

Как варить шов
При сварке в нижнем положении никаких сложностей не возникает даже у начинающего сварщика. А вот все остальные положения требуют знания технологии. Для каждого положения есть свои рекомендации. Техника выполнения сварных швов каждого типа рассмотрена ниже.
Статья по теме: Чем обшить дом снаружи: обзор материалов
Сварка вертикальных швов
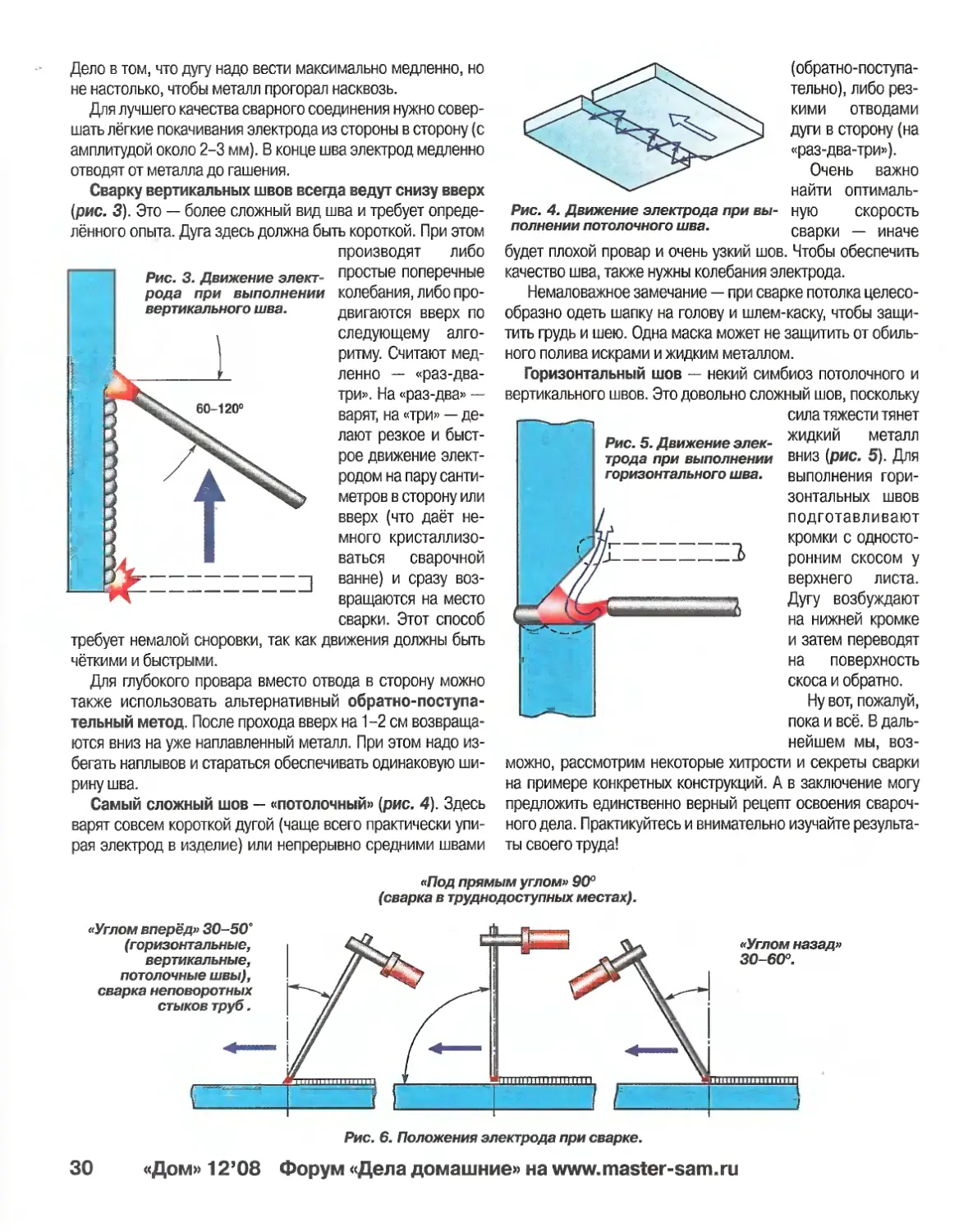
Во время сваривания деталей, находящихся в вертикальном положении, расплавленный металл под действием силы тяжести сползает вниз. Чтобы капли не отрывались, используют более короткую дугу (кончик электрода находится ближе к сварной ванне). Некоторые мастера, если позволяют электроды (не залипают), вообще их опирают на деталь.
Подготовка металла (разделка кромок) проводится в соответствии с типом соединения и толщиной свариваемых деталей. Затем их фиксируют в заданном положении, соединяют с шагом в несколько сантиметров короткими поперечными швами — «прихватками». Эти швы не дают деталям смещаться.
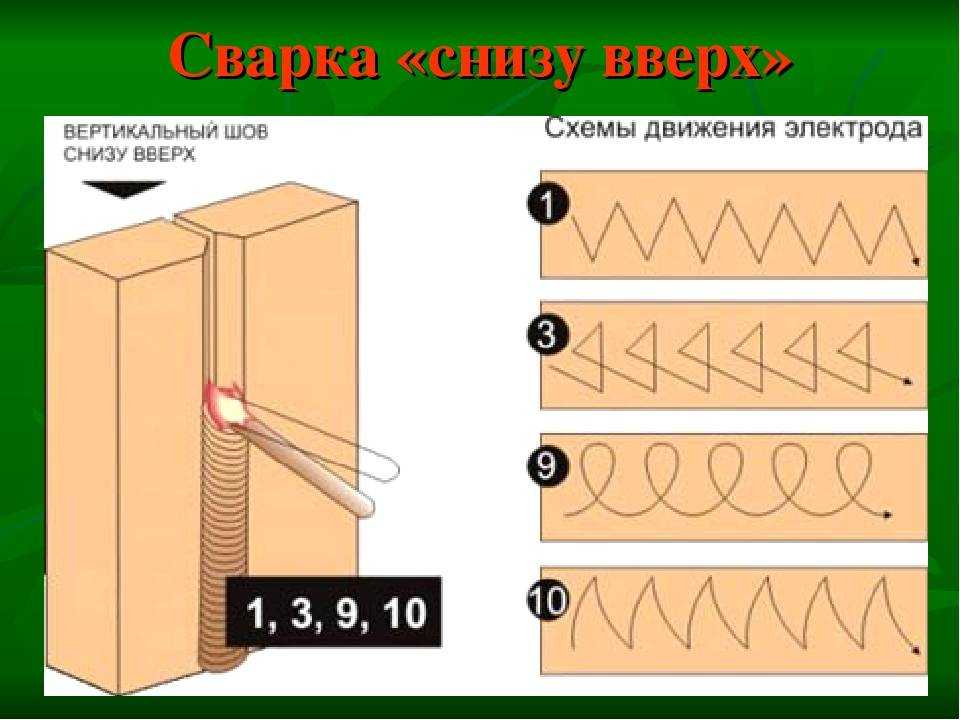
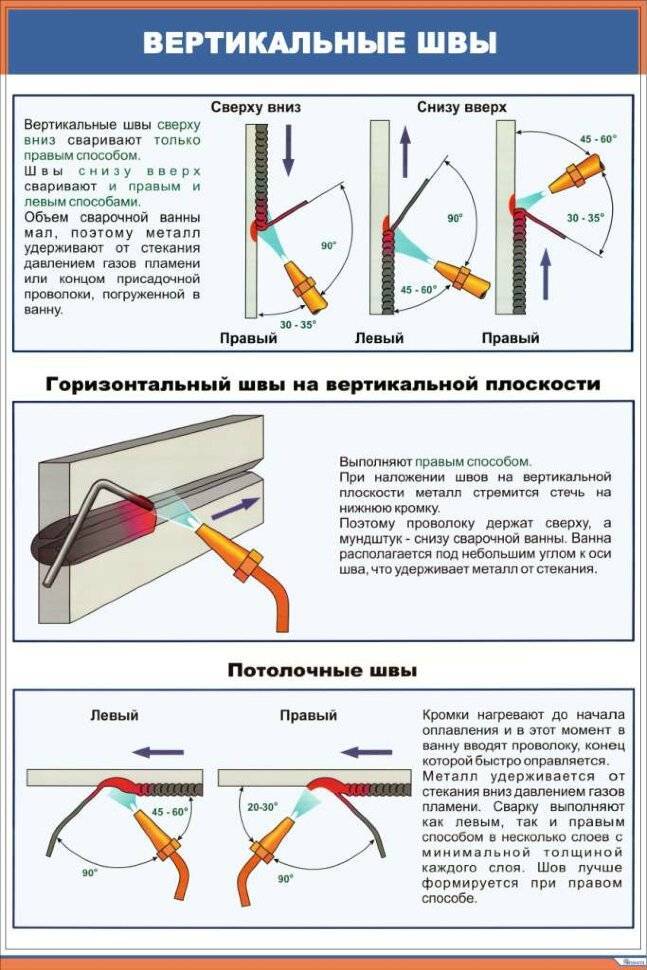
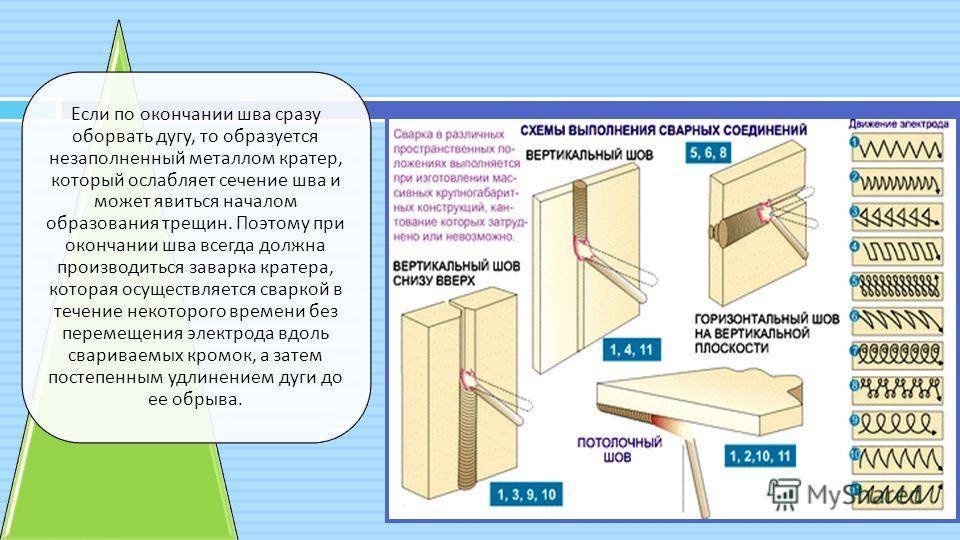
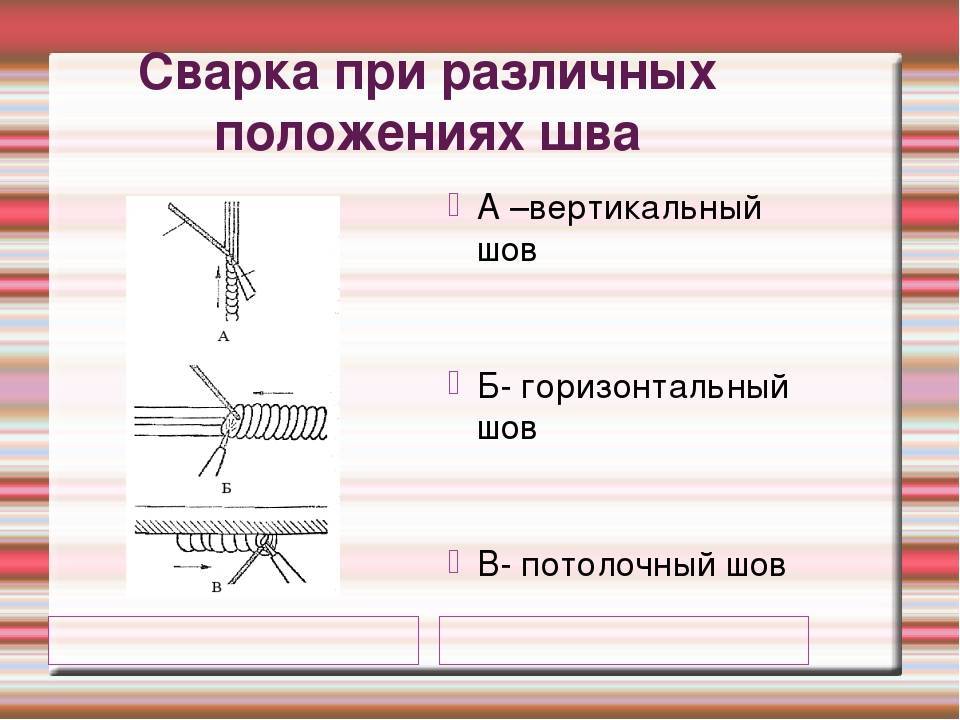
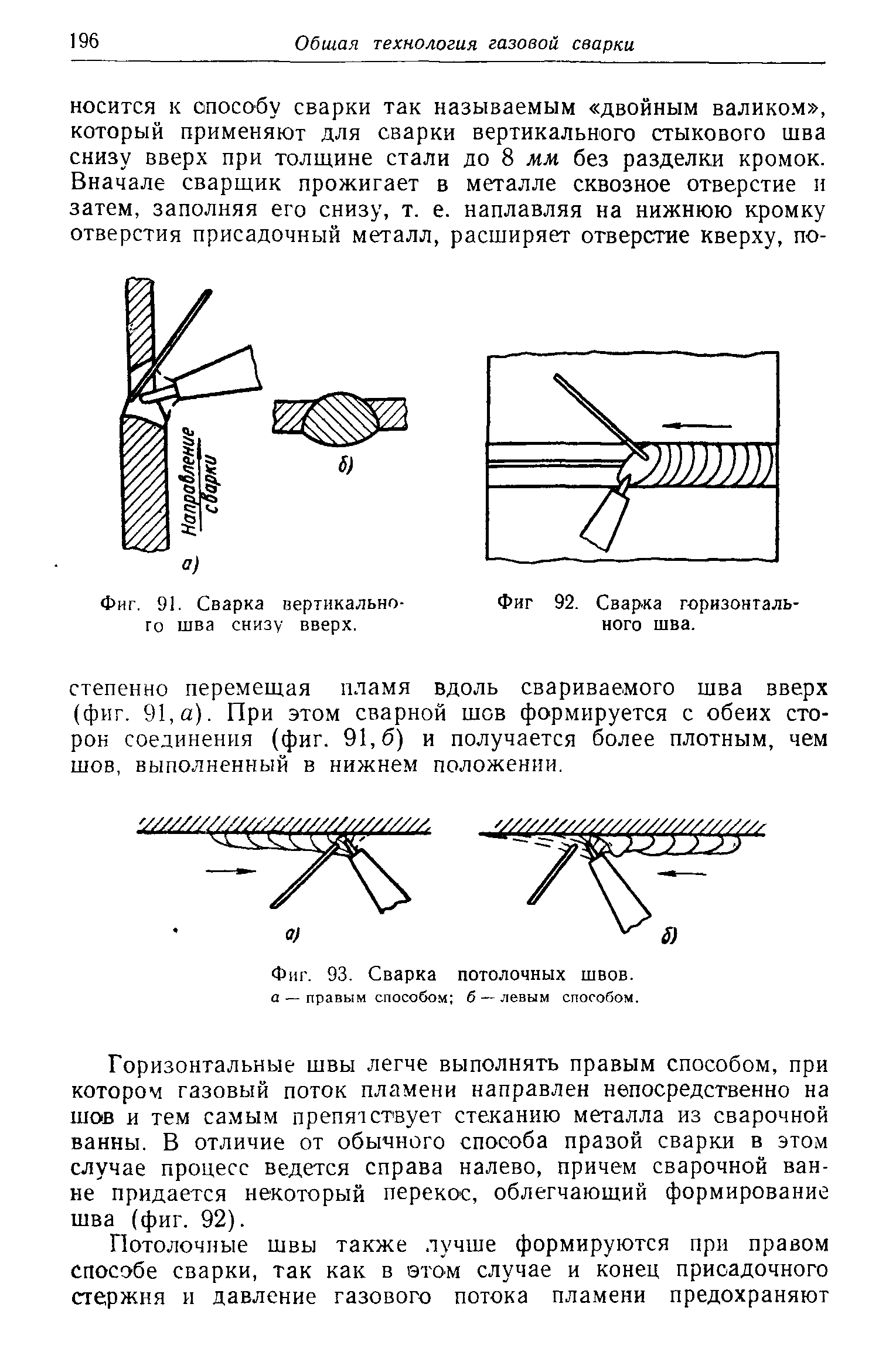
Вертикальный шов можно варить сверху-вниз или снизу-вверх. Удобнее работать снизу-вверх: так дуга толкает сварную ванну вверх, препятствуя ее опусканию вниз. Так проще сделать качественный шов.
Как варить вертикальный шов снизу-вверх: положение электрода и возможные движения
В этом видео показано, как правильно варить вертикальный шов электросваркой с движением электрода снизу-вверх без отрыва. Продемонстрирована также техника короткого валика. В этом случае движения электрода происходят только вверх-вниз, без горизонтального смещения, шов получается почти плоским.
Выполнять соединение деталей в вертикальном положении можно с отрывом дуги. Для начинающих сварщиков это может быть более удобным: за время отрыва металл успевает остыть. При таком способе можно даже опирать электрод на полочку сварного кратера. Так проще. Схема движений практически такая же, как без отрыва: из стороны в сторону, петельками или «коротким валиком» — вверх-вниз.
Как варить вертикальный шов с отрывом смотрите в следующем видео. В этом же видеоуроке показывается влияние силы тока на форму шва. В общем случае ток должен быть на 5-10 А меньше рекомендованного для данного типа электрода и толщины металла. Но, как показано в видео, это не всегда справедливо и определяется экспериментально.
Иногда варят вертикальный шов сверху-вниз. В этом случае при розжиге дуги держите электрод перпендикулярно к свариваемым поверхностям. После розжига в таком положении прогрейте металл, потом опустите электрод и варите уже в таком положении. Сварка вертикального шва сверху-вниз не очень удобна, требует хорошего контроля сварной ванны, но и таким способом можно добиться неплохих результатов.
Как варить вертикальный шов электросваркой сверху-вниз: положение электрода и движения его кончика
Как варить горизонтальный шов
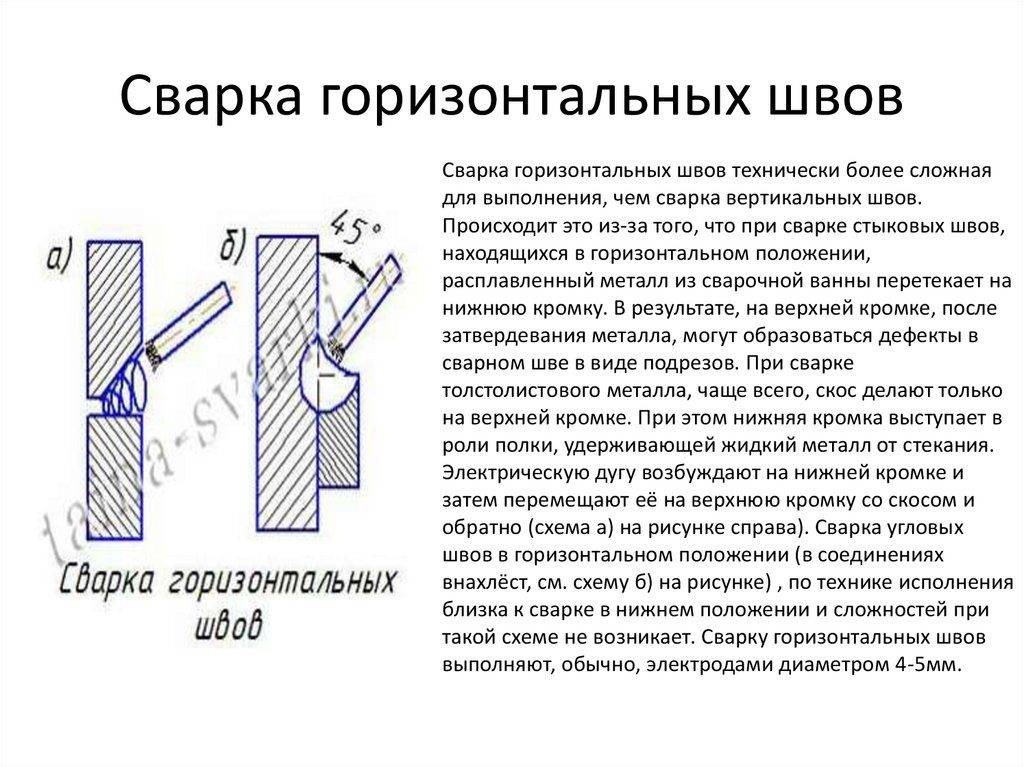
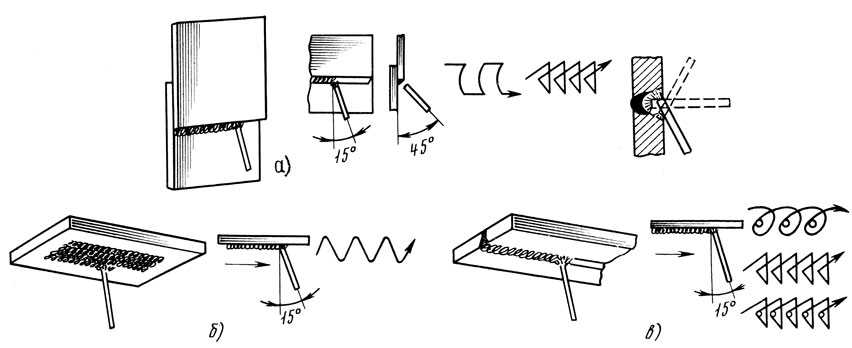
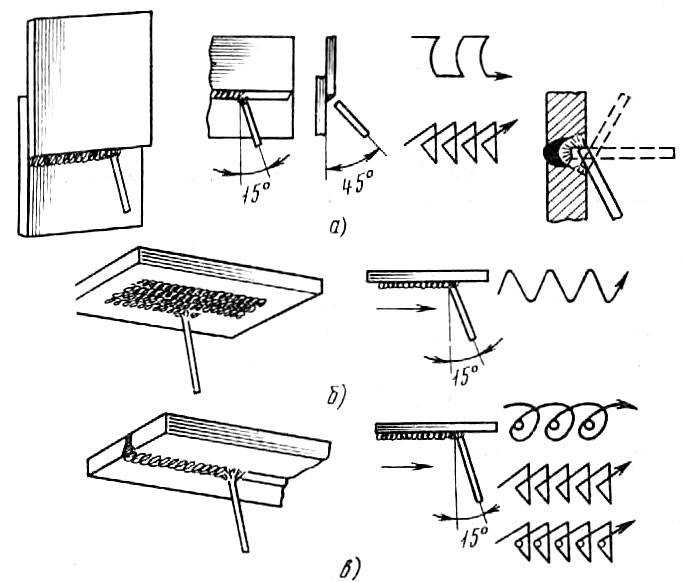
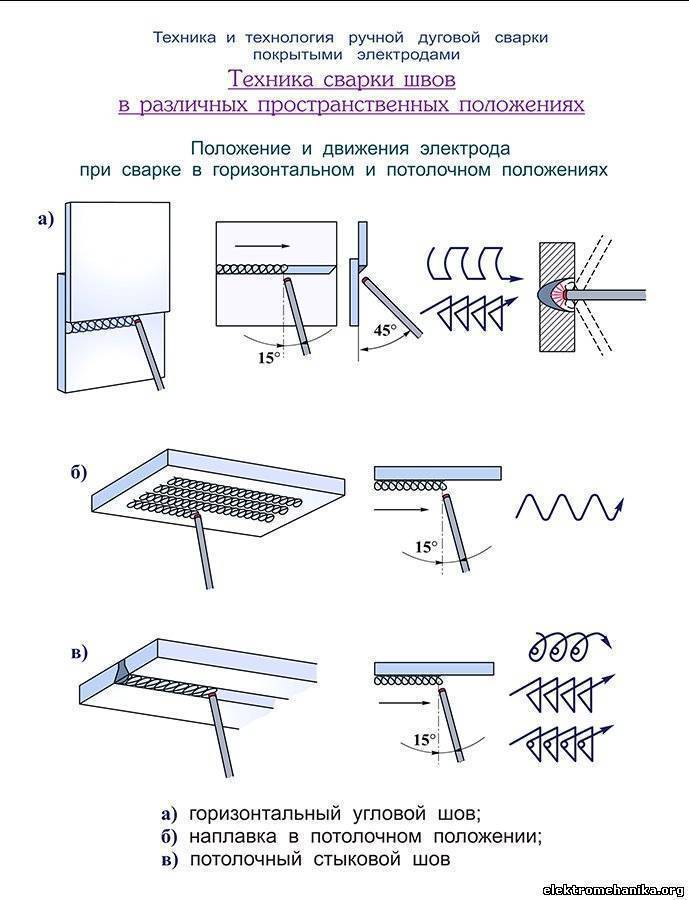
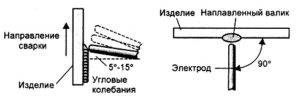
Горизонтальный шов на вертикальной плоскости можно вести как справа-налево, так и слева-направо. Разницы нет никакой, кому как удобнее, тот так варит. Как при сваривании вертикального шва, ванна будет стремиться вниз. Потому угол наклона электрода достаточно большой. Его подбирают в зависимости от скорости движения и параметров тока. Главное, чтобы ванна оставалась на месте.
Сварка горизонтальных швов: положение электрода и движения
Если металл стекает вниз, увеличивайте скорость движения, меньше прогревая металл. Еще один способ — делать отрывы дуги. За эти короткие промежутки металл немного остывает и не стекает. Также можно немного снизить силу тока. Только все эти меры применяйте поэтапно, а не все сразу.
В видео ниже показано, как правильно сваривать металл в горизонтальном положении. Вторая часть ролика о вертикальных швах.
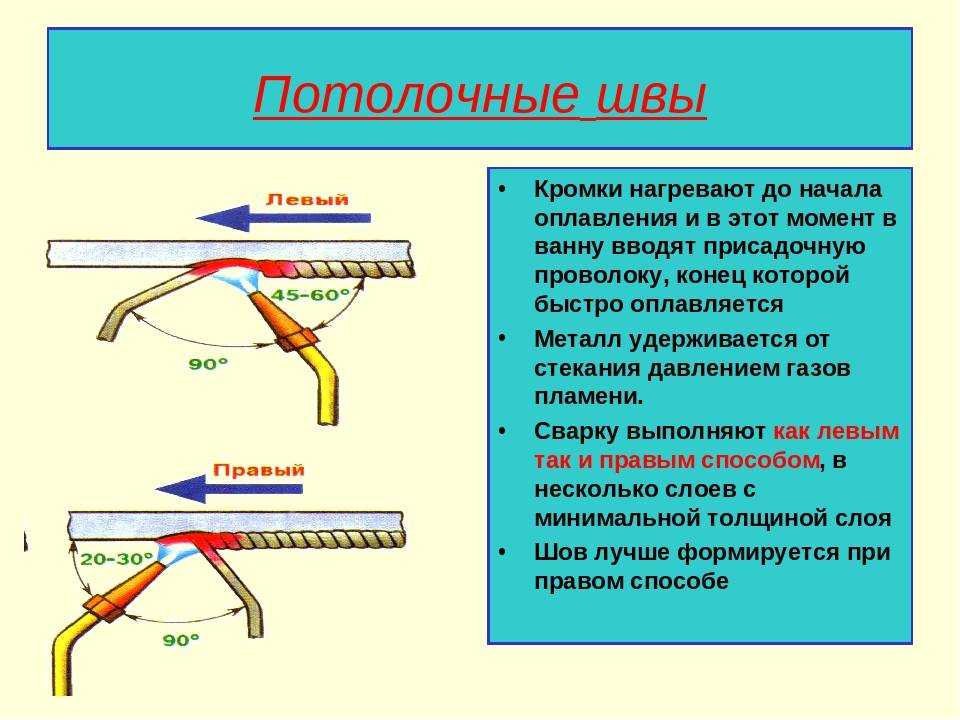
Потолочный шов
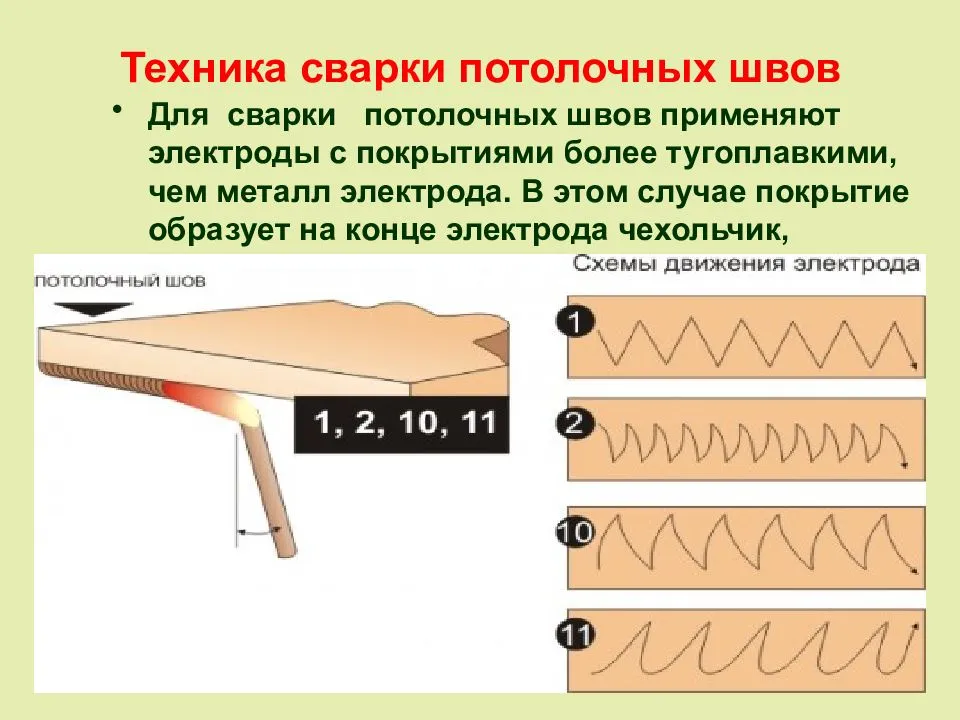
Этот вид сварного соединения — самый сложный. Требует высокого мастерства и хорошего контроля сварной ванны. Для выполнения этого шва электрод держат под прямым углом к потолку. Дуга короткая, скорость движения — постоянная. Выполняют в основном круговые движения, расширяющие шов.
Сварные швы: общие определения
Технология сваривания металлов тесно связана с понятием – сварной шов. Таковой формируется в процессе застывания металла, расплавленного дуговой электросваркой.
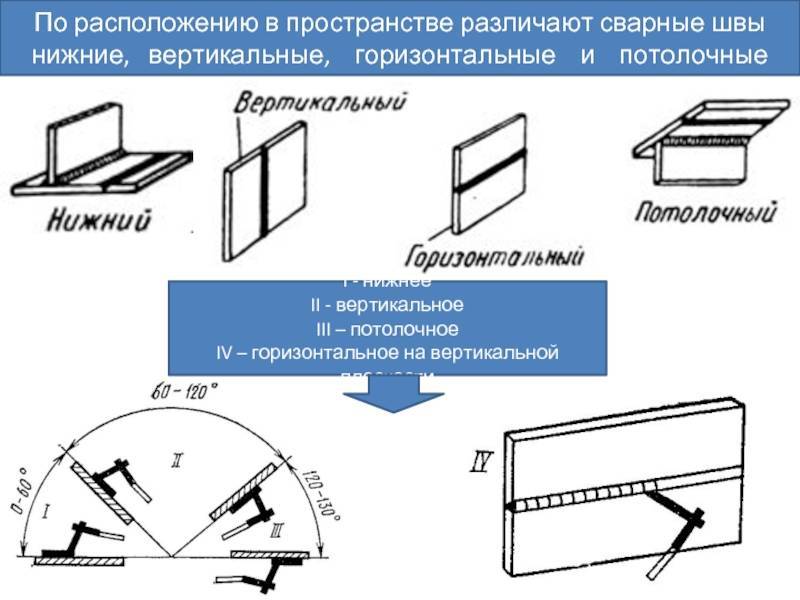
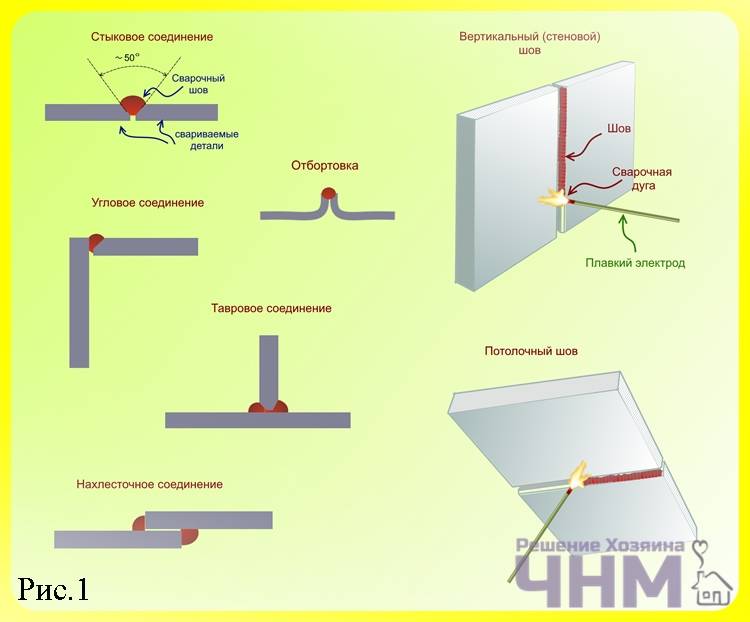
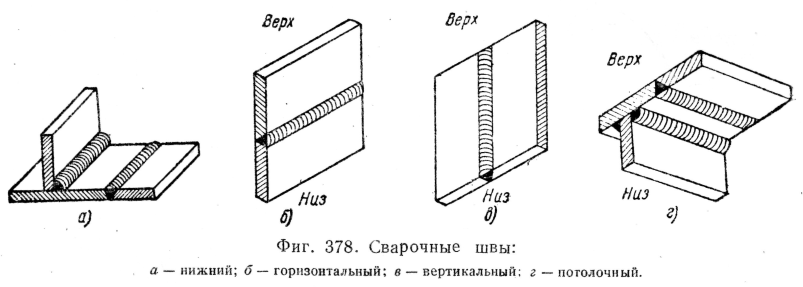
В зависимости от места исполнения сварки шов может располагаться горизонтально или вертикально. Кроме того, пространственное расположение шва может быть нижним, боковым, верхним.
Виды сварных швов: 1 – горизонтальный в нижней плоскости; 2 – горизонтальный в верхней плоскости (потолочный); 3 – горизонтальный в боковой плоскости; 4 – вертикальный в боковой плоскости
Наиболее простой и легкой для исполнения считается укладка сварных швов в плоскости нижнего горизонта. В таких условиях расплавленный металл достаточно легко поддаётся контролю.
Простой сварочный шов, уложенный в нижней горизонтальной плоскости. Это самый легкий тип шва, что встречается в практике сварочной технологии
Оставшиеся варианты расположения швов в пространстве (боковое и верхнее) признаны технологически сложными для исполнения, требующими изучения техники сварки, наработки соответствующего опыта.
Сварной шов получается в результате кристаллизации расплавленного металла. Он относится к наиболее прочным видам соединений, применяемым в сборке металлоконструкций различного назначения и масштаба.

![§ 36. выполнение вертикальных, горизонтальных и потолочных швов [1979 рыбаков в.м. - сварка и резка металлов]](https://triumph-mebel.ru/wp-content/uploads/6/2/2/6226325929798d4f98dacad6cd5ab146.jpeg)
Сварные соединения относятся к разряду неразборных. Они обладают максимальной прочностью, т.к. производятся на молекулярном уровне. Однако в зоне сварки кристаллическая решетка разрушается и структура металла изменяется. По своей форме относительно оси все сварные швы делятся на выпуклые, плоские и вогнутые.
Самый прочный первый вариант, но он требует опыта и аккуратности при выполнении. Вертикальные и горизонтальные сварные швы производят по стыковой технологии. Они различаются по глубине проплавления и толщине. Для статической нагрузки нужны выпуклые сварные швы.
Вогнутые в большинстве случаев считаются браком, плоские используют в конструкциях для динамической нагрузки. В сварке труб и закругленных конструкций используются стыковые швы, технология выполнения которых схожа с выполнением горизонтальных и вертикальных.
По нормативам выпуклость горизонтальных и вертикальных швов не может превышать 1 мм, если толщина соединяемого металла до 26 мм. Если толщина больше 26 мм, то толщина шва может быть 2 мм, а углового 3 мм. На качество создаваемого шва немалое влияние оказывает скорость его выполнения.
Не следует слишком торопиться и слишком медленно “вести” электрод для получения прочного непрерывного сварного шва. Примеры вертикального сварного шва. Сборка металлоконструкций сварным методом. Аккуратный выпуклый сварной шов. Широкий стыковой сварной шов. Прочный выпуклый шов спиралью. Сваривание трубы горизонтальным швом. Угловой выпуклый вариант шва. Сварка швов с различающиеся скоростью.
Какие сложности возникают при горизонтальной сварке
Данное соединение далеко не самое легкое и для его выполнения нужно подготовиться. При выполнении сварочных работ может возникнуть ряд сложностей. К ним относятся:
- Вытекание расплавленного металла из сварочной ванны. Под силой действия земного притяжения расплавленный металл, вместо того чтобы создавать сварной шов, попросту стекает вниз, благодаря чему соединение не образуется должным образом.
- Может создаваться сильно большое уплотнение на нижней кромке за счет того, что металл с верхней стекает к ней. Это приводит к образованию на верхней части глубокого подреза, который негативно сказывается на качестве соединения.
- Неудобное положение для самого сварщика, в котором он может совершить больше ошибок из-за подобных сложностей.
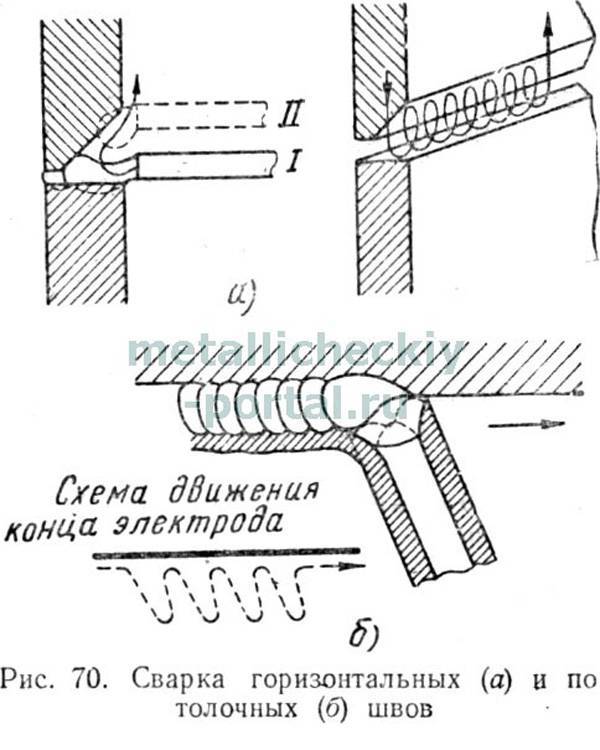
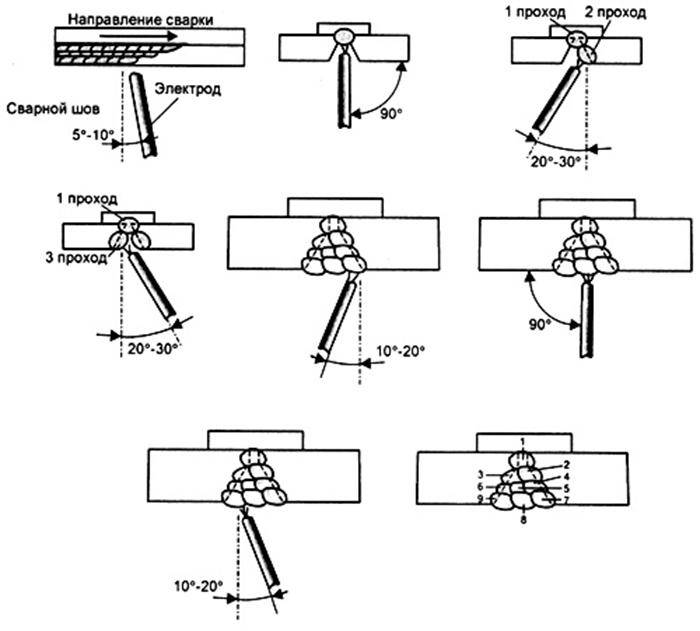
Техника перемещения электрода при горизонтальной сварке
Техника сварки штыковых швов в горизонтальном положении проводится по следующим пунктам:
- В первую очередь формируется первый валик шва, для которого используется короткая дуга сварочного аппарата. Здесь электрод нужно перемещать без колебаний в поперечной плоскости. Угол наклона электрода составляет около 80 градусов, что даст возможность хорошо проплавиться стыку.
- После создания первого валика идет второй проход с использованием небольшой силы тока. Здесь также не применяются колебательные движения, а электрод ставится под углом «вперед» к росту шва. Здесь нужно более широкий электрод, чем при первом проходе.
- После прохождения нескольких валиков создается итоговая наплавка, которая обеспечивается верхний слой, обладающий эстетическими качествами, но при этом он должен проплавиться к остальным. Нужно стараться сделать все за один проход.
Техника сварки горизонтального шва
Используемые инструменты при горизонтальной сварке
Для сварки горизонтальных швов могут подходить следующие разновидности оборудования:
Сварочный инвертор – один из самых популярных современных аппаратов, который применяется как в частной, так и в промышленной сфере. Его применяются для тонких и толстых деталей, причем можно встретить как переносные, так и стационарные модели. Сварка горизонтального шва полуавтоматом проводится с высоким уровнем защиты. Трансформатор – менее совершенный, но все еще применяющийся недорогой аппарат для сварки
Он больше подходит для создания толстый швов
Выпрямитель – устройство создающее стабильное горение дуги, что очень важно для создания швов в неудобном положении. Аппарат может запитываться от обыкновенных бытовых сетей
Газовая горелка – оптимальный выбор, как для новичков, так и для профессионалов, если требуется обеспечить простоту и надежность процесса. Она не совсем удобна в плане подготовки, так как с электрической сваркой все намного проще и быстрее.
Она не совсем удобна в плане подготовки, так как с электрической сваркой все намного проще и быстрее.
Заключение
Несмотря на различные существующие способы как варить сваркой горизонтальные швы и как сделать их более прочными, при возможности специалисты все же предпочитают использовать стандартное нижнее положение. Если такой возможности нет, то опытные сварщики уделяют время подготовительным работам, обеспечивающим большую часть успеха.
Виды сварных швов
Соединительные сварные швы подразделяются по расположению, прочности, технологии, конструктивным особенностям. Виды расположения швов:
- Нижний. Самый простой и удобный, благодаря силе тяжести металл заполняет промежуток между деталями. Это самый прочный и экономичный шов.
- Горизонтальный. Заготовки расположены перпендикулярно электроду и шов идет по горизонтали. Часть металла уходит из сварочной зоны и электрод расходуется быстрее.
- Вертикальный. В этом случае заготовки расположены также перпендикулярно электроду, но формирование шва идет по вертикали. Расплавленный металл стремится вниз, расход электрода значителен.
- Наклонный. Движение руки сварщика происходит по наклонной. Применяется для угловых и тавровых соединений.
- Потолочный шов расположен над мастером.
Разделение по конструктивному признаку:
- Встык. Стыковое соединение довольно прочное и экономичное, оно не искажает поверхность соединения. Это универсальное соединение.
- Внахлест сваривают детали, когда не хватает пространства для стыкового шва. Толщина заготовок не должна быть более 8-10 мм.
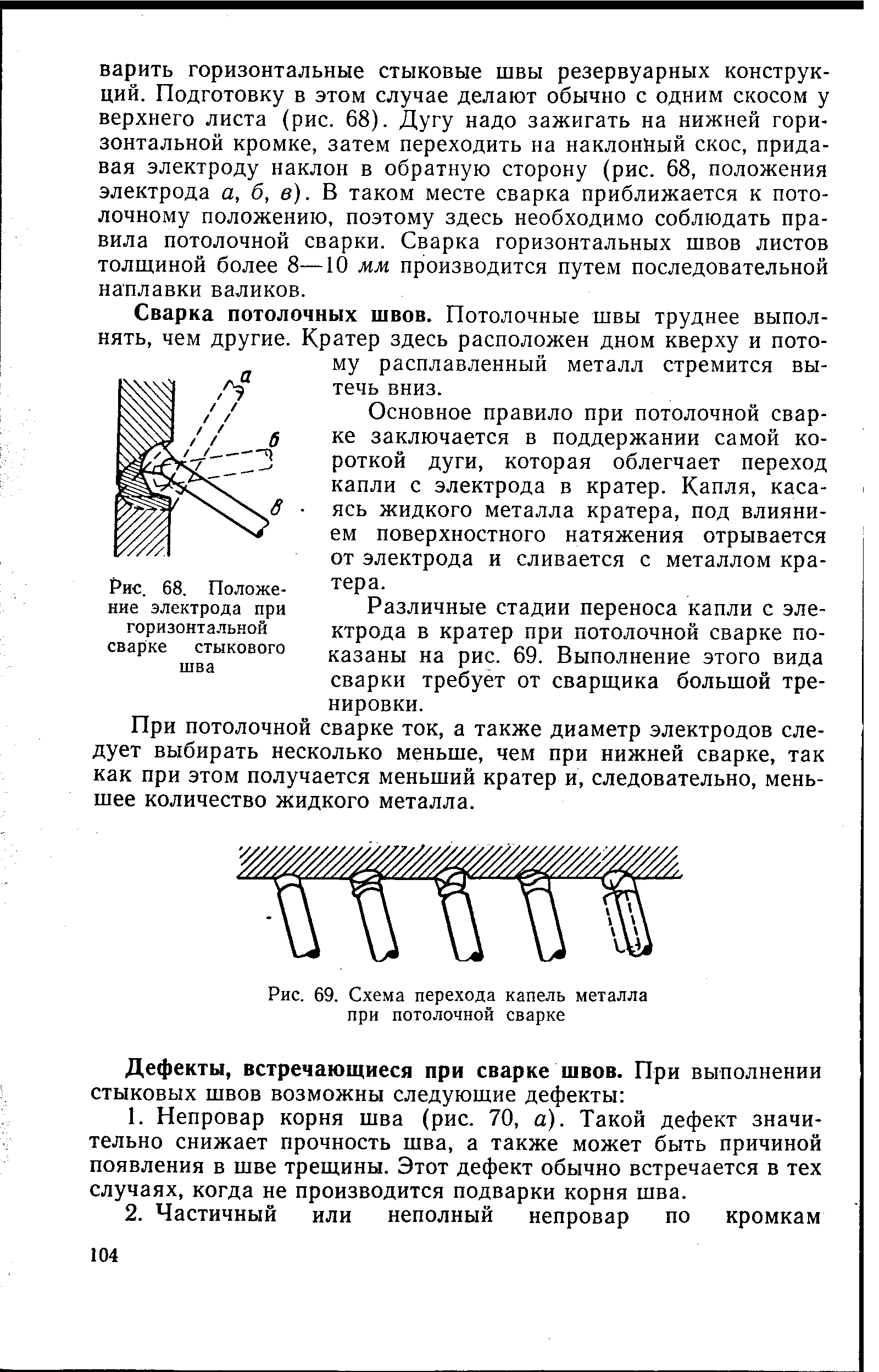
- Угловой шов рекомендуется обваривать с обеих сторон, заготовки при этом располагаются под углом друг к другу. Этот шов непрост в исполнении из-за увеличения зоны термического влияния и большого расхода электрода.
- Тавровый шов представляет собой угловой шов, где плоскости деталей привариваются перпендикулярно. Шов формируется с двух сторон, он довольно сложен.
- Шов под электрозаклепки используется, когда нет необходимости в герметичном шве, он самый экономичный и незаметный.
Сварку можно вести как в один слой, так и в несколько слоев для толстых заготовок.
Потолочная плитка без швов
Если вы планируете оклеить потолок пенополистирольной плиткой и хотите, чтобы на плиточной поверхности не были заметы швы, рекомендуется использовать специальную плитку «потолок без швов». Неплохим средством для этого может послужить, к примеру, потолок без швов Формат, либо же потолочная плитка любого другого производителя.
Новая технология бесшовной укладки плитки, придуманная производителями, позволяет минимизировать величину и видимость швов между элементами, сделать поверхность ровной и целостной.
Потолок без швов монтируется по схожей технологии с обычной плиткой, однако имеет некоторые особенности укладки:
- После покупки материал должен полежать в ремонтируемом помещении желательно сутки в распакованном виде.
- Потолочное основание должно быть хорошо выровнено шпаклевкой и загрунтовано.
- Плитку следует тщательно отсортировать, удалить бракованную (неровную) плитку при наличии таковой.
- После проведения потолочной разметки на плитку наносится клей. Делают это не только на задней поверхности материала, но и с боков (аккуратно промазывают торцы плиточных элементов).
Потолок без швов: плитка имеет однородную структуру без видимых швов по всей потолочной поверхности
После того, как на потолке состыкуются два плиточных элемента, потолочный шов (стык) между ними укрепляется строительным скотчем, чтобы плиты остались в начальном положении после высыхания клея.
Когда клей высохнет, скотч можно удалять.
Естественно, технология не является панацеей, и швы хоть и будут малозаметны, но все же будут иметь место.
При желании избавиться даже от малейших признаков швов, можно заделать их следующим образом:
- Перед тем, как заделать швы в потолке, следует подготовить подходящую замазку. В качестве замазки для швов можно использовать специальную затирку, шпаклевку или акриловый герметик для потолка.
- Заполняют шов непосредственно из тубы или же с помощью узкого шпателя при использовании смеси.
- Швы нужно заполнять тщательно, избегая пропусков, после чего убрать чистой тряпкой остатки состава.
Итак, мы выяснили, как заделать потолочный шов различной природы – межплиточный и образованный на стыке декоративных потолочных плит. Используя на практике наши советы и рекомендации, вы сможете избавить себя от назойливой проблемы потолочных швов, сделать потолок в вашем доме целостным и красивым.



Электродуговой метод
Перед началом любой сварки необходимо подготовить соединяемые области. В зависимости от толщины металла, типа соединения, производится его подготовка, разделываются кромки деталей в соответствии с требованиями стандартов.
Затем с помощью специальных фиксаторов или других приспособлений их закрепляют. Для предотвращения температурных деформаций, детали через определенное расстояние приваривают друг к другу поперечными швами, так называемыми прихватками.
Они обеспечивают надежную фиксацию изделий относительно друг друга.
При сваривании дуговой электросваркой вертикальных стыков изделий, расплавленный металл под действием гравитации перемещается вниз. Переход жидкого сплава электрода в сварочную ванну происходит капельным путем.
Чтобы капли не отрывались, а перетекали плавно, применяют короткую электрическую дугу. Иногда, удается даже касаться концом электрода свариваемого изделия, чтобы предотвратить его прилипание к заготовке.
Вертикальный шов варится двумя способами: сверху-вниз или снизу-вверх.
Снизу-вверх
 При технологии «снизу-вверх» первоначально сварочная ванна находится внизу. Расплавленный металл поступает в нее сверху. Чтобы жидкий металл не проливался, сварочный электрод устанавливается под углом к плоскости вертикального сварного шва.
При технологии «снизу-вверх» первоначально сварочная ванна находится внизу. Расплавленный металл поступает в нее сверху. Чтобы жидкий металл не проливался, сварочный электрод устанавливается под углом к плоскости вертикального сварного шва.
Его плавящийся конец находится выше другого конца, закрепленного в держателе. Таким образом, он как бы поддерживает сварочную ванну, не дает расплескаться металлу.
Нижние слои будут кристаллизироваться, и становиться своеобразной подставкой для новой ванны. Так осуществляется ручной дуговой способ создания вертикального шва.
При любом способе необходимо поддерживать сварочный ток таким, чтобы кристаллизация ванны происходила быстрее, чем плавление электрода и кромок. Это достигается за счет короткой дуги и образования малых капель жидкого металла.
Сверху вниз
 При сваривании вертикальных стыков методом сверху вниз электрод так же располагается концом вверх. Край сварочной ванны поддерживается электрической дугой и электродом.
При сваривании вертикальных стыков методом сверху вниз электрод так же располагается концом вверх. Край сварочной ванны поддерживается электрической дугой и электродом.
Задача заключается в опережающем расплавлении нижнего края ванны с одновременным ее удержанием. Верхний край должен успевать кристаллизоваться из-за отсутствия поступления теплоты от расплавленного электрода.
Если расплескивание все же происходит, то нужно увеличить сварочный ток и увеличить скорость перемещения электрода вниз. Желательно также увеличить ширину шва.
Вертикальный сварочный шов инвертором получается лучше, чем при использовании обычного аппарата. Это связано с более стабильной сварочной дугой.
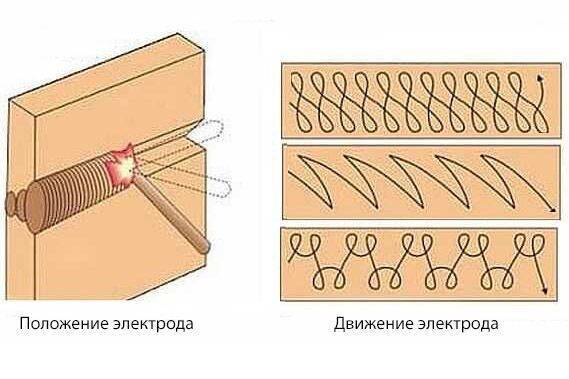
Способы сварки
- Полумесяцем, такой метод предполагает расположение электрода под углом 90-140° к поверхности. При помощи колебательных движений по дуге он двигается по направлению от кромки к кромке.
- Лесенкой, здесь электрод размещается точно так же. Его отводят в сторону от раскаленного металла и возвращают обратно.
- Обратно-поступательный способ. В данном случае электрод необходимо постоянно возвращать на застывший шов.
Самым простым считается первый способ и хорошо подходит для малоопытных сварщиков. Варианты, предполагающие сварку лесенкой и обратно-поступательным способом являются более сложными и затратными по времени. Но подобное соединение будет более качественным.
Используемое оборудование
Работа может вестись как инвертором, так и обычным трансформатором. Вне зависимости от выбранного устройства, следует несколько уменьшить силу тока, ее значение должно быть примерно на четверть ниже, в сравнении с аналогичными работами, выполняемыми на полу.
К примеру, надежное соединение 5-миллиметровых пластин можно получить, установив силу тока на 100 Ампер.
Оптимальный диаметр электродов – 3-4 миллиметра, не больше.
Перед началом работ они тщательно просушиваются. Это минимизирует разбрызгивание, а также исключает выделение газа. Края свариваемых деталей зачищаются.
Техника безопасности
Сварка в потолочном положении – тяжелая работа, при выполнении которой обязательно нужно соблюдать меры безопасности. Выглядят они следующим образом:
- Одежда – плотная спецовка, перчатки с длинными манжетами, которые не “пропустят” окалины под рукава. Голову следует прикрыть плотной шапкой. Длина брюк должна быть с определенным запасом, так как капли расплавленного металла, ударяясь об пол, разбрызгиваются и могут попасть на ноги.
- Все легковоспламеняющиеся предметы и жидкости следует удалить из рабочей зоны.
- При отбивании шлака нужно надеть очки, чтобы мелкие частицы металла не попали в глаз.
- Все провода изолируются, если работа останавливается, сварочный аппарат обесточивается.
В процессе работы следует устраивать перерывы, снимая нагрузку с мышц шеи и рук.
Секреты работы
Сварка потолочного шва электродами ведется с применением некоторых “приемов”, упрощающих процесс, повышающих качество готового результата:
- работать лучше короткой дугой, это повышает точность;
- держать электроды лучше с небольшим отведением вбок, это снижает вероятность растекания наплавленного металла;
- ширина шва не должна быть больше диаметра используемого электрода;
- шов ведется “на себя”. Такой подход дает возможность контролировать его качество и состояние, а также подобрать наиболее комфортный рабочий темп.
Рабочие методики
Работа дуговой сваркой может выполняться в следующих техниках:
1. Полумесяц. Изначальное положение электрода относительно плоскости потолка находится в пределах от 90 до 130 градусов. При движении мастер как бы описывает элементами полумесяцы.
Практика показывает, что такой метод оптимально подходит для начинающих сварщиков.
Да, временные затраты тут довольно высоки, что объясняется необходимостью формирования шва в несколько проходов, зато точность максимально высока и нет каких-либо сложностей. Специалисту достаточно следить за тем, чтобы:
- скорость сварки не была слишком высокой;
- не формировать валики большой толщины, провоцирующие растекание наплавляемого металла.
2. Обратно-поступательная техника. Здесь также предстоит приготовиться к тому, что работа окажется монотонной и не быстрой, придется пройтись по шву несколько раз.


Сначала формируется основной, корневой шов, для которого используется электрод толщиной 3 миллиметра. Сила тока при формировании корневого шва ставится на среднее значение.
3. Лесенка. Как и в первом случае, изначальное положение электрода по отношению к основанию лежит в пределах от 90 до 130 градусов.
В процессе работы элемент отводится в сторону, что позволяет исключить вероятность растекания наплава. Сварщик ждет, пока металл остынет, после чего продолжает процесс. Если нужно получить длинный сварной шов, то такой способ – лучший вариант.
Правила и требования
Понять, как правильно варить потолочный шов электросваркой, помогут и следующие правила, рекомендации и нормы:
- Перед началом работы нужно как можно плотнее свести свариваемые детали. Чем меньше зазор, тем проще получить качественный и прочный шов. Практика показывает, что новичку справиться с большим зазором почти нереально, тут нужен опыт.
- Кромки нужно разделать. В том случае, если толщина свариваемой металлической детали больше 5 миллиметров, нужно сформировать V-образный скос.
- При подносе электрода к рабочей плоскости нужно выдерживать угол в 45 градусов. Новичкам можно посоветовать использовать короткие половинчатые электроды, чтобы повысить точность манипуляций.
- Если плоскости изначально плотно подогнаны друг к другу, зазор минимален, то первый шов формируется почти без колебательных движений электродом. Такой подход позволяет полноценно заполнить зазор наплавом. Следующий шов делается с увеличенной шириной, что повышает общую конструктивную прочность.
- Лучше работать короткими прерывистыми дугами. Это позволяет каплям наплавленного металла быстро остывать и прочно сцепляться с основанием. Такой подход, во-первых, обеспечивает большую эстетичность и прочность шва, а, во-вторых, сводит к минимуму опасное разбрызгивание.
Электрическая дуга: контроль оптимальной длины
Величину зазора между горячим концом электрода и плоскостью металла, достаточную для образования электрического разряда, называют длиной дуги. Одна из главных основ инструкции сварщика – это контроль оптимальной длины дуги.
Теоретически в режиме сварки можно получить три дуговых промежутка:
- короткий (1 – 1,5 мм);
- длинный (3,5 – 6 мм);
- нормальный (2 – 3 мм).
Для режима горения короткой дуги характерным является недостаточный прогрев металла по ширине. По краям шва, в таких случаях, отмечается так называемый «подрез» – небольшое углубление. Наличие подобного дефекта свидетельствует о низких качественных показателях сварного шва.
Особое значение для техники сварки имеет длина электрической дуги. Именно за счёт этого параметра выстраивается правильная или неправильная структура сварного шва
Режим сварки длинной дугой, как правило, сопровождается её периодическим гашением. Здесь отмечается малый прогрев металла по глубине. О хорошем качестве шва говорить тоже не приходится.
Таким образом, остаётся единственный вариант, на который следует ориентироваться начинающему сварщику – нормальная длина дуги, которая должна составлять не более Ld = 0,5-1,1 * Dэ (Ld – длина дуги; Dэ – диаметр электрода).





