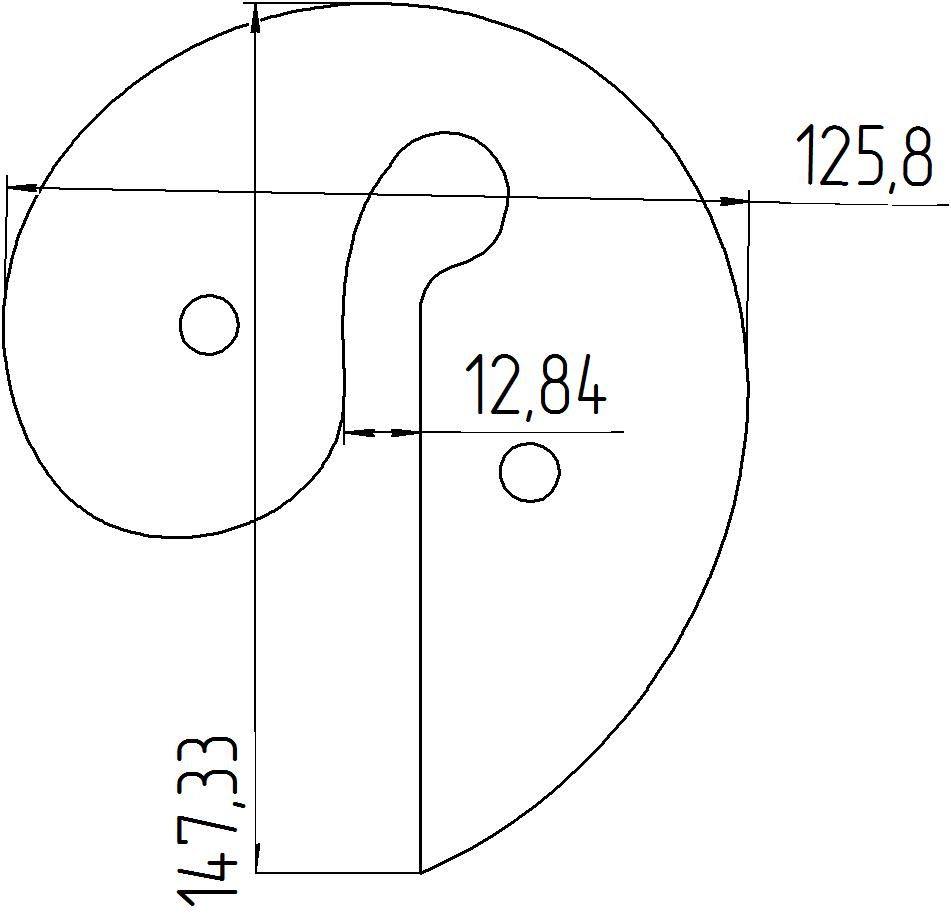
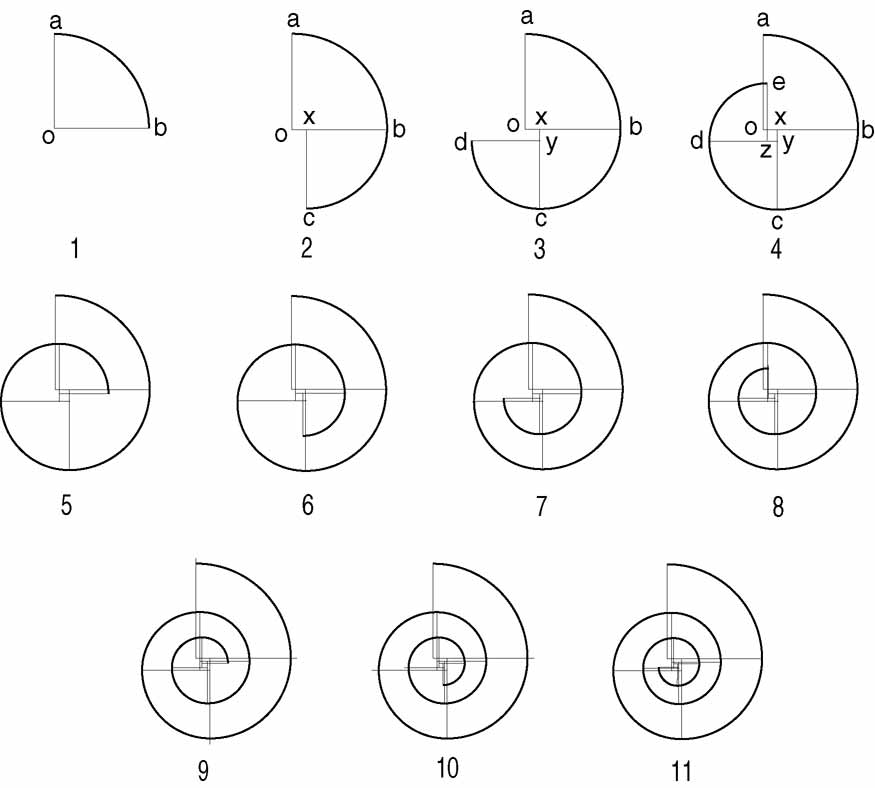
Будущая спираль прорисовывается на пластине. Создается контур, куда ее в дальнейшем приварят.
Из полосы толщиной 4 мм изгибают спираль. Она должна соответствовать проекту.
После проверки спирали по шаблону излишки обрезаются, а саму спираль приваривают к пластине и к центру.
В качестве стойки используется профильная труба 40·40 мм со стенкой 3 мм. На ней сверлят отверстия для крепления элементов станка. С помощью опорных площадок фиксируют подготовленные части.
С обратной стороны видна ручка. Ее закрепили к валу с помощью подшипника. Подготовленная «Улитка» может вращаться.
Проводится проверка работоспособности. За ручку выполняется поворот спирали вокруг оси центра.
Торсионы
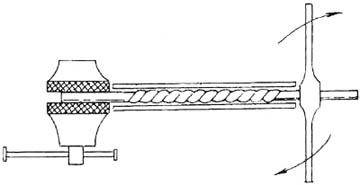
Торсионное скручивание прутка без станка
Скручивать для художественной ковки прутья винтом можно вообще без станка, см. рис. справа. Чтобы заготовка не согнулась у коренного (зажатого в тисках) конца, под дальний от них конец направляющей трубы нужно подставить деревянный чурбак или что-то вроде него с V-образным вырезом вверху; трубу лучше прихватить к этой опоре хомутом, а подставку закрепить на верстаке. Труба должна быть короче заготовки и по внутри примерно в 1,5 раза шире ее наибольшего поперечника, т.к. заготовка при скручивании стягивается и раздается вширь.
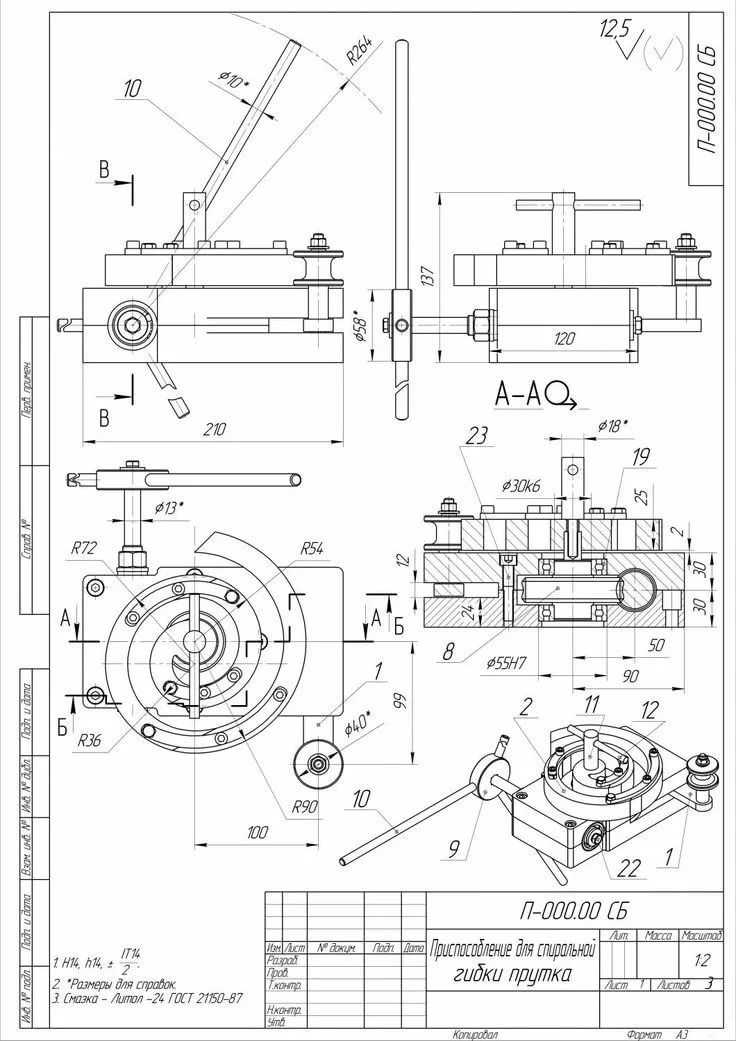
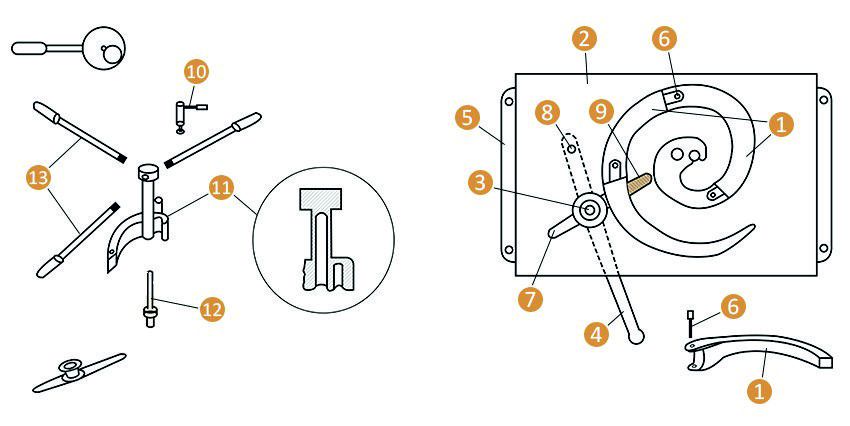
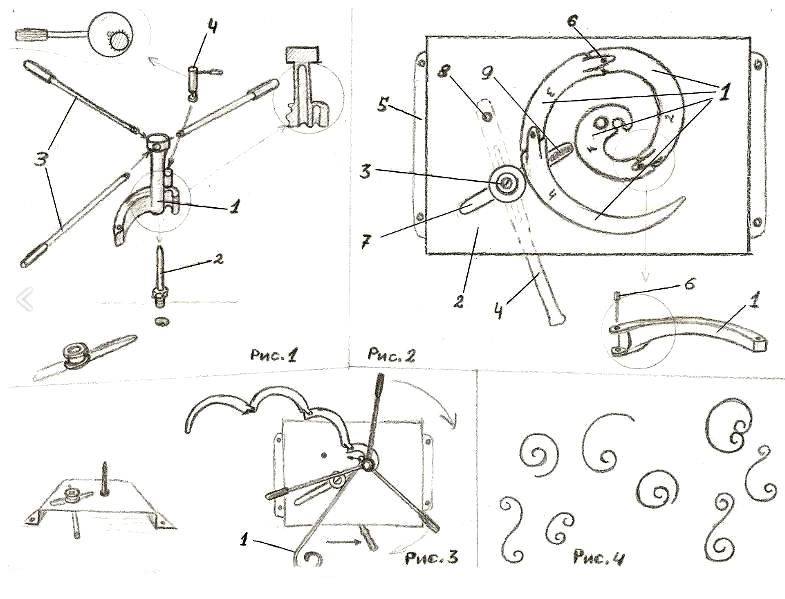
Торсионный станок для холодной ковки позволяет увеличить производительность и улучшить качество получаемых деталей. Рабочее усилие в нем передается на опору в значительной степени, поэтому станина нужна прочная, в виде хребтовой рамы из двутавра от 100 мм или пары сваренных швеллеров того же размера; профтруба будет видимо деформироваться. На опорной поверхности станину нужно надежно закрепить с помощью приваренных к ее концам лап из того же профиля, поз. 1 на рис.

Самодельные торсионные станки для холодной ковки
Заготовка – квадратный пруток – удерживается оправками-патронами с гнездами также квадратного сечения; они видны там же на поз. 1. Т.к. пруток при скручивании сокращается по длине, патроны в шпинделе и задней бабке нужно надежно фиксировать винтовыми зажимами. По той же причине задняя бабка выполняется скользящей. Для возможности скручивания отдельных участков заготовки применяется также скользящий ограничитель со вставкой с квадратным отверстием.
Если требуется сделать только забор для себя или что-то меньшее, можно на скорую руку соорудить торсионный станок из лома и подручных материалов, поз. 2. На том и другом станке в принципе можно получать и филаменты, вложив в патроны пучок из 4-х прутков вдвое меньшего размера. Но не думайте, что хороший фонарь или корзинку вам удастся сделать, просто подпихивая рычагом заднюю бабку. Получится нечто вроде того, что на врезке в поз. 1 и 2. Кузнецы называют такие казусы словом общеизвестным, но в литературной речи не употребляемым. Ветви филамента при скрутке его в простом торсионном станке нужно разводить вширь ручным инструментом, что сложно и не обеспечивает должного качества работы.
Красивые филаменты (поз. 3) скручиваются на торсионных станках с закрепляемой задней бабкой и винтовой подачей шпинделя, поз. 4. А теперь вернемся ненадолго к рис. с видами станков в начале, к поз. 2 на нем. Видите штуковину, обозначенную зеленым восклицательным знаком? Это сменный шпиндель. В комплекте их 2: гладкий для спиральной крутки по длинной оси заготовки и винтовой для скручивания филаментов. В таком исполнении станину сваривают из пары швеллеров с продольным зазором, а к задней бабке приваривают башмак с резьбовым отверстием под стопорный винт. Башмак нужен с подошвой от 100х100, т.к. фиксация задней бабки в режиме филамента фрикционная и лишь отчасти заклиниванием: стопорный винт дает только начальное прижимное усилие.
Об электроприводе торсиона

Электропривод самодельного торсионного станка
Работа на торсионном станке с ручным приводом шпинделя утомительна. Но главное – стабильного качества изделий такого, как на поз. 3 рис. с торсионными станками, добиться еще труднее. Причина – руками сложно создать равномерный по кругу вращательный момент, как и любым другим рычажным приводом. Поэтому торсионный станок для холодной ковки как раз тот случай, когда применение электропривода оправдано несмотря ни на что. Лучший вариант из подручных материалов – полуось ведущего моста заднеприводного автомобиля с зубчатой парой от дифференциала оттуда же, см. рис. справа; не забудьте только о защитном кожухе! Мотор – на 1,5-3 кВт и не более чем на 900 об/мин. Возможны и другие варианты конструкции, см. напр. ролик:
Инструменты и оборудование
Ручной станок для выполнения холодной ковки включает ряд элементов. Необходимые приспособления, которые понадобятся для работы:
- твистер;
- улитка;
- гнутик;
- волна;
- глобус;
- фонарик.
Главным инструментом для работы будет гнутик, который используется для изменения формы металла. Его функция — изгиб детали под необходимым углом или изгиб дуг с различным радиусом.
Улитка используется, как правило, для свивания в спирали стальных прутов. Это оснастка для сгибания прутков, полос, трубок, квадратов и профилей до формы спирали, изделий с различными формами и радиусом. Во время использования этого инструмента можно не ограничивать в радиусе создаваемую спираль и сделать ту величину, которая требуется.
Инструмент «фонарик» необходим для сгибания металлических деталей. С помощью него обрабатывают металлические прутки, сечение которых менее 30 мм, или квадратные профили сечением менее 16 мм.
При помощи такого устройства, как волна, делают волнообразно выгнутые элементы. Применяют его и для обработки труб, которые имеют шестигранное или круглое сечение.
Твистер похож чем-то на фонарик. При помощи этих двух инструментов можно выкручивать прутья вокруг оси.
С помощью глобуса можно выполнить большую дугу из профильного прута толщиной до 12 мм. Причем концы заготовки также плавно сгибаются.
Этот инструмент для холодной ковки абсолютно не сложный, поэтому зачастую можно увидеть и самодельный. Заводскому он почти ни в чем не уступает.
https://youtube.com/watch?v=lXzm3RtqxS8
Самостоятельное изготовление устройства
Если вы настроились создать данное приспособление в домашней мастерской, тогда нужно изначально подготовить чертеж. Идеальным вариантом станет использование шаблонного образца, что имеет максимум вариантов для создания различных форм и фигур. Когда у вас будут в наличии такие заготовки, то создание станка с достаточным количеством съемных насадок позволит вам в дальнейшем создавать замысловатые и разнообразные узоры и всевозможные вензеля из металла.
 Станок для холодной ковки
Станок для холодной ковки
Когда вы сооружаете домашний станок, то придерживайтесь определенной последовательности работ, чтобы результат был максимально идеальным.
- Возьмите полотно из металла. Шаблоны должны размещаться на нем с расчетом на изготовление. Ведь при работе само сырье из насадок может сдвинуться при нехватке места. Проблематичной может быть работа и при очень маленьких отступах шаблонов друг от друга.
- Чтобы насадки можно было менять легко и просто, сформируйте прорезь в форме прямоугольника. Здесь вы будете помещать сменные насадки, которые заранее прикрепите к пластине прямоугольной формы. Закреплять такие пластины будете с помощью болтов подходящего размера.
- Шаблоны можно изготавливать элементарными или сложными. Можно иметь шаблон с одним завитком или элемент с завитками в разные стороны. Все зависит от вашего мастерства.
 Заготовки для станка
Заготовки для станка
Главное – использовать наиболее прочный материал для закрепления частей, которые раздвигаются.
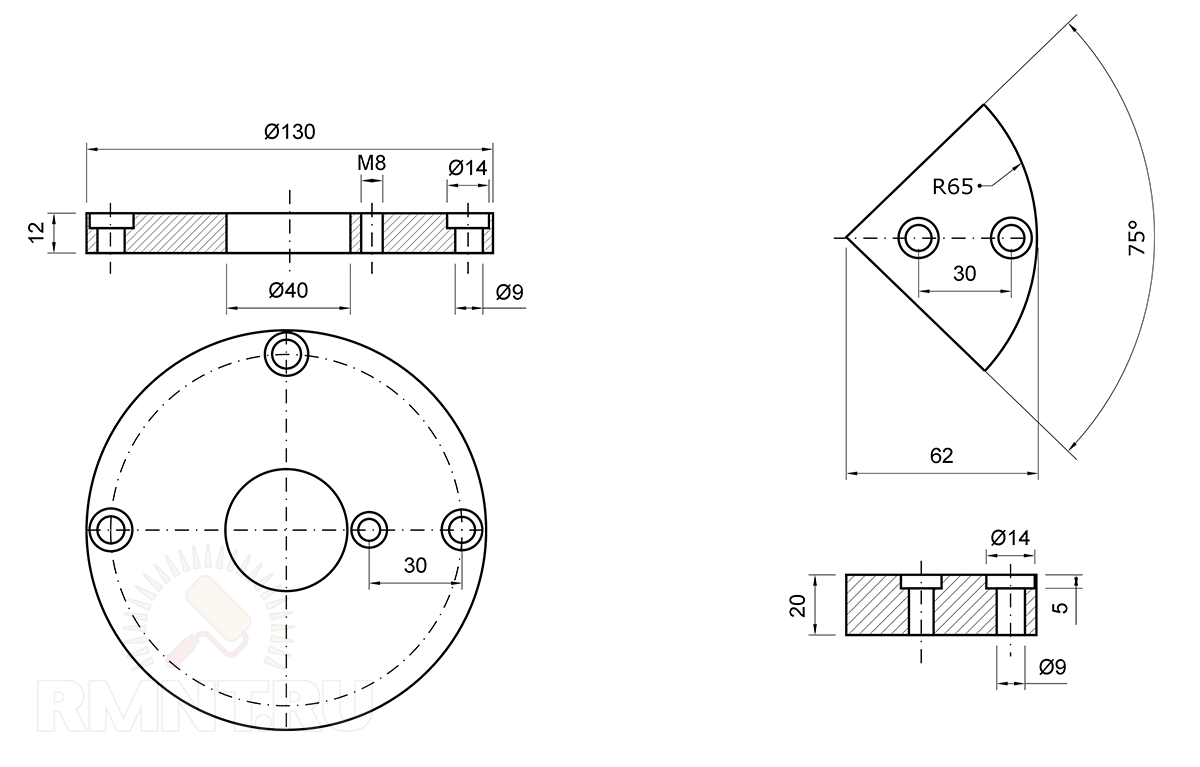
 Чертеж станка улитка
Чертеж станка улитка
Особый инструмент не понадобиться, создание станка-улитки довольно простое. Чтобы его изготовить проделайте следующие действия.
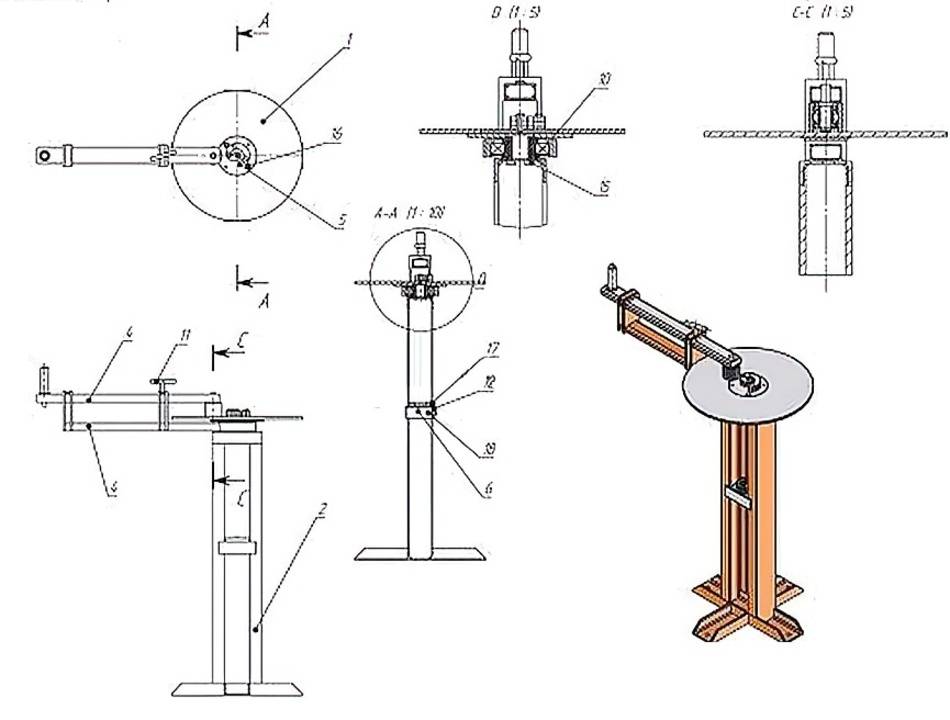
- Сборка стойки. Она является опорным элементом во всей конструкции. Для ее изготовления берут одинаковые отрезы труб, которые соединяются с помощью сочленений. Со стороны стойка чем-то напоминает табурет. С помощью сварочного аппарата необходимо соединить все части стойки.
2. Листы металла необходимо нарезать в соответствии с чертежами. В результате вы получите 4 равносторонних треугольника и круги с равными диаметрами.
3. Треугольники привариваются к нижней части опоры, чтобы получилась пирамида. Основание (максимально широкая площадь) приваривается к центру вырезанной окружности.
4. Дрелью сформировать отверстия для болтов. С их помощью в горизонтальном положении прикрепить к кругу с приваренной частью планки (четыре штуки).
5. Формирование рукоятки. Для этого понадобиться два прутка с разной длиной (длину соотнести с размерами самого круга) в таком соотношении:
- первый – соотносится с диаметральностью круга;
- второй – немного превышает длину первого.
6. Первый прут изогнуть под углом 300, затем второй прут приваривается к первому. В нижней части прикрепляется дополнительный прут
Важно не забыть вставить перемычку между обеими прутьями (к ней приделать рычаг с помощью сварочного аппарата). Рычаг будет обеспечивать движение в направлении формирования из прутков. 7
Подшипник крепится к рычагу и отрезку внизу, что увеличивает его вариабельность. Катушка металла будет крепиться отрезом вверху (для этого размещается горизонтально и позволяет делать изгиб металла). Со стороны низа отрезка со свободным концом надо сделать отверстие, которое соответствует сечению трубы
7. Подшипник крепится к рычагу и отрезку внизу, что увеличивает его вариабельность. Катушка металла будет крепиться отрезом вверху (для этого размещается горизонтально и позволяет делать изгиб металла). Со стороны низа отрезка со свободным концом надо сделать отверстие, которое соответствует сечению трубы.
8. Финальным шагом является присоединение рукоятки с «пирамидальной» частью конструкции. Соединение происходит с помощью гайки с большим диаметром. Перед креплением к ней приваривают кругляш, чтобы крепить трафарет.
 Построенный станок улитка
Построенный станок улитка
Следовательно, станок для холодной ковки «улитка» по чертежу и размеру собрать своими руками как на фото можно в домашней мастерской, не вкладывая огромных финансов. После этого вы будете иметь возможность создавать настоящие шедевры из металла. https://www.youtube.com/watch?v=gssCQv0hL6E
Видео: улитка, холодная ковка





