

Пайка медных проводов
Для того чтобы осуществить процесс пайки, необходимо соблюдать несколько условий:
- Соблюдать чистоту элементов в месте пайки, поскольку наличие мельчайшего загрязнения сделает сцепляемость невозможным.
- Температура плавления металла должна быть ниже задействованных деталей. На первый взгляд, это и так понятно, но не стоит исключать наличие припоев с температурой выше, чем, например, у алюминия.
- Недостаточное различие в температурах плавления, а также усадка сплавляемого элемента помешает правильному формированию кристаллической решётки припоя.

Пайка интересный, но сложный процесс со множеством нюансов. Чтобы глубже изучить процесс пайки можно тренироваться на соединении проводков в микросхеме в домашних условиях, разумеется, соблюдая все правила безопасности.













Трудности пайки алюминиевых проводов
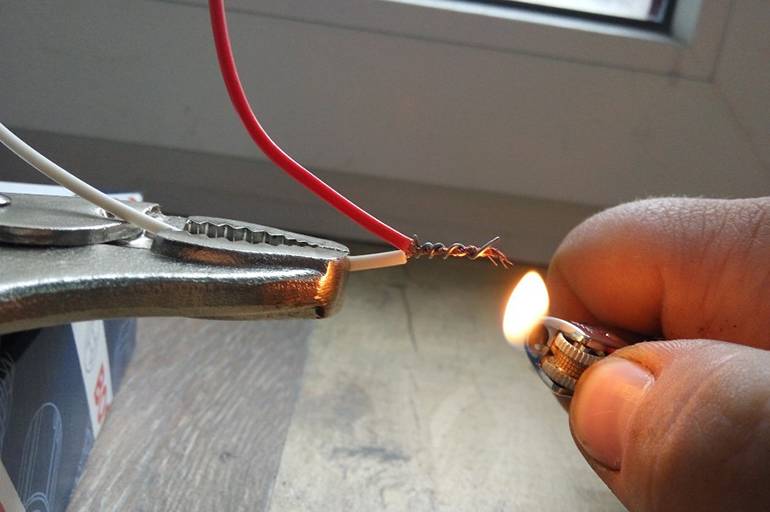
Помимо оксидной пленки и отсутствия визуального контроля за температурой нагрева металла, существует еще несколько сложностей. Пайка алюминиевых одножильных проводов должна проводиться всего за несколько секунд, чтобы не повредить самому проводу. Температурное воздействие на алюминий подвергает структуру металла изменениям, в результате чего он теряет свою прочность и гибкость.

Пайка алюминия паяльником в домашних условиях
Практически все процедуры, вне зависимости о того какой вид пайки используется, должны проходить полный круг подготовительных процедур, куда входит лужение, обработка флюсом и зачистка. Именно такие процедуры помогают ликвидировать оксидную пленку, благодаря которой получается основная масса брака при пайке. Еще одной сложностью становится правильный выбор параметров, так как рабата с тонкими элементами требует деликатного подхода. В то же время, небольшая толщина изделий помогает беспроблемно производить все в домашних условиях без явной потери качества.
Способы пайки алюминиевых проводов
Пайка алюминиевых проводов в домашних условиях может осуществляться несколькими способами. Одним из основных является пайка алюминиевых проводов паяльником, так как это один из самых простых и распространенных инструментов, который есть в каждом доме. Достаточно подобрать паяльник требуемой мощности, чтобы расплавить припой и сделать соединение. В отличие от других способов, он наиболее прост в подготовке, но требует, чтобы рядом находился источник электричества. В отличие от горелки, паяльник является более грубым методом, так что для работы со слишком тонкими материалами он может оказаться непригодным.

Пайка алюминия паяльником
Способ при помощи горелки, которая может быть газовая или бензиновая, помогает проводить более деликатные процедуры, так как тут легче регулировать температуру и газ отлично прогревает не только сам провод и припой, но и области, которые находятся рядом с ними. Подготовка горелки более длительная процедура, так как ее нужно заправлять, подбирать режим и так далее. Также это менее безопасный вариант, но после всего не нужно ждать, пока инструмент будет долго остывать, как это происходит при работе с паяльником.

Пайка алюминиевых проводов горелкой
Подготовка к пайке
Вне зависимости от того, происходит пайка алюминиевых проводов с медными, или с такими же, как и они, следует ответственно отнестись к подготовке, так как от этого зависит успех операции. В первую очередь нужно заняться зачисткой поверхности, что помогает убрать оксидную пленку. Для проводов подойдет мелкозернистая наждачная бумага или какой-либо аналогичный вариант. После этого следует залудить конец провода, который будет спаиваться и, если все производится при помощи паяльника, следует залудить и жало паяльника. Несмотря на проблематичность использования некоторых разновидностей флюса, в качестве заменителя можно применять металлическую стружку припоя или же какие-либо жидкие варианты, которые улучшат смешиваемость и увеличат скорость соединения.
Пошаговая инструкция
- Первым делом необходимо подготовить все имеющиеся инструменты и расходные материалы, которые должны быть всегда под рукой, а также освободить рабочее место от лишних предметов;
- Подготовить металл к спаиванию, проведя зачистку, обработку флюсом, лужение и прочие процедуры;
- После этого нужно установить технику на требуемый режим, чтобы не испортить заготовки во время спаивания и все прошло максимально качественно;
- Далее, точными и быстрыми движениями нужно осуществить само спаивание, поднеся небольшую часть припоя к проводам, и нанеся его на их концы, соединив в единое изделие;
- После этого нужно дать остыть металлу и проверить прочность соединения.
Таблица режимов пайки
Диаметр провода, мм | Расход материала, граммы | Продолжительность пайки, сек | |
припой | бензин | ||
2,5-4 | 1 | 5,5 | 25 |
6 | 1,5 | 7 | 30 |
10 | 2 | 11 | 55 |
Техника безопасности
Работа должна проводиться только при помощи исправных инструментов. При использовании флюсов стоит обеспечить нормальное проветривание помещения, так как многие из них не только издают неприятный запах, но и оказываются токсичными. Паяльник не стоит бросать включенным и он всегда должен находиться в безопасном месте, где нет рядом ни каких легко воспламеняемых предметов. Такие же меры безопасности требуется соблюдать и при работе с горелкой, только здесь еще и сам источник пламени требуется держать максимально далеко от емкости с расходным материалом, чтобы не произошло взрыва.



Используемые в работе материалы
Для качественной пайки алюминия следует использовать специально подобранные флюсы и припои. Это позволит провести качественно работу.
Флюсы для пайки алюминия
Флюсом называется вспомогательный компонент, который препятствует образованию оксидной пленки во время пайки. Также его функция заключается в обеспечении хорошего смачивании поверхности жидким припоем, что обеспечивает надежное сцепление.
Но при отсутствии флюса его можно заменить трансформаторным маслом, предварительно зачистив поверхности наждачной бумагой. Это позволит замедлить процесс образования оксидной пленки.
 Действие флюса зависит от его состава
Действие флюса зависит от его состава
Канифоль
Этот вид флюса является самым востребованным. Канифоль можно применять для пайки любых металлов. Но в случае с алюминием работу следует выполнять без доступа воздуха, что значительно осложняет ее проведение. В итоге время на выполнение пайки требуется больше, а эффективность низкая.
Порошковый флюс
Для пайки алюминия можно применять порошковые флюсы вместе с газовой горелкой. При проведении работ нельзя добавлять к пламени кислород, так как это вызывает окисление алюминия.
Наиболее распространенные порошковые флюсы:
- бура (смесь натриевой соли и борной кислоты);
- активный флюс Ф-34А (содержит хлориды калия, лития, цинка и хлорид цинка);
- ацетилсалициловая кислота;
- активный паяльный жир.
Жидкий флюс
Эту разновидность флюсов можно наносить на поверхность тонким слоем. Но при этом они испаряются намного быстрее и способны выделять обжигающие пары.
Наиболее популярные виды:
- флюс Ф-61— рекомендован для низкотемпературной пайки;
- флюс Ф-64 — разрушает даже достаточно прочную оксидную пленку;
- Castolin Alutin 51 L — подходит для работы при температуре от 160 градусов.
Припой для пайки алюминия и его сплавов
С целью пайки данного металла рекомендуется применять припои из таких материалов, как алюминий и цинк. При этом они могут содержать различные добавки, что улучшает их функциональность.
Самые популярные импортные припои для алюминия:
- HTS-2000;
- Castolin 192FBK;
- Castolin 1827;
- Chemet Aluminium 13;
- Chemet Aluminium 13-UF.
Отечественные припои и их качество
Использовать для работы с алюминиевыми деталями в домашних условиях можно и отечественные припои. Они не уступают по эффективности импортным, но стоят на порядок дешевле.
Самые популярные из них:
- ПОС-61;
- марки А;
- 34А;
- SUPER A+.
Сравнение припоев для пайки алюминия
При сравнении импортных припоев HTS-2000 с Castolin 192fbk, а также отечественного «алюминиевого огурца» многие профессионалы отмечают, что последний отличается высокой прочностью пайки, так как состоит из алюминия. Но недостаток его в том, что работу нужно проводить в печке.
А что касается HTS-2000, то отзывы в основном негативные, так ка припой отличается тягучей консистенцией и для его разравнивания на поверхности следует прибегать к стальным инструментам.
Castolyn 192FBK также характеризуется высокой текучестью. Он идеально подходит для того, чтобы запаять небольшие отверстия, а при использовании его для больших дыр может проваливаться внутрь алюминиевых деталей.
 При выборе припоя нужно учитывать режим пайки
При выборе припоя нужно учитывать режим пайки
Порошковая проволока
Этот материал можно применять только при сварке алюминия, а не пайке. Поэтому нельзя путать эти два совершенно разных вида работ по соединению деталей. Применение порошковой проволоки дает возможность проводить сварку без газа.
Источники нагрева
Чтобы правильно спаивать детали, нужно не только знать какие флюсы и припои можно применять, но и как паять дома алюминий паяльником, используя разные источники нагрева.
Паяльник для пайки алюминия
При использовании паяльника нужно учитывать размер деталей для соединения. Количества тепла от источника должно поступать больше, чем будет его рассеиваться. Примерно на 1 тыс. кв. см алюминия рассеивается около 50 Вт тепловой мощности. Значит, для спаивания деталей с такой суммарной площадью, нужно использовать паяльник мощностью 90-100 Вт.
Горелки для пайки алюминия
Если нужно спаять толстые алюминиевые листы, то лучше использовать газовые горелки. Преимущество такого источника в том, что он бесконтактно доносит тепло и характеризуется высокой скоростью разогрева.
Технология пайки и лужения
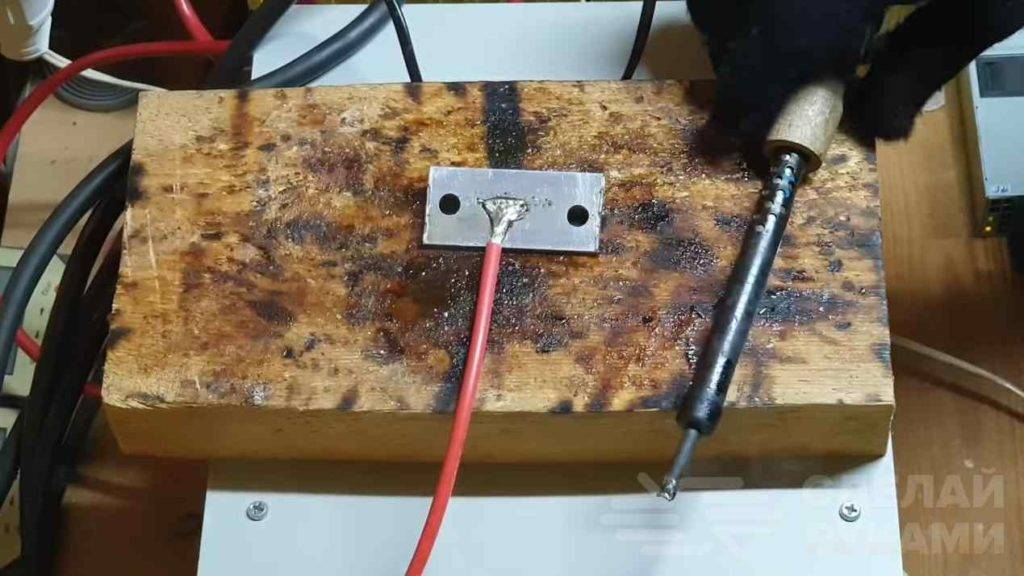
Для того, чтобы спаять или облудить провода, их нужно расположить так, чтобы они располагались по возможности горизонтально и был доступ со всех сторон для жала паяльника. Вопреки многим рекомендациям, нельзя ставить скрутку вертикально, поскольку при пайке капли расплавленного припоя могут скатиться со скрутки и нарушить изоляцию в нижележащих проводниках.
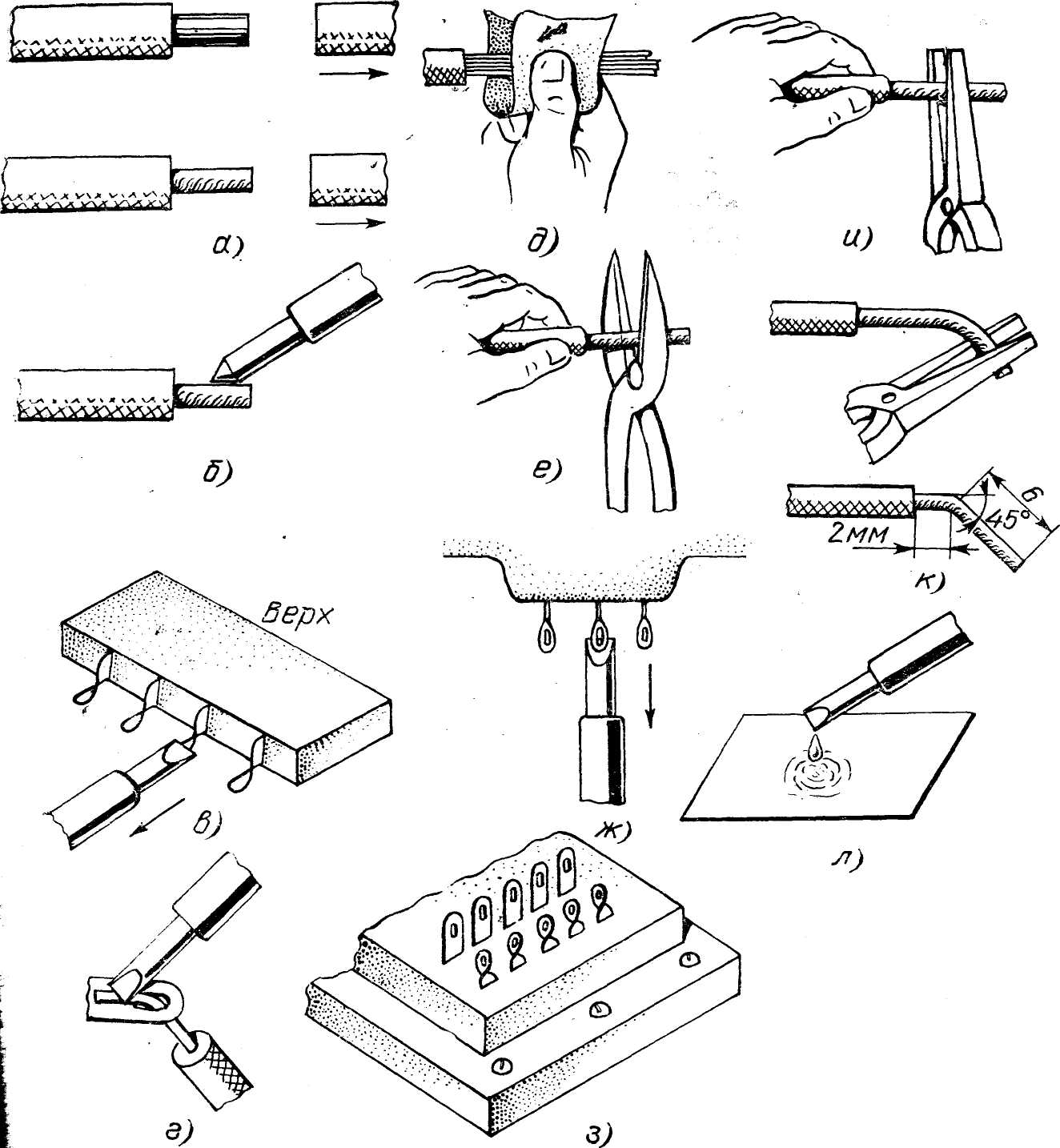
Если вовремя не обнаружить и не удалить такую каплю, то она впоследствии, может вызвать короткое замыкание. Для лучшего контакта жала паяльника с проводом, конец жала должен быть плоским и хорошо облуженным. Окисленное жало имеет темный цвет, не держит припой и для пайки не годится. Зачистить жало можно с помощью мелкозернистого напильника. Зачищенный конец немедленно окунают во флюс и облуживают путем растирания капли припоя на поверхности деревянного брусочка (Рисунок 4).

Рисунок 4. Облуживание жала паяльника
Совет #2. Удобно совместить зачистку и облуживание на кусочке наждачной бумаги, заранее присыпав его порошком канифоли и небольшими кусочками припоя.
Хорошо залуженное жало должно быть блестящим, не иметь раковин. При плавке припоя он должен оставаться на конце жала в виде небольшой выпуклости (Рисунок 5).

Рисунок 5. Правильно облуженное жало паяльника.
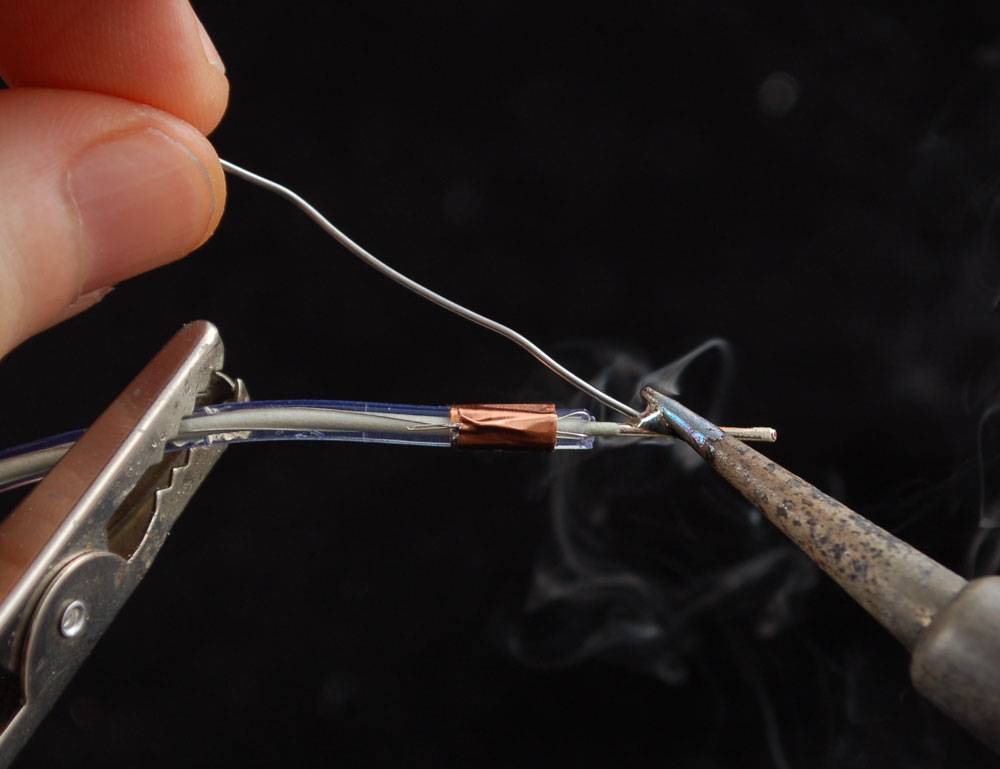
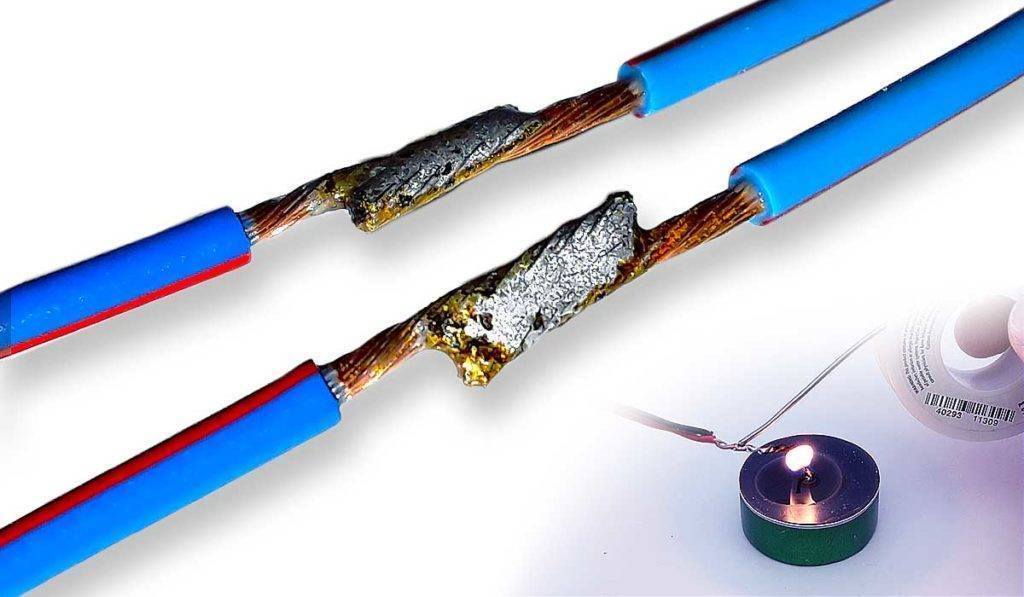
Для облуживания провод нагревают паяльником и, одновременно, прикасаются к месту нагрева кусочком канифоли до ее плавления. Жидкий флюс наносят заблаговременно, до начала нагрева. Проводя жалом паяльника вдоль провода, равномерно покрывают его слоем припоя. Многожильные провода до скрутки не облуживают, поскольку потом скрутить их будет невозможно.
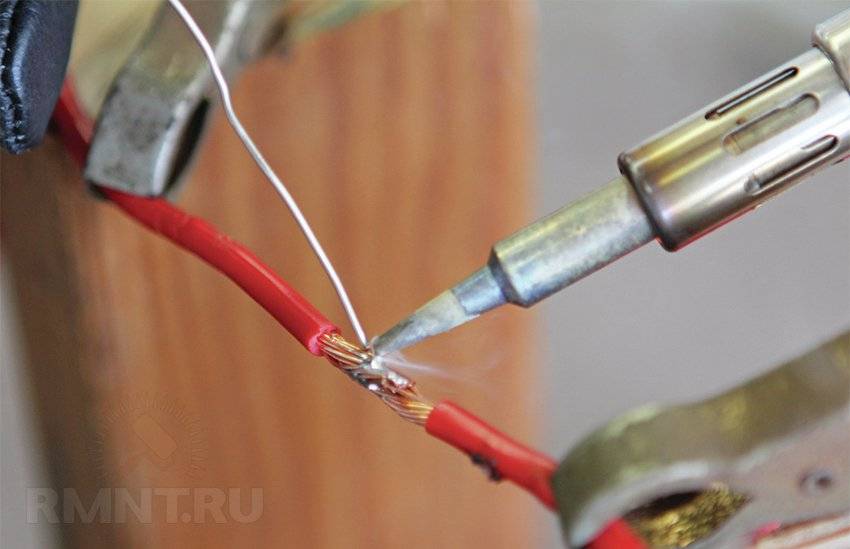
Облуженные провода скручивают между собой. Для пайки технология несколько отличается, поскольку тут требуется большее количество припоя. После нанесения флюса паяльником прогревают одновременно скрутку кончик прутка припоя. Расплавленную каплю равномерно распределяют по всей поверхности, следя, чтобы она была полностью покрыта слоем припоя. При необходимости процедуру повторяют. Здесь главное — не перегреть провода, чтобы не расплавилась изоляция. При спайке тонких проводов припой переносится на кончике жала. Многожильные провода требуют большого количество флюса, чтобы он мог заполнить все свободное пространство между жилами.
Распространенные ошибки и техника безопасности
Использование электронагревательного прибора связано с определенным риском получения травмы. Чтобы этого избежать, надо соблюдать определенные правила:
- Держать паяльник только за ручку, подальше от нагретых металлических частей.
- Провод и вилка не должны иметь повреждений.
- В процессе надо следить, чтобы жало не касалось изоляции сетевого провода или других проводов. которые могут быть под напряжением.
- Подставка должна быть из негорючего материала.
- Помещение должно быть проветриваемым.
- Очень желательно работать в защитных очках, чтобы дым, брызги металла и флюса не попали в глаза.
Защитные очки помогут избежать проблем
Кроме перечисленного, надо соблюдать и другие разумные и очевидные правила безопасности.
Для наглядности смотрите видео.
Научиться паять несложно. Но этот процесс требует аккуратности, усидчивости, а навыки приобретаются в процессе тренировок.


Как правильно паять
Чтобы надежно спаять провода из меди, нужно подготовить паяльник. Если перед работой не облудить жало, то припой будет не прилипать, а скатываться шариками со стержня. Так происходит, потому что жало покрыто слоем оксида меди и нагара, образовавшегося во время предыдущей пайки.
Подготовка паяльника
 Некоторые специалисты для удобства работы точат жало плоским напильником, чтобы придать ему форму лопатки или плоской отвертки. Угол заточки должен быть 45-60 градусов.
Некоторые специалисты для удобства работы точат жало плоским напильником, чтобы придать ему форму лопатки или плоской отвертки. Угол заточки должен быть 45-60 градусов.
Необгораемое жало (вечное) ни в коем случае точить нельзя, для него используют специальные губки.
Очищенное механическим способом жало нужно нагреть, а потом залудить. Для этого его покрывают флюсом.
Если флюс твердый (канифоль), достаточно просто погрузить в него наконечник. Канифоль расплавится и покроет разогретую поверхность. После этого паяльником нужно прикоснуться к прутку припоя и разогреть его. Расплавленный припой покроет жало, защитив его от дальнейшего окисления.
Процедуру лужения паяльника необходимо повторять по мере образования нагара на нем. Происходит это потому, что температура жала намного выше температуры плавления припоя, и со временем он начинает подгорать. Чтобы уменьшить вероятность возникновения такого явления, рекомендуется применять паяльник с регулировкой температуры.
Подготовка проводов
 Соединяемые медные провода также нужно подготовить к пайке. Вначале снимают с концов изоляцию на расстоянии примерно 4 см, зачищают, скручивают между собой и проводят лужение. Медны провода можно залудить следующим образом:
Соединяемые медные провода также нужно подготовить к пайке. Вначале снимают с концов изоляцию на расстоянии примерно 4 см, зачищают, скручивают между собой и проводят лужение. Медны провода можно залудить следующим образом:
- нагреть скрутку паяльником;
- покрыть флюсом;
- нанести небольшое количество припоя, распределяя его по поверхности провода.
Действия аналогичны тем, какие совершаются при лужении жала паяльника. Если предстоит пайка многожильных медных проводов, то необходимо обязательно запастись именно жидким флюсом, так как покрыть всю поверхность медных «волосков» расплавленной твердой канифолью будет очень трудно. Чтобы получить качественное соединение, нужно нагреть многожильный провод и затем опустить его в жидкий флюс, который смочит всю поверхность, предназначенную для пайки.
Далее пайка многожильных и одножильных медных проводов осуществляется одинаково. Два или более соединяемых проводника нагреваются вместе, и на них наносится припой. После нанесения его необходимо на время остывания обеспечить неподвижность соединения. Не допускается ускорять остывание путем его смачивания или обдува воздухом.
Физика процесса
Перед тем, как выполнять соединение проводов пайкой, неплохо было бы разобраться в самой сути этого процесса.
С помощью паек получают неразъёмные соединения. Например, если нужно соединить какие-то два элемента (кабель либо провод), то между ними вводится припой в виде расплавленного металла. Необходимо чтобы температура плавления у этого металла была ниже, чем у материалов соединяемых элементов. Паяемый элемент, флюс и припой вводят в соприкосновение путём нагрева. Припой становится жидким и смачивает поверхность проводника. Когда нагрев прекращают, сплав припоя твердеет, тем самым образуется прочное контактное соединение.
Прочность контакта зависит от того, насколько хорошо припой смочил поверхности соединяемых элементов. А тут уже прямая зависимость от того, насколько чистыми были эти элементы на момент пайки. Поэтому перед тем, как паять провода, они обязательно должны быть очищены от органических веществ (масло, жир) и от окисной плёнки. Для этой цели и надо использовать флюс, к тому же он понижает поверхностное натяжение и улучшает качество растекания.
Наименьшие требования к флюсу, припойному сплаву и температуре предъявляет пайка медных проводов. Поэтому если хотите обучиться такому делу, лучше сначала паять паяльником провода медного исполнения, а со временем, когда наберётесь мастерства и опыта, поработаете и с другими материалами.
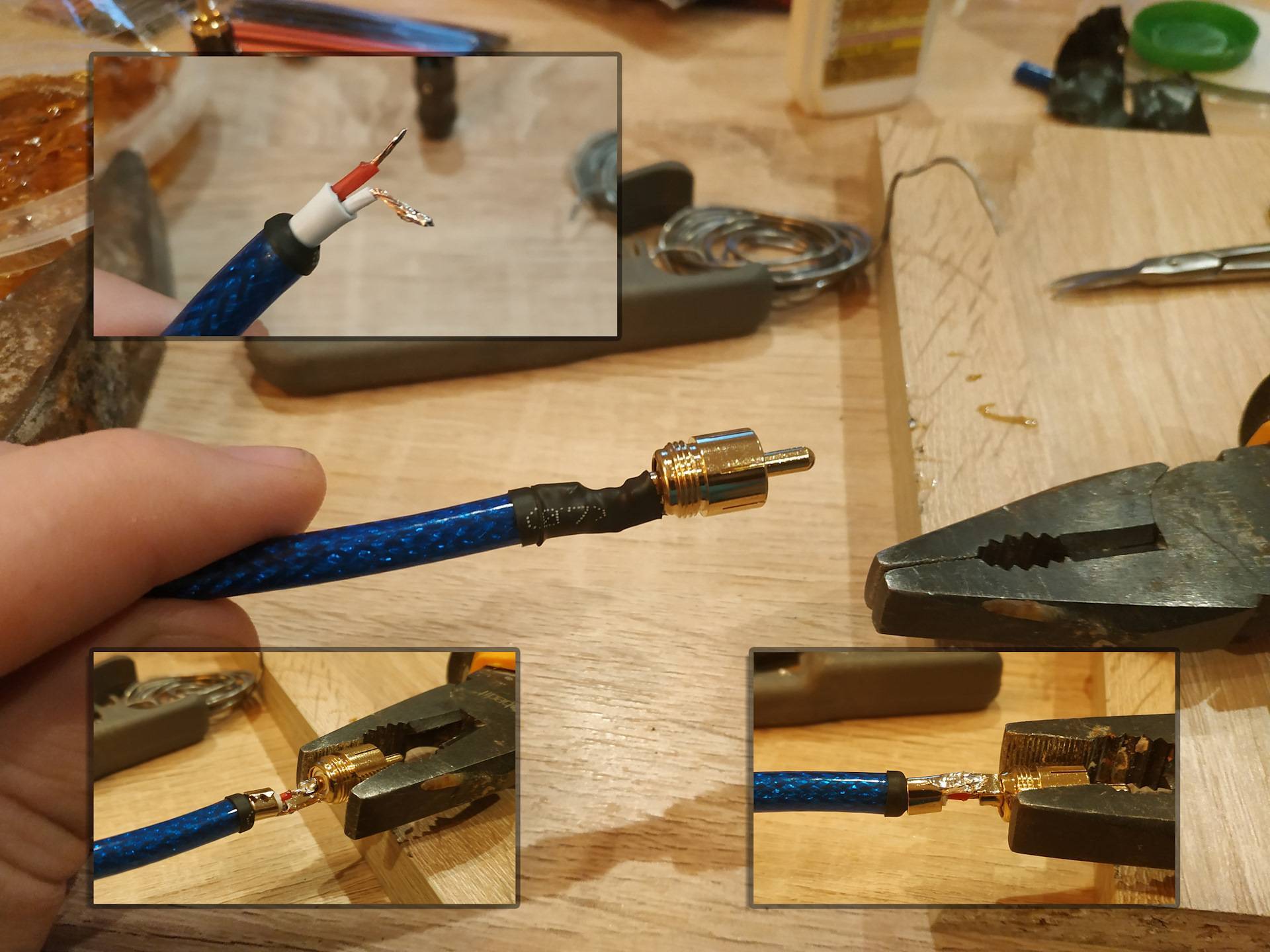
Дополнительные приспособления
Чтобы пайка алюминиевых проводов не привела к повреждению имущества, требуется позаботиться о наличии дополнительных приспособлений. Для паяльника необходимо иметь подставку. Она поможет защитить окружающие предметы от воздействия высокой температуры. Для пайки тоже понадобится приобрести специальную площадку, которая будет устойчива к воздействию расплавленного флюса или припоя.
Чтобы обеспечить себе удобство во время работы, лучше все предметы фиксировать. Для этого можно использовать пассатижи, которыми можно прижать провод к месту пайки. Для фиксации распайки рекомендуется использовать струбцину.
Применение флюса
 Чтобы припой и материал проводов вступили во взаимодействие друг с другом, и соединение получилось качественным, провода необходимо очистить от оксидной пленки и только после этого паять их. Для очистки можно использовать наждачную бумагу, а для последующей обработки взять специальное вещество – флюс.
Чтобы припой и материал проводов вступили во взаимодействие друг с другом, и соединение получилось качественным, провода необходимо очистить от оксидной пленки и только после этого паять их. Для очистки можно использовать наждачную бумагу, а для последующей обработки взять специальное вещество – флюс.
Флюс не только очистит медные провода, но и создаст тонкую защитную пленку, препятствующую окислению материала.
Допускается применять как твердый флюс – сосновую канифоль, так и жидкий – различные виды паяльных кислот или самодельный состав.

Иногда, чтобы правильно и крепко припаять медные провода друг к другу или к какому-либо металлическому предмету, пользуются только жидким флюсом. Приготовить его можно, растворив обычную сосновую канифоль в этиловом спирте. Паяльную кислоту готовят самостоятельно, растворив гранулы цинка в соляной кислоте в пропорции 412 грамм цинка на 1 литр кислоты. Но лучше все-таки купить готовый флюс, соответствующий всем стандартам качества, поскольку принесение кислотных составов для медных проводов нежелательно.
Инструкция по пайке алюминия
Процесс пайки алюминиевых деталей, при наличии всех необходимых материалов, не сильно отличается от пайки меди или стали. Он состоит из:
Подготовки поверхности, которая включает в себя обезжиривание материала с помощью растворителя, например, бензина, и снижение толщины оксидной плёнки;
Расположения деталей в желаемом положении. На данном этапе желательно закрепить детали так, чтобы они были зафиксированы и после нанесения припоя не пришлось всё переделывать заново;
Нагрева места соединения с помощью паяльника. Его мощность должна быть около 100 Вт. Также можно воспользоваться газовой горелкой
В таком случае очень важно не расплавить основной материал;
Нанесение припоя на место соединения. Втирается он после нанесения флюса на стык двух деталей
Сам флюс наносится на стык кисточкой, которая обычно идёт в комплекте с баночкой. В случае если он уже содержится в припое, нужно всего лишь прикоснуться его стержнем к месту соединения заранее нагретых деталей.
Процесс пайки электропаяльником
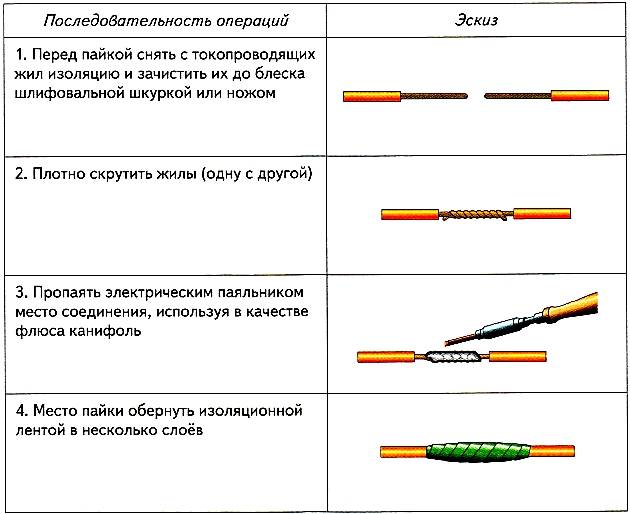
Вся технология пайки паяльником проводов может быть разделена на несколько последовательных этапов. Все они повторяются в определенной последовательности:
- Подготовка проводников. При пайке проводов они освобождаются от изоляции. После этого с них механическим путем удаляется оксидная пленка. Можно использовать небольшой кусок наждачной бумаги с мелким зерном. Металл должен блестеть и быть светлым.
- Лужение. Разогревают паяльник до температуры плавления канифоли (при прикосновении начинает активно плавится). Берут проводник, подносят к куску канифоли, прогревают паяльником так, чтобы вся зачищенная часть провода оказалась погруженной в канифоль. Затем на жало паяльника берут каплю припоя и разносят его по обработанной части проводника. Припой быстро растекается, покрывая тонким слоем провод. Чтобы он распределялся быстрее и равномернее, провод немного поворачивают. После лужения медные проводники теряют красноту, становясь серебристыми. Так обрабатывают все провода, которые надо будет припаивать
Ошибка №3 Работа без очков.
При пайке не
забывайте, что вы имеете дело с расплавленным металлом. И если капелька олова,
упавшая на руку, мало кого может напугать, то вот отпружинившая раскаленная
ножка с радиодетали, случайно попавшая в глаз, приводит к печальным
последствиям.
Особенно
опасна пайка на весу или под потолком. В этом случае провода могут отскочить со
своего места и олово “пульнет” вам в глаз.
Поэтому
старайтесь в подобных случаях всегда одевать и использовать защитные очки. А
еще не забывайте про органы дыхания.
Хотя бы элементарное проветривание помещения или маленький USB вентилятор-карлсон на рабочем столе, никогда не будут лишними.
Как паять паяльником медные провода
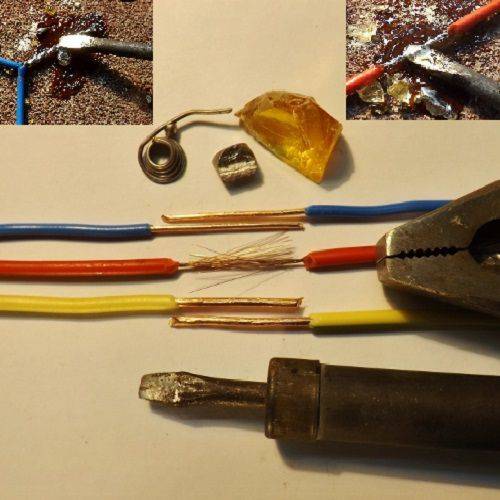
Первым пунктом пайки поставим очистку проводов от оксидной пленки. Окисной пленкой покрыт не только алюминий, но и медь. Присутствие ее на меди затрудняет лужение проводов, лужение происходит участками, неравномерно. Поэтому чистят медный провод острым ножом со всех сторон.
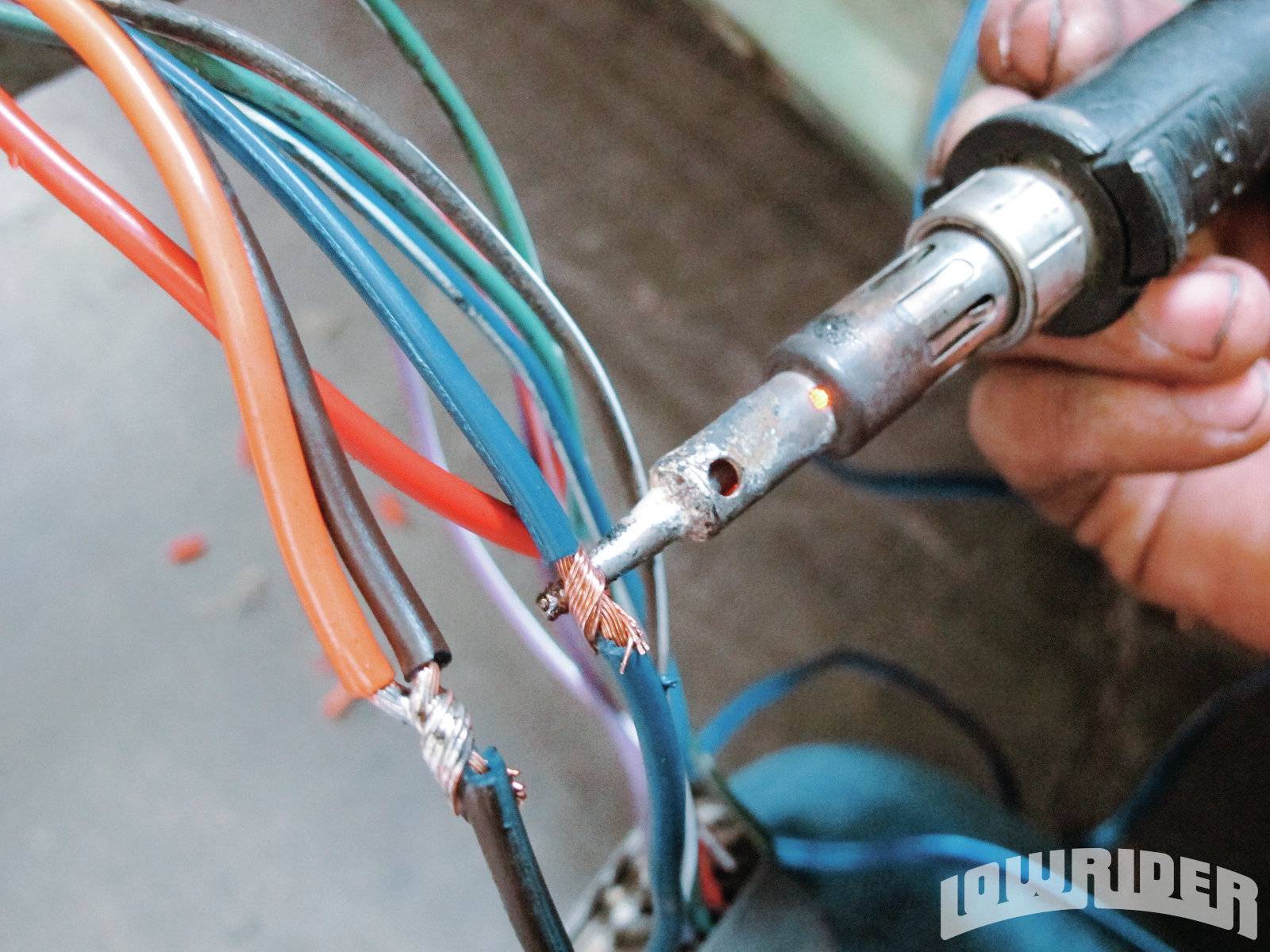






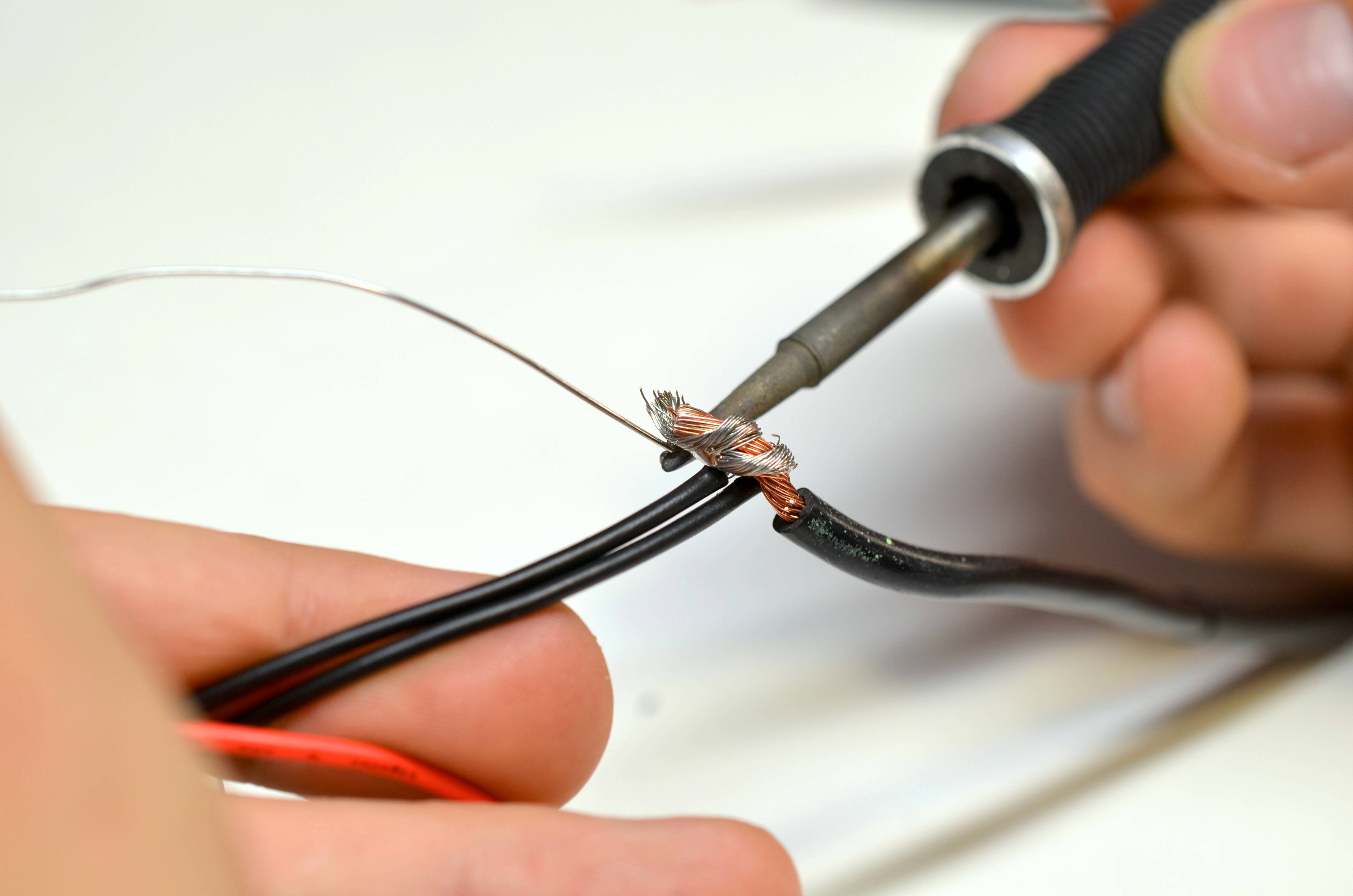
После снятия оксидов, поверхность провода смачивают кисточкой с жидкой канифолью. Жалом паяльника берут немного припоя и проводят лужение провода. Провод можно не прокручивать, движение жалом паяльника вперед, и мы видим, как припой мгновенно растекается по всему проводу.
Припой прутком 2 мм
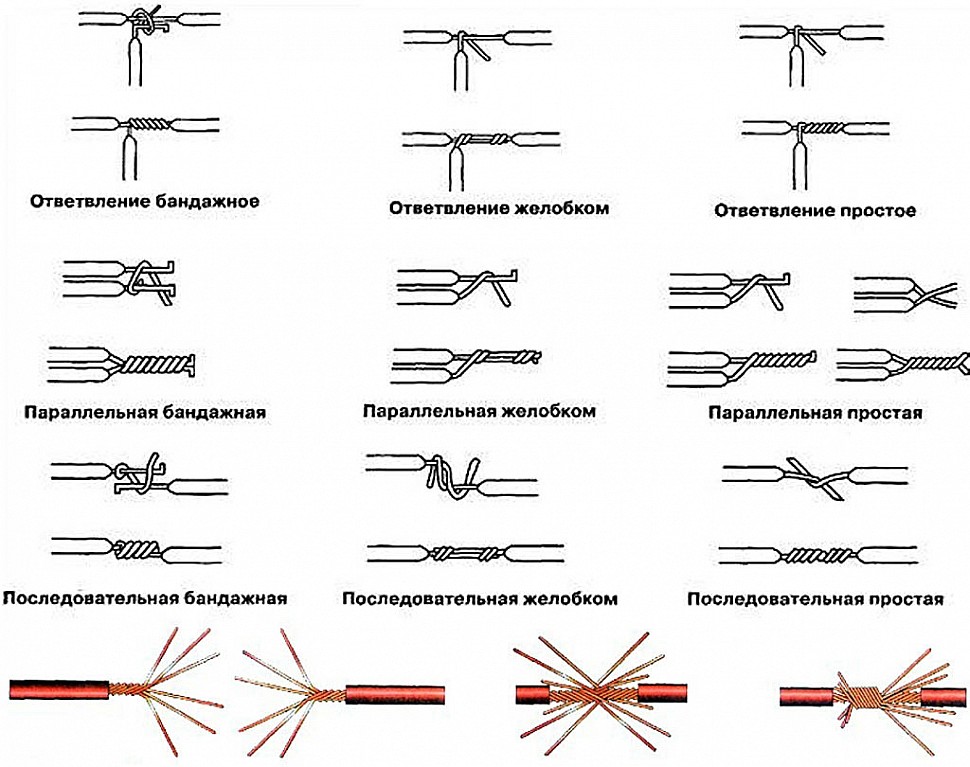
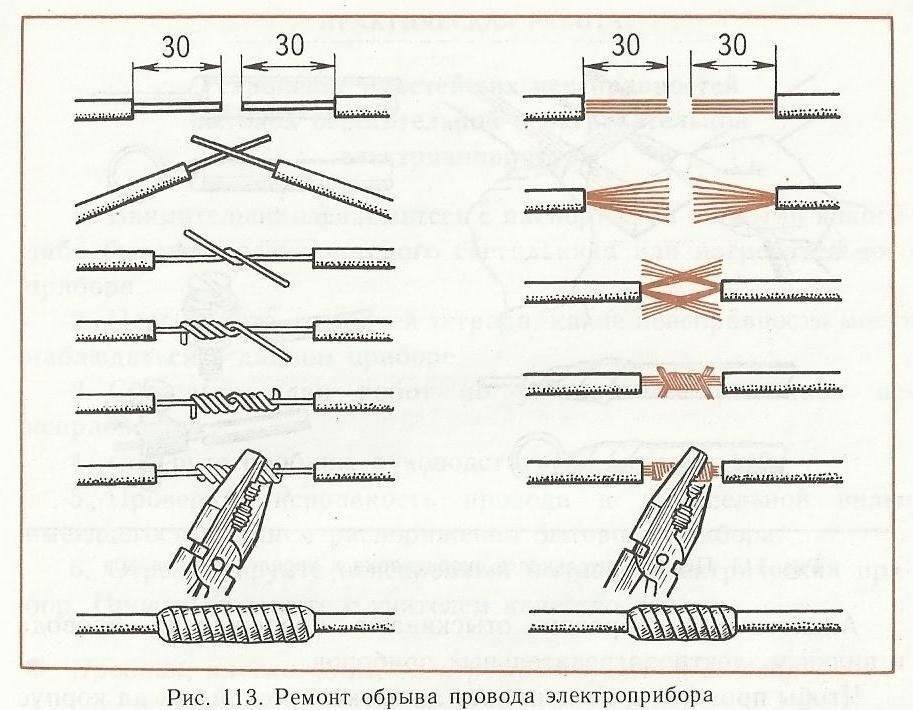
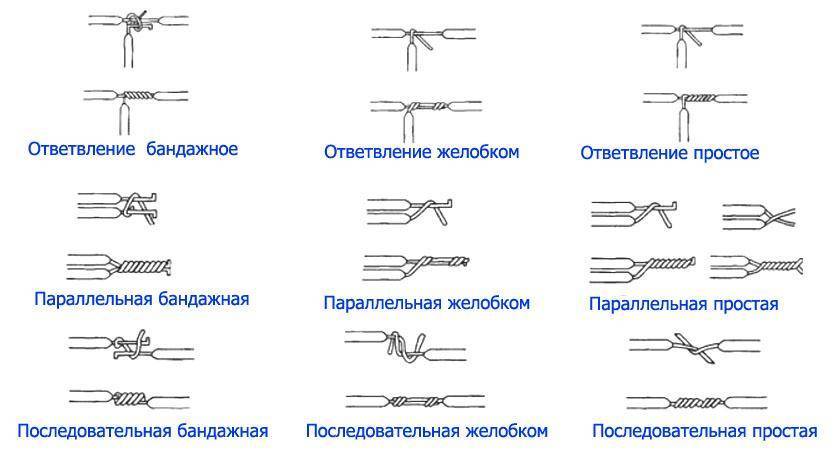
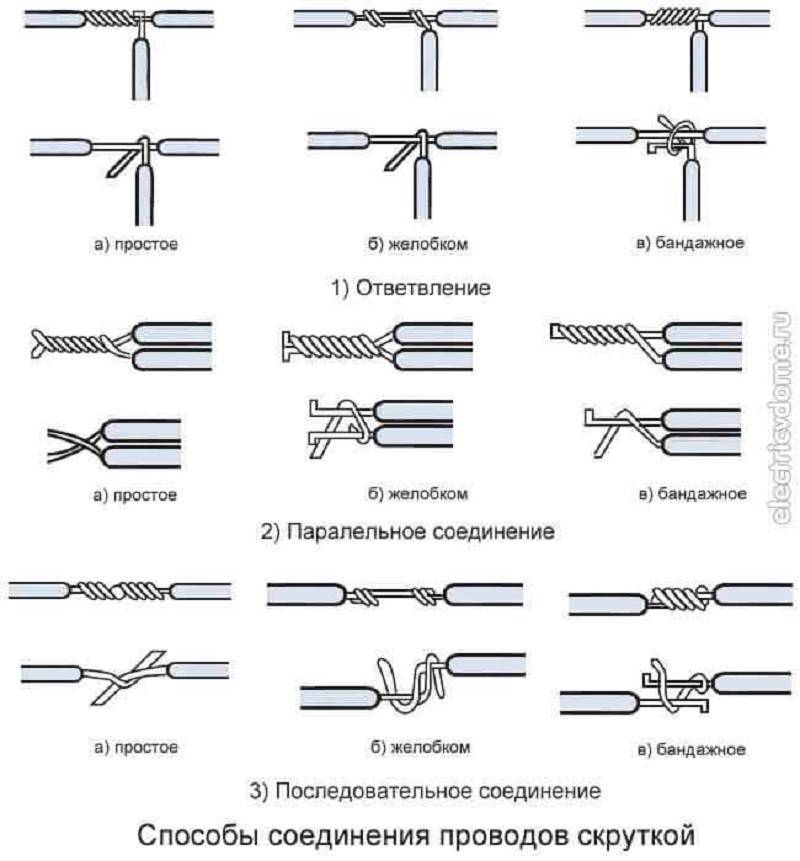
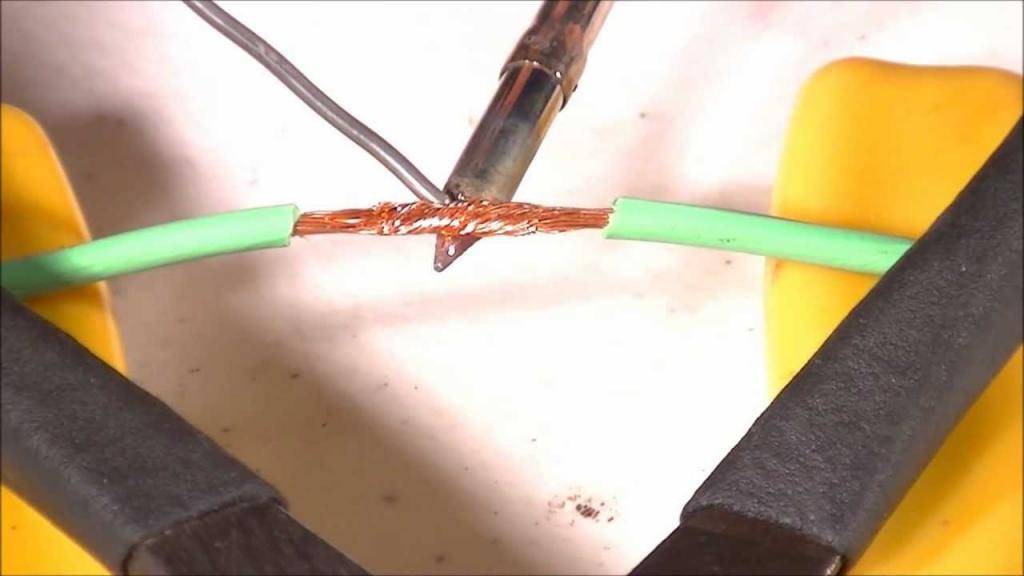
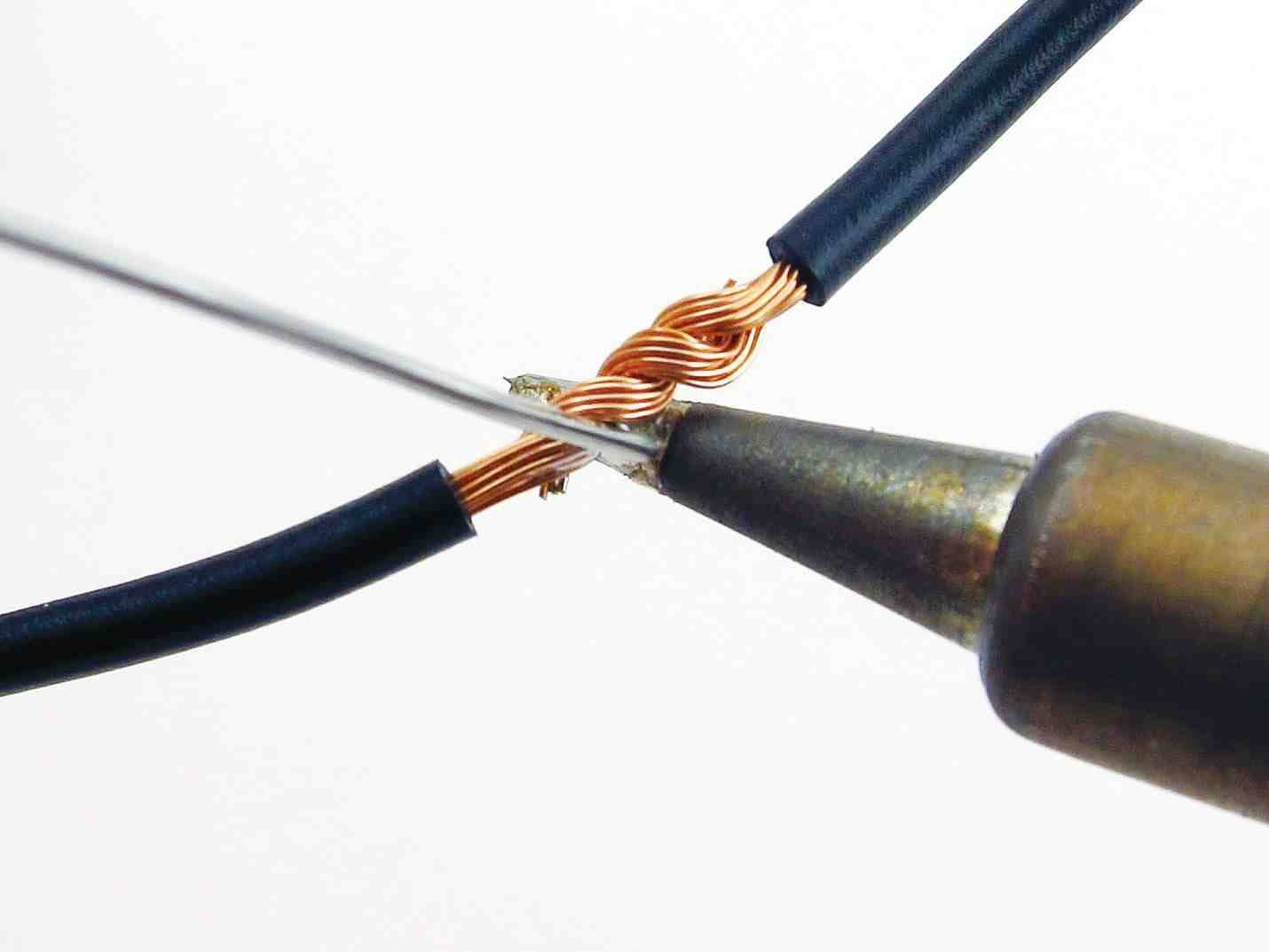
Теперь еще один важный момент, перед тем как паять медные провода — это соединение. Запомните, все соединения проводов должны быть закреплены. Способы крепления проводов показаны на рисунке ниже. Нельзя паять внахлёст без крепления. Пайка получается очень слабой, хотя и ровной. Такая пайка долго не выдерживает механическую нагрузку, небольшую вибрацию.
Способы соединения проводов скруткой
После соединения луженых проводов скруткой, наносят кисточкой немного жидкой канифоли и паяют. Небольшое движение жалом паяльника вперед от изоляции и идеальная пайка готова. Почему здесь можно паять от изоляции, потому что пайка жидкой канифолью происходит за очень короткое время и изоляция провода не успевает подгореть. После пайки остатки канифоли смываются жесткой щеточкой со спиртом.
Визуально можно определить качество пайки электропроводки и электронных плат: 1. Пайка должна быть скелетной, то есть должно просматриваться скелетное соединение проводов, выводов элементов. 2. Пайка должна быть глянцевой, без раковин и пузырей.
На качество пайки влияет температура жала паяльника. Для ПОС 61 температура жала 190 С, с небольшой коррекции в верхнюю сторону. Коррекцию температуры жала паяльника определяют опытным путем по плавлению припоя. Припой должен легко плавиться, и хорошо держаться на жале паяльника. Если припой собирается в капли и стекает, значит паяльник перегрет.
Часто спрашивают — можно ли паять под напряжением. Ответ однозначен — нет. Под напряжением любые электротехнические работы (кроме измерительных) запрещены. На корпусе паяльника может присутствовать сетевое напряжение, при попытке пайки проводов под напряжением произойдет короткое замыкание.
Сварка
Рассмотрим, как осуществляется трубная пайка меди и своими руками:
- Любая технология подразумевает подготовку трубы. Вам понадобится обрезать коммуникацию до нужного размера и обработать концы фаскоснимателем. Это нужно для того, чтобы следующий элемент при соединении не повредился и получилось максимально жесткое сцепление деталей;
- На край трубы из меди наносится флюс для пайки, его же намазывают на фитинг или другую трубу. После нужно аккуратно вставить коммуникации друг в друга. Если распайка производится самофлюсующимся припоем или электродом, то флюс можно не использовать;
- В стык вставляется выбранный припой. Нужно отметить, что если используется паста, то её нужно наносить после флюса. Под воздействием определенной температуры вещество начнет плавиться, заполняя собой свободное пространство в трубе. Очень важный момент: на припой нельзя воздействовать прямым огнем, он должен расплавиться только от тепла разогретой трубы;
Фото — пайка с припоем
- Если используется лужение, то флюс и припой наносятся очень тонким слоем, иначе в противном случае, на месте пайки образуется некрасивый объемный шов. Если осуществляется ремонт замков или радиодеталей (usb, контактов), то это может нарушить процесс работы элемента;
- После окончания нагрева инструмент убирается. В этот момент трубу нельзя двигать – соединение еще слишком пластичное, при повороте металлических отводов можно повредить крепление. Остывают медные трубы естественным путем;
- Остается только удалить остатки припоя или флюса щеткой, абразивной бумагой или кистью. Место стыка не рекомендуется переохлаждать первые сутки, когда процесс застывания металла не завершен.
Фото — после зачистки





