

Беремся за листогиб
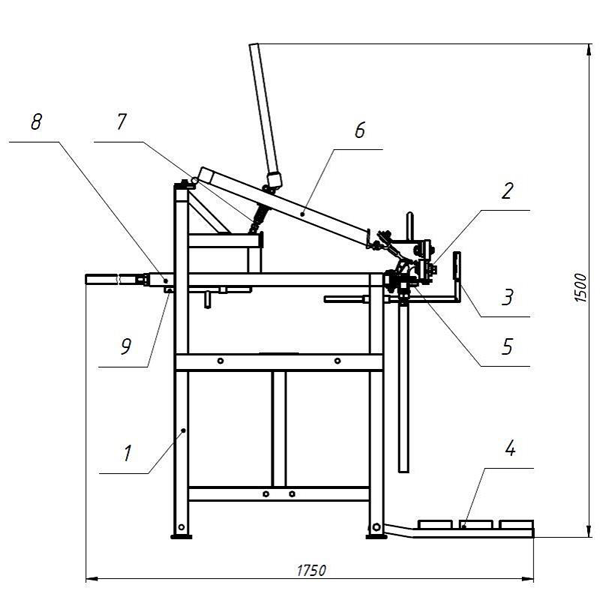
Изготовление собственного листогиба начинаем с выработки простых ТУ. А последние рассчитаем, помимо вышеописанных параметров долговечности, исходя из расхода мускульной энергии, который среднего сложения взрослый мужчина способен давать каждый день без снижения самочувствия. Конечно, простота и дешевизна конструкции тоже не на последнем месте. Также станок по массогабаритам должен дозволять перевозку в легковой машине и использование конкретно на рабочем месте. Выходит:
- Ширина сгибаемого листа – до 1 м.
- Толщина сгибаемого листа – до 0,6 мм покрытая цинком сталь; до 0,7 мм алюминий и до 1 мм медь.
- Кол-во циклов работы без переналадки и/или ремонта – не меньше 1200.
- Угол сгибания – не меньше 120 градусов без ручной доводки; так необходимо для фальцев.
- Использование спецсталей или оригинальных заготовок – очень нежелательно.
- Сварка – как можно меньше; от нее детали/сборные узлы ведет, а сварные швы хрупки и быстро устают от знакопеременных нагрузок.
- Обработка металла на стороне (токарка, фрезеровка) – тоже как можно меньше, наличных средств стоит.
Необходимо сказать откровенно: чертежей готовых конструкций, удовлетворяющих всем данным требованиям, в общедоступных источниках не находится. Мы попробуем улучшить одну, широко известную, и, как правило, очень удачную.
Поэтапное описание работ
Пошаговая инструкция по созданию ручного профилегибочного станка включает несколько этапов:
- подготовка площадки для установки;
- сборка станка;
- установка станка;
- проверка работы.
Для создания самодельного профилегиба можно использовать домкрат, рельсу, швеллер или просто уголок. Посредством подробного чертежа сделать самому такой агрегат довольно просто.
После того как пользователь решит, что именно будет использоваться в качестве площадки для установки оборудования, стоит приступать к сборке изделия. Для небольших профилегибов можно использовать в качестве площади для установки обычный верстак. Те станки, что создаются из рельсов, обладают большой массой, поэтому под ними должна быть только бетонированная плоскость.
Станину сваривают посредством специального аппарата и электродов. В используемом отрезке швеллера потребуется сделать небольшое отверстие по размеру ввариваемой гайки. В нее вкручивают заранее подготовленный винт. Только после выполнения этой работы приваривают ролики, вал, подложки.
Следующий этап работы – установка звездочек. Сначала делают отметки на концах валиков. Пазы и канавки можно нарезать дрелью. Звездочки можно взять с велосипеда. Для прочной фиксации их стоит приварить. Действия повторяют на второй стороне. Следующий этап работ – монтаж цепи. Она и звезды необходимы для установки рукоятки, посредством вращения которой профиль будет двигаться. В качестве ручки можно использовать педаль от того же велосипеда. Как и в любом другом случае, после сборки станка потребуется провести пробную гибку металлической заготовки.
Используемая труба может достигать толщины не более 2.2 мм. Если у пользователя есть токарный станок, и он умеет работать на нем, стоит сделать валы точного размера под используемые заготовки. Если для создания станка используются старые запчасти, то внешний вид несложно облагородить. Необходимо очистить металл от ржавчины, если необходимо, снять краску. После поверхность обрабатывается антикоррозийным составом. Так станок дольше проработает. В конце желательно покрыть металл краской.
Если профилегиб изготавливается электрическим, то технология не сильно отличается. Единственным нюансом является подключение электрического привода в сеть. Обязательно под электропривод подготавливается дополнительная металлическая площадка. К ней его потребуется надежно прикрепить. Чтобы станок заработал, цепь привода требуется пропустить через звезду установленного электромотора.
Виды листогибов и их конструкция
Прежде чем начать делать самодельный ручной листогиб, следует четко определить перечень задач, для решения которых он необходим. От основного назначения подобного устройства и будет зависеть, по какой схеме оно будет выполнено.
Наиболее простым является приспособление, в котором листовой металл гнется при помощи специальной траверсы. Посредством такого устройства можно легко согнуть лист металла на угол 90 градусов, используя лишь силу рук без дополнительных приспособлений, если ширина листа не превышает 0,5 метра. Основание листа закрепляется при помощи струбцин или в тисках, а его гнутье выполняется за счет давления, оказываемого траверсой. В некоторых случаях для получения угла сгиба ровно в 90 градусов может понадобиться вложенная проставка (на рисунке — справа), представляющая из себя обычную полосу металла, которая поможет компенсировать упругость листа.
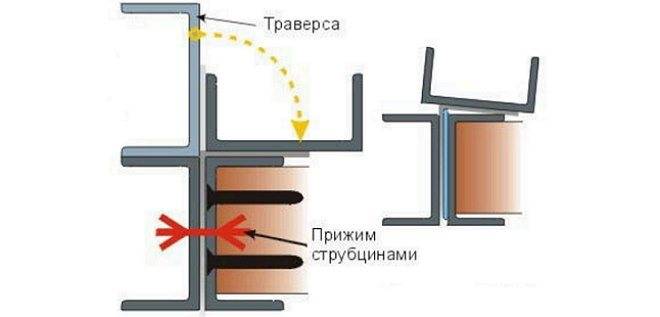
Самая распространенная схема для самодельного листогиба
Более сложным по конструкции является листогибочный пресс, конструкцию которого составляют матрица и пуансон. Листовой металл в таком устройстве располагается на матрице, а пуансон опускается на заготовку сверху, придавая ей требуемый профиль. В домашних условиях листогибочный пресс вряд ли найдет применение, так как он достаточно сложен и небезопасен в использовании.
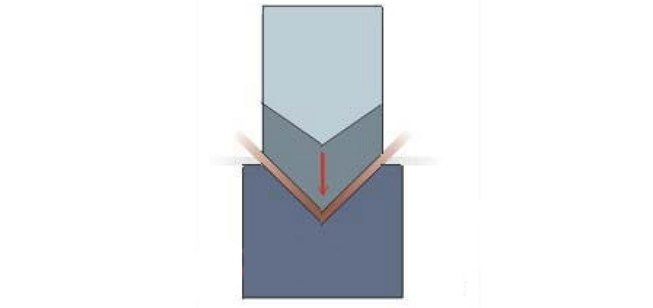
Схема работы листогибочного пресса
Вариант исполнения самодельного листогибочного пресса, работающего в паре со сделанным своими руками гидропрессом. Если у вас уже есть пресс, то дополнить его приспособлениями для сгибания нешироких листов металла не составит труда. Получится нечто такое:

Вариант самодельного листогибочного пресса
Значительно более совершенным является листогибочный станок, гнутье металла в котором осуществляется за счет воздействия на него трех валов. Такое оборудование называется проходным. Одним из главных его преимуществ является то, что его регулируемые вальцы позволяют получать различный радиус изгиба. Подобный инструмент для гибки металла может быть с ручным или электрическим приводом, а его вальцы могут иметь различную конструкцию.
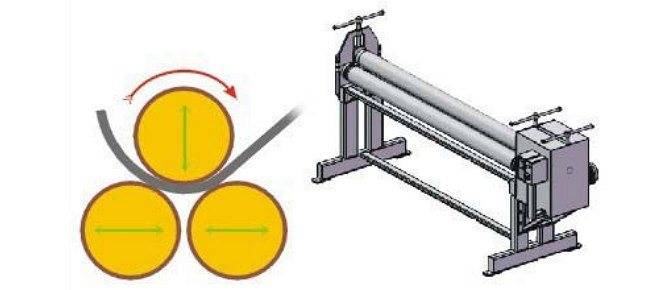
По такой схеме делается большинство заводских листогибов из низшего ценового сегмента
- Вальцы с гладкой рабочей поверхностью предназначены для выполнения большинства жестяных работ, которые предполагают выгибание заготовок, изготовление секций труб с большим диаметром и др.
- Профилированные вальцы необходимы для гнутья элементов кровельных конструкций (коньки, ендовы, водостоки, отбортовки и др.).
- Протяжной листогибочный станок может быть дополнительно укомплектован опорой, прижимом и траверсой, что позволяет использовать его для ручной гибки заготовок.
Подобные станки комплектуются набором валов различного профиля, которые также можно докупить дополнительно, чтобы сделать оборудование более универсальным.
Что кому?
Подведем итог – какой кому листогиб лучше подойдет:
- Самодельщику-любителю – гибка подручными средствами, как описано, или самодельный ручной, если есть запас металлохлама и желание повозиться.
- Мастеру-универсалу на приработке, которому время от времени перепадают заказы по жести или кровле – самодельный ручной наподобие описанного плюс, если есть некоторый избыток средств – зигмашинка.
- Кровельщику или жестянщику – профессионалу, имеющему стабильный поток заказов – фирменный ручной с зигмашиной.
- Для массового производства профнастила, стандартных элементов кровли или листовых металлоконструкций – специализированное промышленное оборудование соответствующего назначения.
С чего начинается сборка?
Для сборки листогибочного станка потребуются чертежи, фото, а также видео, демонстрирующие последовательность сборки своими руками
Помимо этого, перед работой важно продумать некоторые моменты, а именно доступность комплектующих, усилие, которое нужно будет прикладывать для работы, себестоимость устройства, масса и размеры, которые, в свою очередь, скажутся на мобильности. В результате получаем приблизительно следующих набор исходных данных:
- Число рабочих циклов, в пределах которого листогиб будет работать без ремонта и переналадки – 1200;
- Максимально допустимая ширина металлического профиля – 1 метр;
- Максимальный угол сгиба листовой стали без осуществления ручной доводки – 120 градусов;
- Конструкция станка не должна предусматривать сварных соединений, которые слабо переносят знакопеременные нагрузки;
- Толщина профиля не более 1 мм для меди, 0,7 мм для алюминия и 0,6 мм для оцинковки;
- Стоит минимизировать число комплектующих, которые нужно будет заказать на стороне, больше ориентируясь на помощь фрезеровщиков и токарей;
- Не рекомендуется применять для сборки детали из специальных сталей (нержавейки).
Конструктивные особенности
Чаще всего листогибочное устройство использует для изготовления самых разных элементов кровли.
Как правило, в такие универсальные агрегаты металлические листы можно заправлять как с тыльной, так и с передней стороны, а это значит, что нет необходимости делать предварительную прорезку заготовок.
Даже самодельный агрегат данного типа в своей конструкции обязательно должен обязательно предусматривать специальный резец.
Чертеж универсального станка, предназначенного для гибки листов из металла, должен обязательно содержать не только роликовый нож, но и некоторые другие элементы.
Сам нож делают из высокопрочного стального сплава, который затачивают особым образом до необходимой остроты.
Кроме этого, станок оборудуется задним столом, который должен иметь вместительную площадь своей поверхности, на которой будет удобно поместить металлический лист и двигать в заданном направлении.
Непосредственно на специальных опорах стола предусматривается установка сгибателя и резака.
ВАЖНО ЗНАТЬ: Виды настольных сверлильных станков
Для того чтобы агрегат не скользил по поверхности пола, его размещают на специальной подставке из дерева. Для удобства пользования листогибочным агрегатом необходимо предусмотреть возможность регулировки высоты данной подставки.

Обязательными элементами являются и измерительная пластина с упором сгиба угла. Эти устройства дадут возможность производить изгиб металлических поверхностей с высокой точностью.
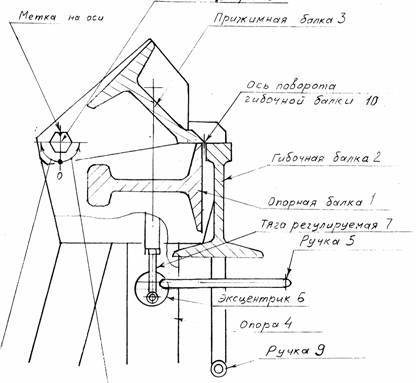
Принцип работы самодельного листогибочного агрегата ни в чем не отличается от промышленных устройств. Работу следует начинать с прочной фиксации заготовки на рабочей поверхности станка и делается это при помощи прижимной рамы.
Далее поворотной балкой производится необходимый загиб на требуемый угол самой листовой заготовки. Сам прижим осуществляется исключительно в механическом режиме, при этом для удобства используется эксцентриковая стяжка.
Правильно собранный листогибочный станок дает возможность выполнять даже сложную работу по своему прямому назначению, при этом отличается достаточно высокой долговечностью.
Принцип работы на ручном агрегате данного типа подробно показан на видео, размещенном ниже.
Видео:
Виды листогибочных станков
Самодельный листогибочный пресс или изготовленный профессиональными мастерами может отличаться:
- видом привода,
- степенью механизации основного процесса,
- точностью выполнения операций,
- способом фиксации обрабатываемой заготовки.
Поэтому изготовление безопасной модели самодельного листогиба необходимо начинать с составления схемы и чертежей оборудования.
Вальцовый
Такие модели довольно широко распространены при производстве водостоков, баков, воздуховодов, других изделий круглой или овальной формы.
При изготовлении производители оснащают вальцы 2- 4 гибочными валами, электромеханическим или ручным приводом вращения, ручным, электрическим или гидравлическим прижимом валов. Приводной механизм для всех валов обеспечивает защиту листов заготовок от царапин, предотвращая ее проскальзывание.
Листогибочный пресс
Листогибочные прессы с гидравлическим приводом используют многие производственные предприятия для обработки толстых заготовок методом холодной деформации. Заготовка располагается между двумя шаблонами, которые смыкаются под большим давлением.
В результате выдавливается необходимая форма. Такая технология позволяет производить изделия, чья геометрия точно отвечает требуемым параметрам. В домашних условиях своими руками можно сделать листогиб с ручным или механическим приводом, но не ждать от него слишком высокого качества.
Траверсный
Чтобы сделать козырек, отлив для крыши, можно оцинкованный лист загнуть о кромку верстака или при помощи уголка. Если же нужна деталь с разнонаправленными гранями, без специального приспособления не обойтись.
Смастерив простейшую конструкцию самодельного листогиба для работ с жестью, можно с легкостью заготовку зажимать линейкой-фиксатором, а края под нужным углом до 180 градусов загибать подвижной траверсой. Ширину заготовок определяет длина траверсы, что необходимо учитывать при изготовлении приспособления.
Роликовый
Роликовые модели оборудования отличаются не только конструктивно, но методами работы. Они используются меньше, но при необходимости радиального изгиба или трубки, это лучший вариант использования приспособления.
С их помощью заготовка не сгибается, а закругляется, причем даже далеко от кромок. Изготовленный своими руками роликовый листогиб помогает мастерить полые круглые или овальные изделия.
Листогиб своими руками: фото и описание изготовления
Всем доброго времени суток! Хочу показать свой самодельный листогиб. Процесс изготовления станка, показан на фото.
Итак, первым делом закупил швелера №12, и выцыганил у председателя кооператива пару кусков большого двутавра ( с маркировкой JMA A42 b , и довольно толстой, центральной перемычкой — 11 мм). Кусок с маркировкой, идеально подошёл для верхней части каркаса, да ещё и маркировка оказалась чётко по центру.
Второй куксок был разрезан вдоль, и обрезаны полки по краям
Тот кусок, что предназначен для нижней части каркаса, был приварен к швеллеру.

Ну, и сварил каркас.
Сделал нижнюю подставку. Так как в мастерской места не много, то листогиб будет поворотным — в обычном положении рядом со стенкой, а если нужно будет гнуть длинные детали, он будет поворачиваться на петле, перпендикулярно стене.
Приступил к внутрянке.
Верхняя подвижная часть, с домкратом.
Чтобы легко получить соосность по втулкам верхней и нижней подвижных частей, они и втулки были слегка прихвачены сваркой между собой, а после приварки втулок, разделены.
Кольца для посадки пружин.
Делаю нижнюю матрицу. Померял расстояние от нижней подвижной части до стола, в нижнем, сжатом положении пружин, и добавил толщину самого маленького пуансона, который будет нужен, стало ясно, что матрицу от стола нужно поднять на 5 см. Взял кусок швеллера, вварил внутрь полосу 10 ку.

Угол матрицы специально сделал меньше чем 90 градусов. Для этого по краям подставил прут 6 мм.
Эта матрица — времянка. Со временем хочу сделать несколько матриц разного размера, с плавающими упорами.
Первый пуансон. Остальные буду делать потом, по ходу деятельности, под разные гибы.
Чтобы проще закрывать-открывать клапан домкрата, добавил такую «крутилочку».

Вот моё первое изделие из нержавейки 3 мм, сделанное на самодельном листогибе — защита картера.
Автор самоделки: Юрий. г. Бровары.
Популярные самоделки на нашем сайте
- Листогиб своими руками: фото и описание изготовления
- Мопед своими руками: фото и описание изготовления
- Профилегиб своими руками: фото и описание…
- Картинг своими руками: фото и описание изготовления машины
- Гибочный станок своими руками: фото и описание изготовления
- Пескоструйный аппарат своими руками (28 фото +…
- Токарный станок по дереву своими руками (20…
- Ленточная пила своими руками: подробные размеры,…
- Булерьян своими руками: описание изготовления
- Листогибочный станок своими руками: подробное…
- Самодельная антенна для цифрового ТВ DVB-T2: фото и…
- Самодельный компрессор (60 фото и подробное описание…
Технические характеристики трехвалковой листогибочной машины ИБ2222
| Наименование параметра | ИБ2220 | ИБ2222 | ИБ2222В |
|---|---|---|---|
| Основные параметры машины | |||
| Наибольшая толщина изгибаемого листа при бт = 250 МПа (25 кгс/мм²), мм | 10 | 16 | 16 |
| Наибольшая ширина изгибаемого листа, мм | 2000 | 2000 | 2000 |
| Максимальный угол при вершине конических обечаек, град | 20 | 20 | |
| Скорость гибки, м/мин | 9.3 | 7,7 | 8,5 |
| Наименьший радиус гибки, мм | 180 | 240 | 240 |
| Диаметр верхнего валка, мм | 215 | 270 | 270 |
| Диаметр боковых валков, мм | 195 | 260 | 260 |
| Электрооборудование и привод машины | |||
| Количество электродвигателей, кВт | 4 | 4 | 4 |
| Электродвигатель (главного) привода вращения боковых валков, кВт | 8,5 | 12,0 | 12,0 |
| Электродвигатель механизма наклона откидной опоры верхнего валка, кВт | 1,1 | 1,1 | 1,1 |
| Электродвигатели регулировки высоты боковых валков, кВт | 3,0 | 5,5 | 5,5 |
| *Электродвигатель привода механизма съема изделий (сталкивателя) (М5), кВт | 1,5 | 1,5 | 1,5 |
| *Электродвигатель привода поддерживателя обечайки (М6), кВт | 0,75 | 0,75 | 0,75 |
| Суммарная мощность электродвигателей, кВт | |||
| Габарит и масса машины | |||
| Габарит (длина х ширина х высота), мм | 3940 х 1250 х 1310 | 4040 х 1490 х 1745 | 4040 х 1590 х 2096 |
| Масса, кг | 5850 | 11495 | 8890 |
Полезные ссылки по теме
Каталог справочник листогибочных валковых машин
Паспорта листогибочных валковых машин
Справочник КПО
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
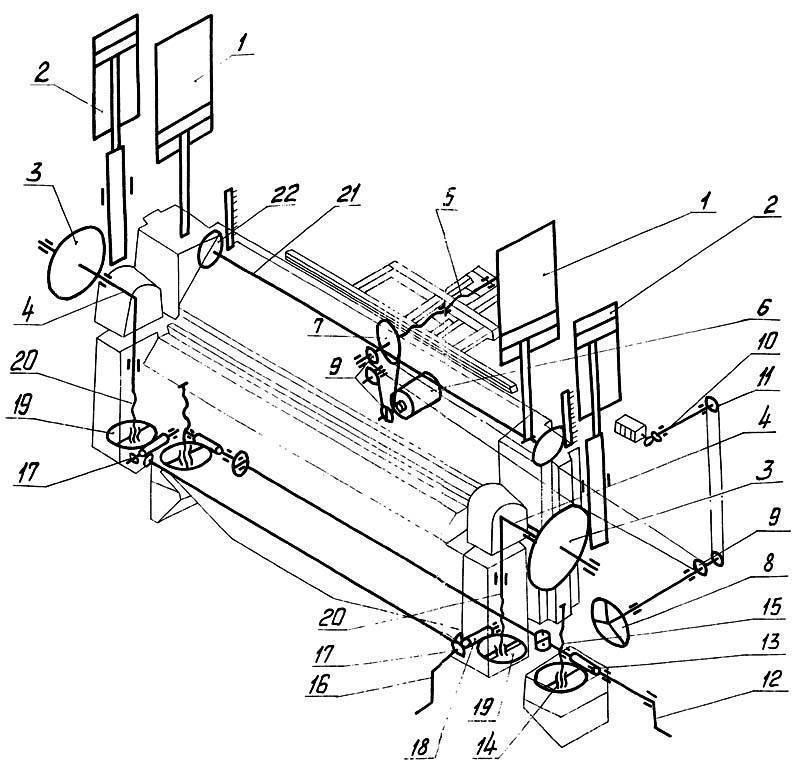
Ручной станок для производства профнастила
Ручной станок для производства профлиста может выполнить профилирование металлического листа длинной до 2,5 м и является альтернативой мощных промышленных прокатных станов в тех случаях, когда нужно изготовить небольшие партии профнастила.
Например, такой станок практически незаменим в тех случаях, когда необходимо смонтировать кровельное покрытие на удаленных объектах. В этих случаях доставка на объект металлического профилированного листа часто может обойтись намного дороже, чем затраты на его изготовление.
Ручной станок для профлиста прост в обслуживании и приводится в действие за счет мускульной силы человека. Причем за счет системы рычагов, большого усилия не требуется.
Ручной станок для изготовления профлиста, цена которого порядка 2000 долларов США, окупится в течение двух-трех недель, даже если изготавливать с его помощью всего 50-100 листов профнастила в день. При условии, что производительность таких станков может достигать 300 м² профилированного листа в день, и даже больше. В качестве примера окупаемости
подобного решения приведем расчет стоимости произведенного на таком станке профлиста.
Пример
Средняя цена рулонной тонколистовой оцинкованной стали составляет порядка 1300-1500 долларов США за одну тонну. Из этого количества металла можно, используя ручной станок для профлиста, изготовить приблизительно 250 м² профилированного листа всего за один день. Зная, что цена профлиста из оцинкованной стали составляет около 8 долларов США за один квадратный метр, можно посчитать, что стоимость 250 м² составит 2000 долларов США. Таким образом, сверх стоимости металла, покупая такое количество готового профнастила, вы заплатите за его изготовление приблизительно 600 долларов США.
Исходя из приведенных данных и учитывая, сколько стоит станок для профнастила, легко посчитать срок окупаемости данной инвестиции. Как правило, он составляет всего несколько недель.
К достоинствам и преимуществам ручных станков для профнастила можно отнести следующее:
- небольшая производственная площадь
, необходимая для размещения такого оборудования; - легкая перенастройка
количества волн или трапеций профиля; - высокая производительность
(двое рабочих за одну смену могут изготовить до 300 м² профнастила); - не требует затрат электроэнергии
; - надежность и простота
в обслуживании и эксплуатации;
Многие модификации такого оборудования, такие как, например, станок для изготовления профлиста СПР-2.1, производимый в Украине, могут изготавливать изделия не только из оцинкованного металла, но и из тонколистовой стали с полимерным защитно-декоративным покрытием.
Изготавливают станки для производства профлиста многие машиностроительные предприятия Европы и стран СНГ, поэтому купить станок для профнастила не составит большого труда.
Работает станок для производства гофролиста следующим образом:
- с помощью ручных или стационарных электромеханических ножниц из листовой стали вырезается заготовка требуемого размера;
- подготовленную заготовку вставляют в станок боковой стороной;
- с помощью специальной рукоятки приводятся в действие направляющие, изгибающие по всей длине лист металла на требуемый угол;
- сформировав таким образом одну сторону трапеции профиля, заготовка передвигается на рабочем столе для формирования следующей трапеции и так далее;
- после этого лист металла разворачивается и в той же последовательности формируются другая сторона всех трапеций профнастила;
Купить станок для изготовления профнастила можно в самых различных модификациях. Отличаются они объемом комплектации. Так, например, некоторые типы станков комплектуются сменными матрицами для изготовления различных марок профнастила. В комплект ручного станка может входить и специальный роликовый нож для резки металлического листа. В зависимости от комплектации и производителя, цена на станок для профлиста может отличаться в несколько раз, поэтому будьте внимательны и выбирайте только те опции, которые вам реально необходимы.
Рейтинг лучших моделей
Между существующими моделями оборудования много сходства. Производства, занимающиеся обработкой металла, при выборе станков ориентируются на рейтинги, которые составляются на основе отзывов работающих на них людей и мнении экспертов.
Шринкер STALEX SS-18

Механический станок отечественного производителя. Средняя цена 10600 рублей. Относится к профессиональному оборудованию. Предназначен для изготовления из листового металла S-образных изделий. Сгибание материала может проводиться по внутреннему и внешнему диаметру листа. Максимальная толщина обрабатываемого материала 1,2 мм.
Достоинства:
- Мобильность.
- Надёжность.
- Антикоррозийная защита корпуса.
- Простота эксплуатации.
- Возможность работать с внутренним и внешним диаметром материала.
Недостаток – нельзя работать с металлическими листами большой толщины.
ЛСП2000

Ручной станок, широко используемый для производства заборов из профнастила с максимальной высотой волны 15 мм. Средняя стоимость ЛСП2000 132 тысячи рублей. Вес станка 225 кг.
Достоинства:
- Высокая производительность.
- Во время сгиба листов не повреждает поверхностный слой краски.
- Простота эксплуатации и ремонтопригодность.
- Хорошее соотношение цены и качества.
Недостаток – большой вес.
Stalex ETB-25

Профессиональный зиговочный электромеханический станок. Средняя стоимость 199 тысяч рублей. Масса станка 235 кг. Максимальная толщина обрабатываемого материала 2,5 мм. Основное направление работы – пластическая обработка листового проката небольшой толщины.
Достоинства:
- Надёжная цельнометаллическая конструкция.
- Простота эксплуатации.
Недостатки:
- Высокая стоимость.
- Большой вес.
PSBM-1270-2,5М

Трёхвалковый механический листогиб. Чешский бренд выпускается в Китае. Средняя стоимость 275 тысяч рублей. Масса станка 450 кг. На нём можно сгибать нержавеющую сталь толщиною до 1,5 мм. Рама листогиба выполнена из чугуна. Валы имеют поверхностную закалку. Станок используют для производства дымоходов и вентиляции. На нём можно сгибать металлические прутья и трубы, изготавливать воронки и вёдра.
Достоинства:
- Оборудование не требует подключения к электрической сети.
- Усиленный корпус.
- Простота обслуживания.
Недостатки:
- Большая масса.
- Высокая стоимость.
Stalex 2500/2,0

Ручной листогиб, оснащённый удобной системой прижима. Средняя стоимость 520 тысяч рублей. Вес станка 800 кг. Оборудование широко используют для изготовления доборных элементов жёсткой кровли, элементов вентиляции и профилей. Станок оснащён угломеров высокой точности. Прижимной механизм имеет наконечник, предотвращающий соскальзывание руки во время работы.
Достоинства:
- Угол сгиба материала до 150 градусов.
- Высокая производительность
- Простота обслуживания
- Безопасность.
Недостатки:
- Высокая стоимость.
- Большая масса.
МВН-3020

Профессиональный, высокопроизводительный гидравлический пресс. Средняя стоимость 1050 тысяч рублей. Масса станка 1,5 тонны. Листогиб отличается высокой точностью работы. В комплектацию оборудования входит несколько матриц, позволяющих выполнять загибы любой формы. Станок может использоваться для производства штучной и серийной продукции.
Достоинства:
- Многофункциональность.
- Высокая производительность.
- Точность в работе
- Безопасность.
- Простота в обслуживании.
Недостатки:
- Большая масса.
- Высокая стоимость.
Stalex SBHF-1

Листогиб тоннельной сборки. Средняя стоимость 1800 тысяч рублей. Масса 700 кг. Широко используется для прямых участков вентиляционных коробов прямого сечения. На предприятиях Stalex SBHF-1 включают в состав автоматических линий. Обеспечивает высокую производительность в серийном производстве.
Достоинства:
- Ровная кромка сгиба.
- Качественная сборка.
- Долговечность.
- Лёгкий ход гибочной станины.
- Простота обслуживания.
Недостатки:
- Большая масса.
- Высокая стоимость
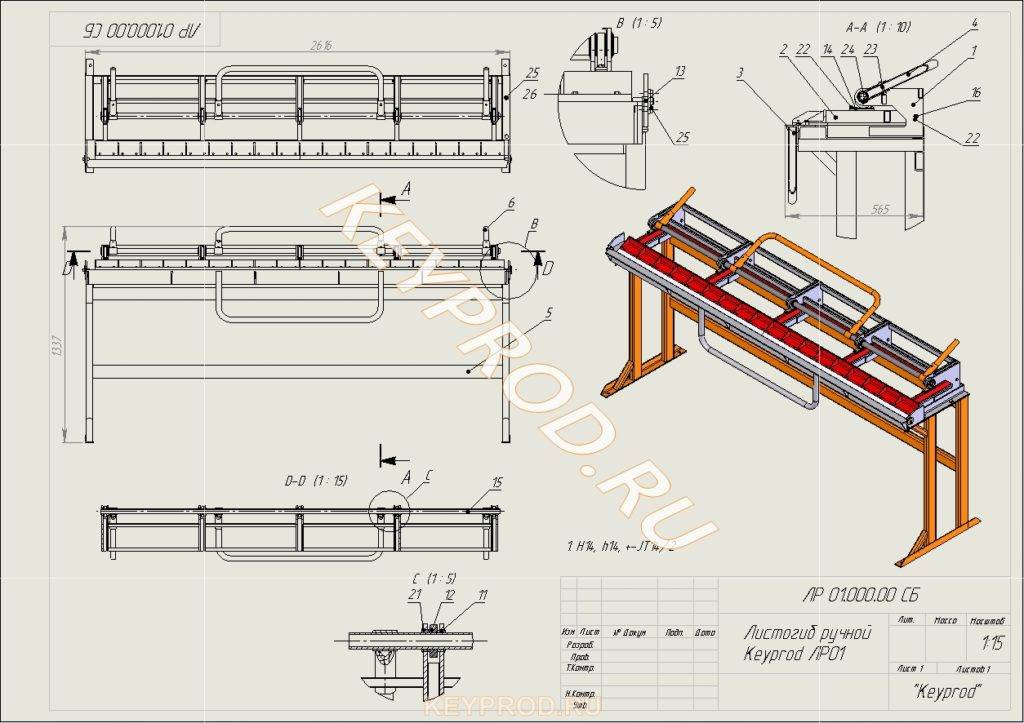
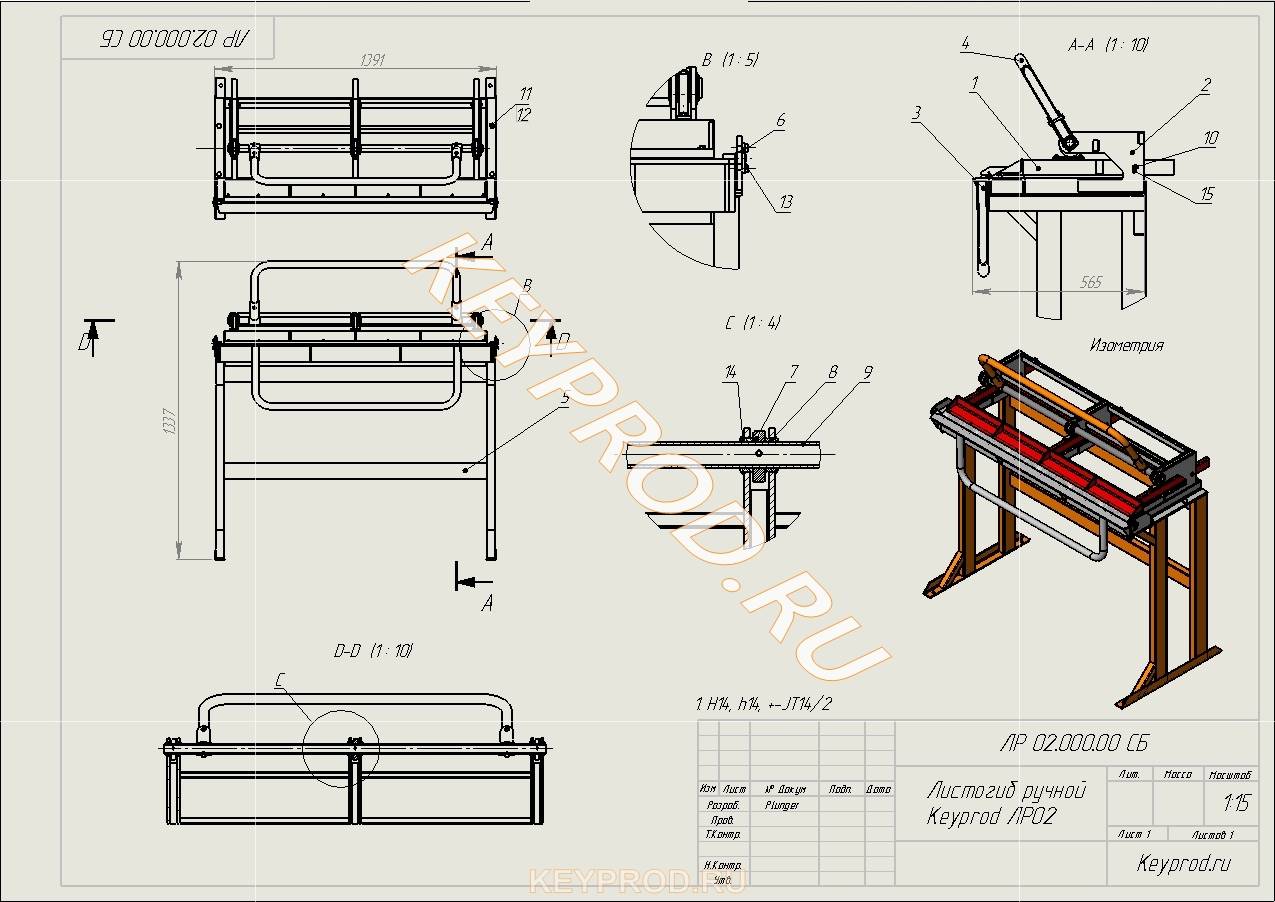
Самая популярная конструкция листогиба и ее улучшение
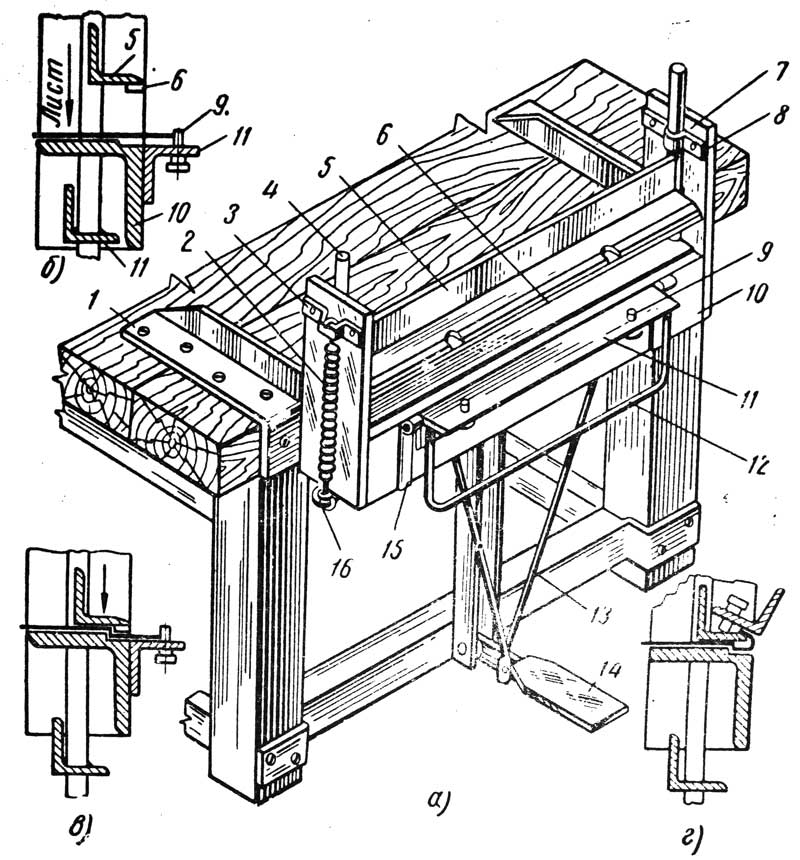
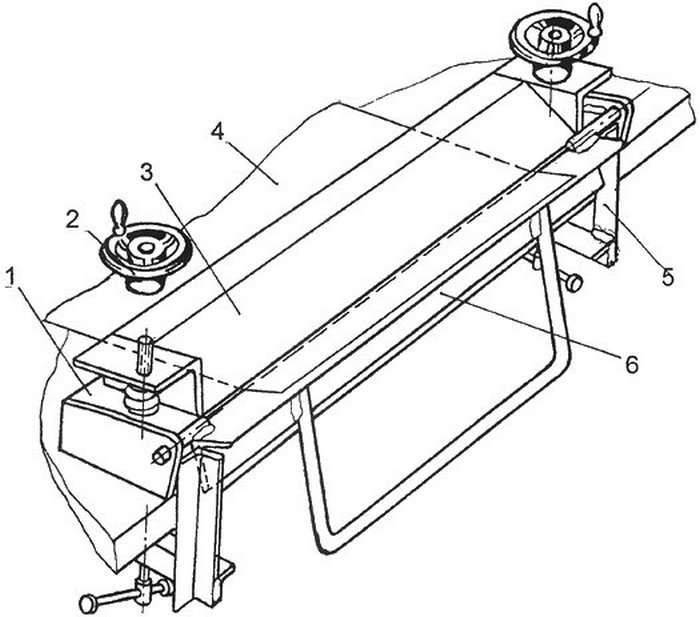
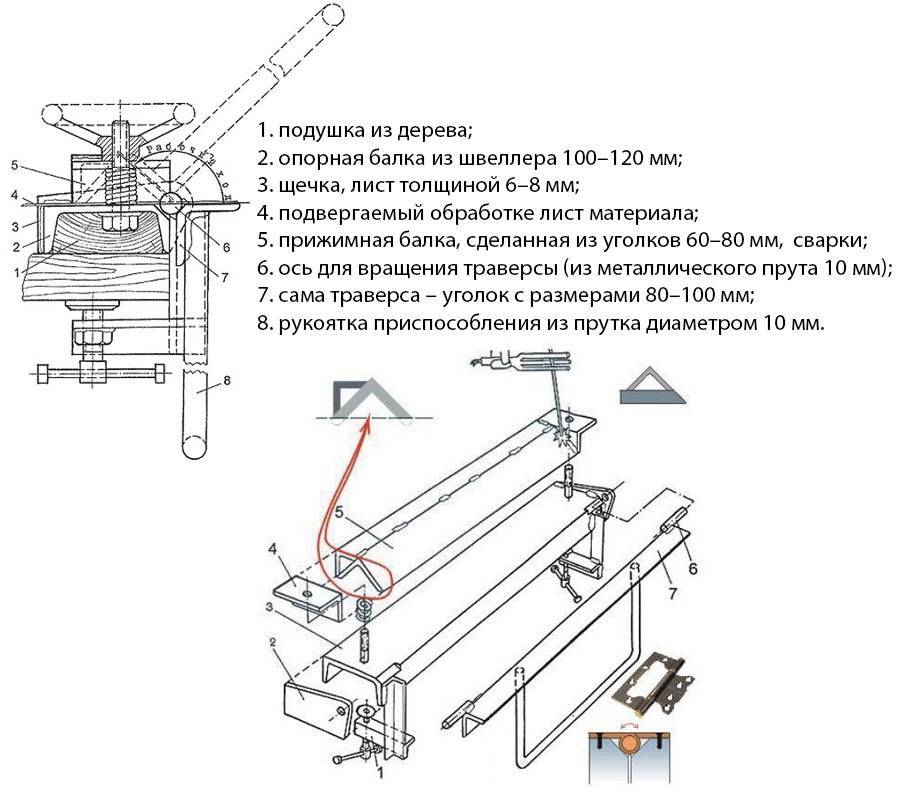
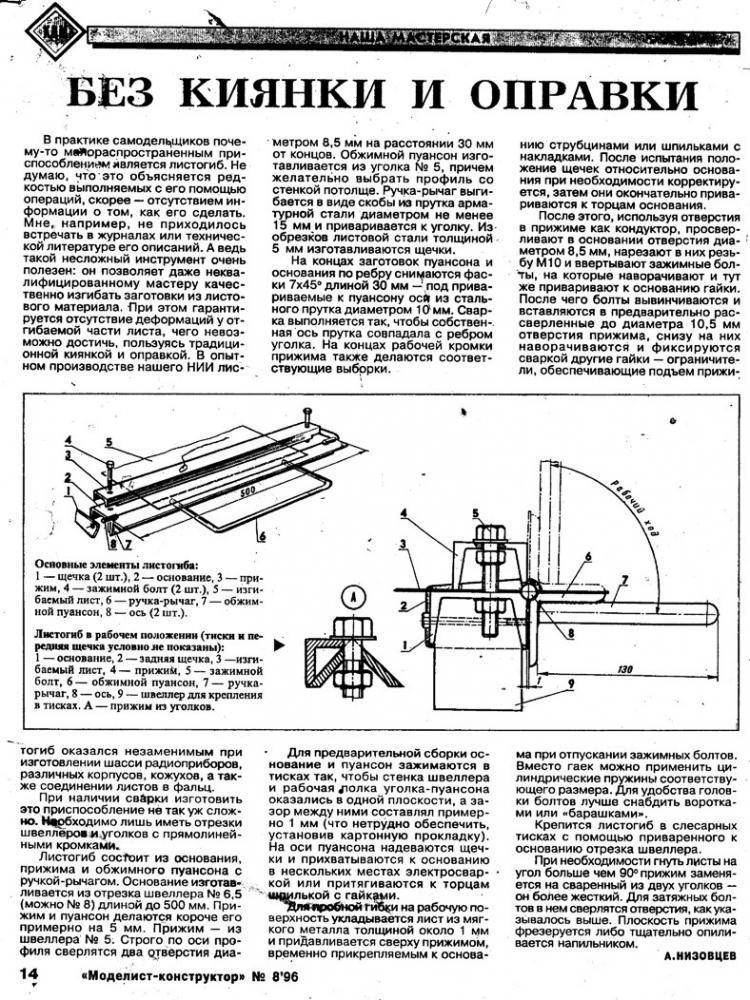
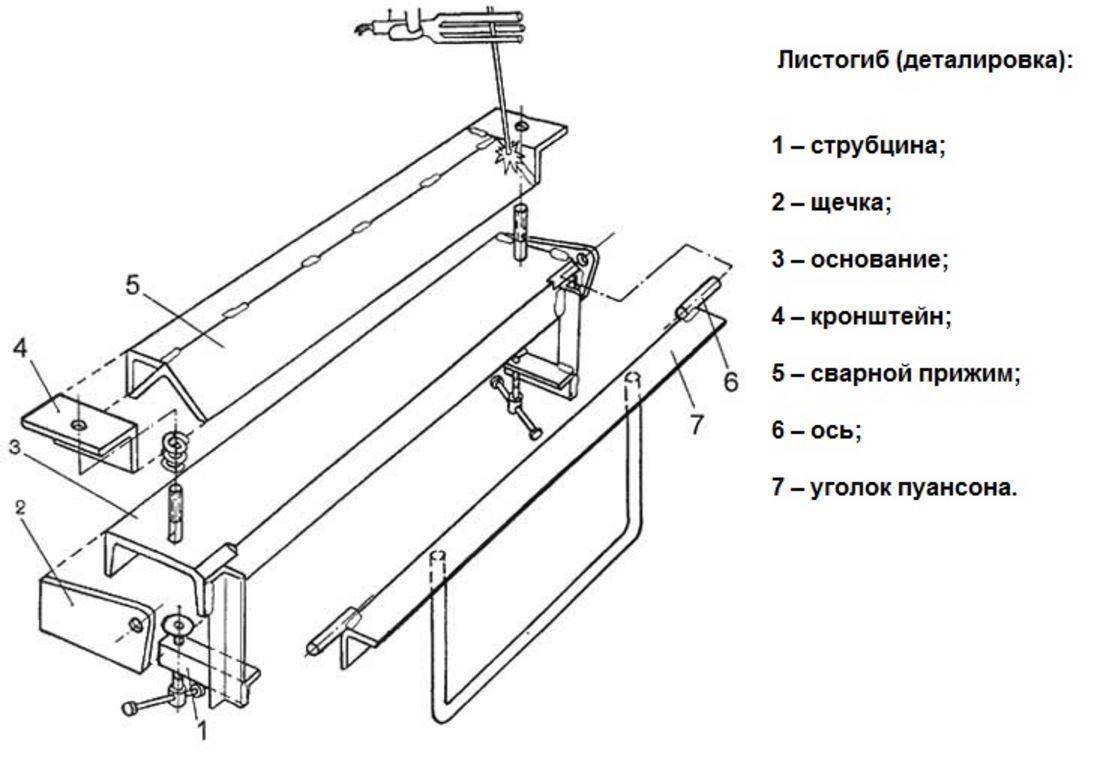
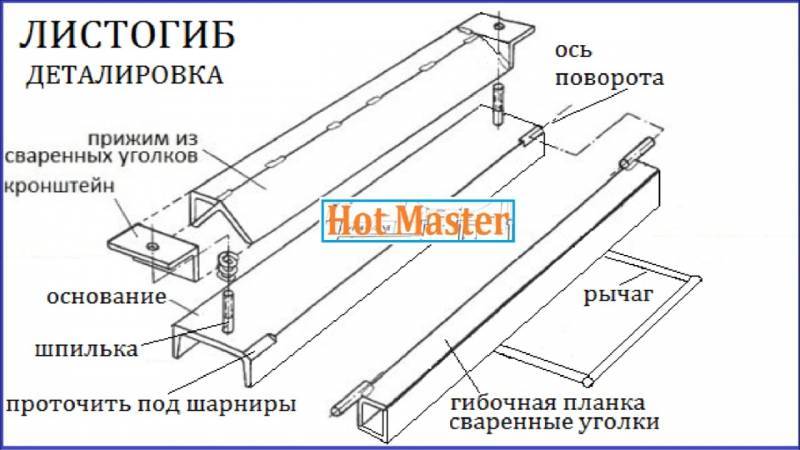
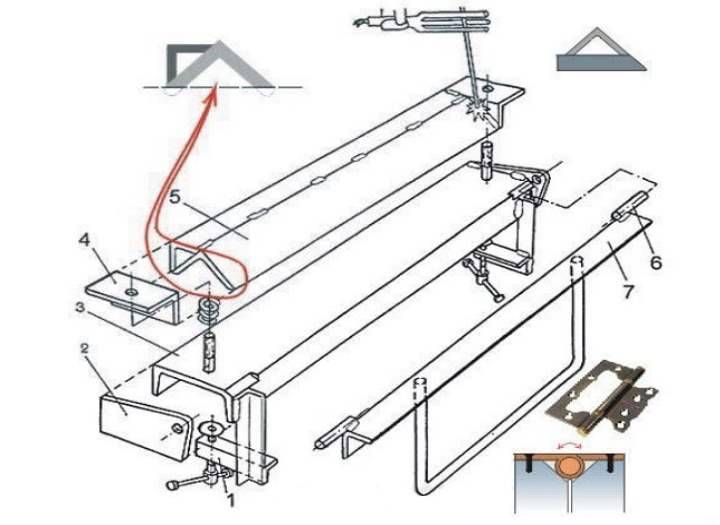
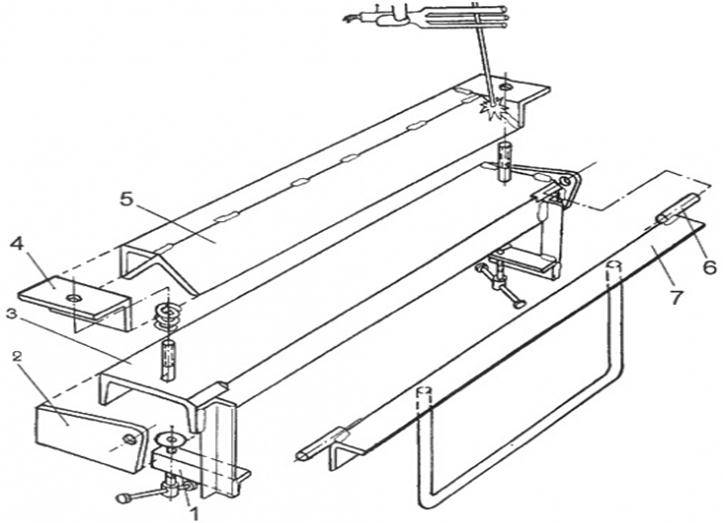
Конструкцию ручного листогибочного станка, показанную на чертеже №1, можно без труда усовершенствовать. По приведенному чертежу видно, что приспособление для гибки листового металла состоит из таких элементов, как:
Чертеж №1: Для постройки нашего листогибочного станка мы применим данную схему
- подушка, изготовленная из дерева;
- опорная балка из швеллера 100–120 мм;
- щечка, для изготовления которой используется лист толщиной 6–8 мм;
- подвергаемый обработке лист материала;
- прижимная балка, сделанная из уголков 60–80 мм, соединяемых при помощи сварки;
- ось для вращения траверсы (изготавливается из металлического прутка диаметром 10 мм);
- сама траверса – это уголок с размерами 80–100 мм;
- рукоятка приспособления, изготавливаемая из прутка диаметром 10 мм.
У траверсы листогиба (пункт 7), которую согласно изначальному чертежу предполагается делать из уголка, условно показан вариант исполнения из швеллера. Такая модернизация в разы увеличит выносливость траверсы, которая при использовании уголка в определенный момент неизбежно прогнется посередине и перестанет в этом месте создавать качественный сгиб лист. Замена на швеллер позволит делать не 200 сгибаний без рихтовки или замены данного элемента (что при более-менее активной работе весьма немного), а более 1300.
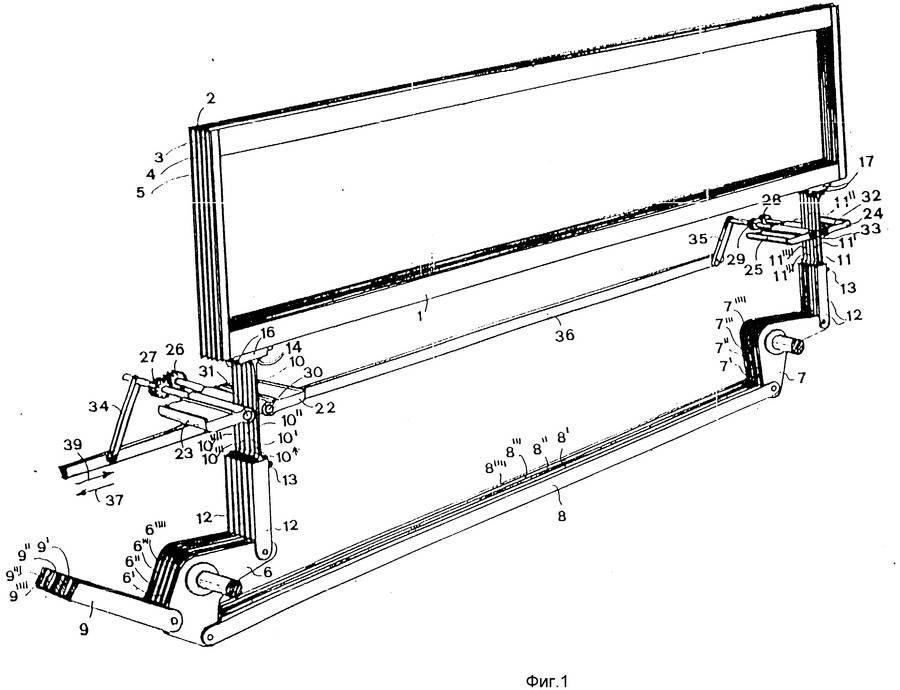
Чертеж №2: Основные элементы листогиба
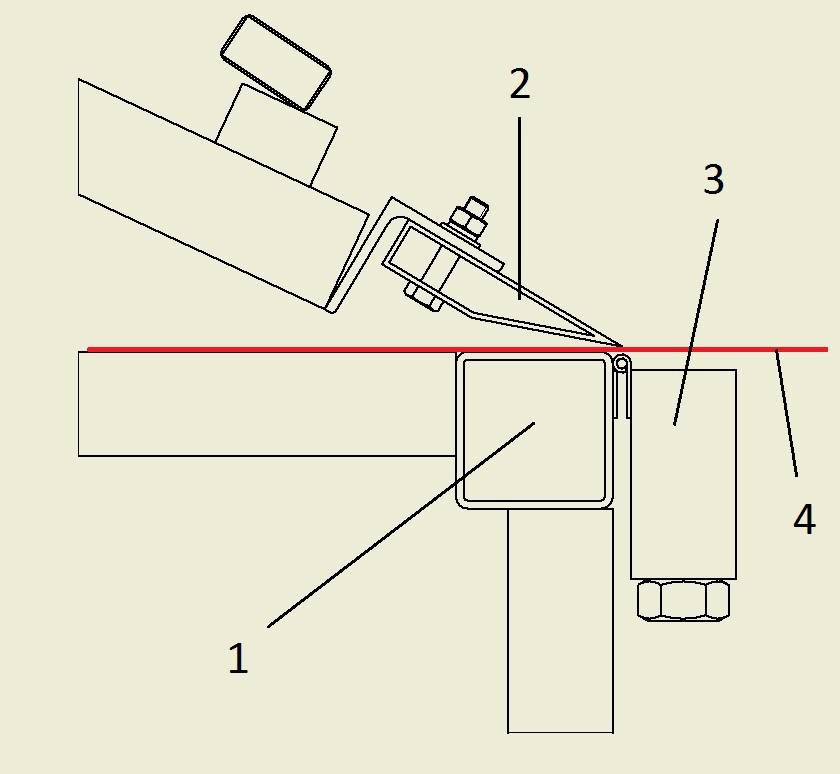
Чертеж №2 позволяет более детально разобраться в конструкции самодельного листогиба:
- самодельная струбцина, сделанная из подходящего уголка (40-60 миллиметров) и винта с пяткой и воротком;
- щечка;
- швеллер, выступающий в роли опорной балки станка;
- кронштейн прижимной балки, выполненный из уголка 110 миллиметров;
- сама прижимная балка листогиба;
- ось вращения траверсы;
- сама траверса.
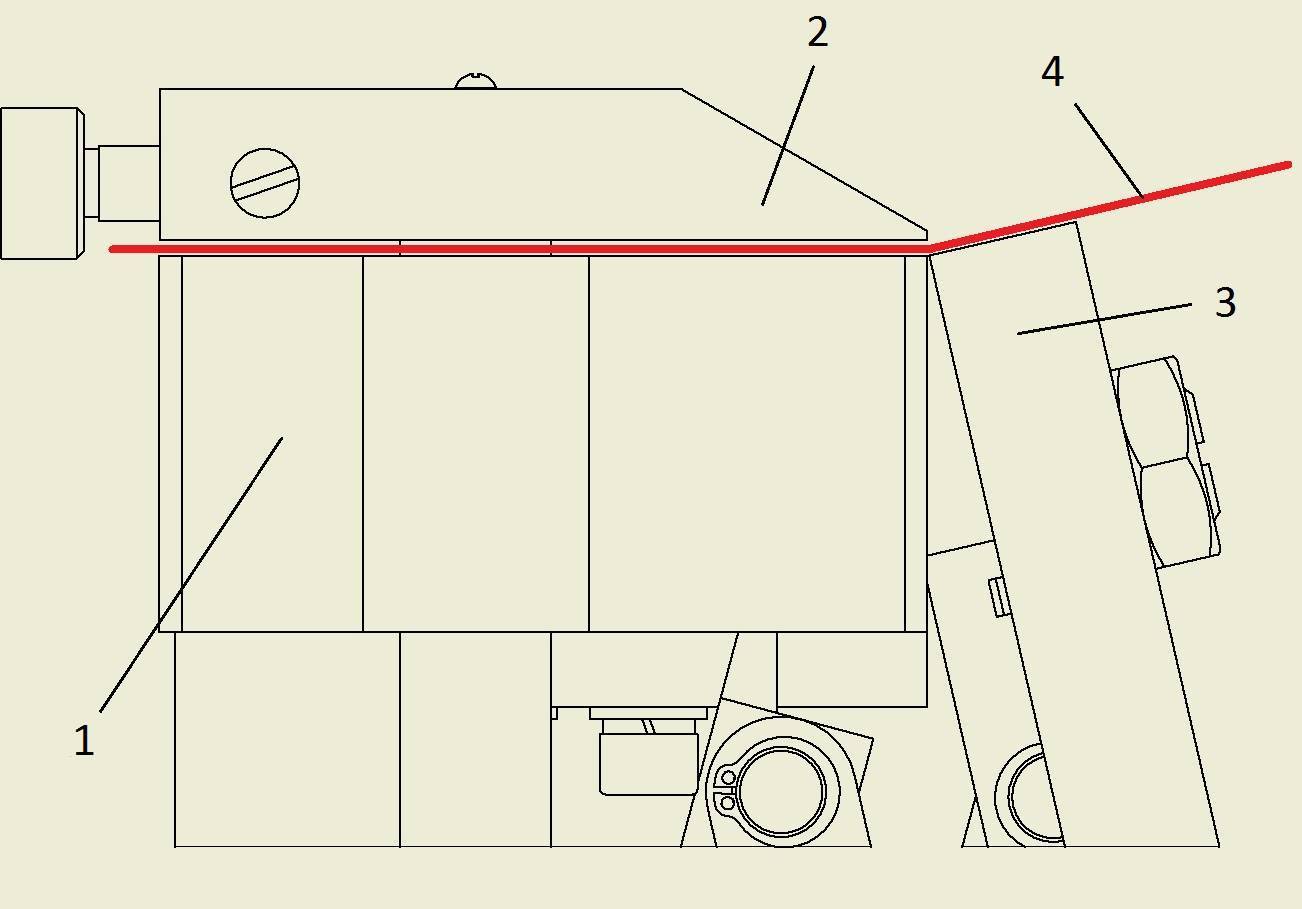
Усиливаем прижимную балку
Ниже мы рассмотрим схему усиления прижимной планки. Однако, если в качестве прижима у вас изначально будет достаточно массивный уголок, а гнуть чрезмерно толстые листы на своем листогибе вы не планируете, то вполне можно обойтись без усиления прижимной планки описанным способом.
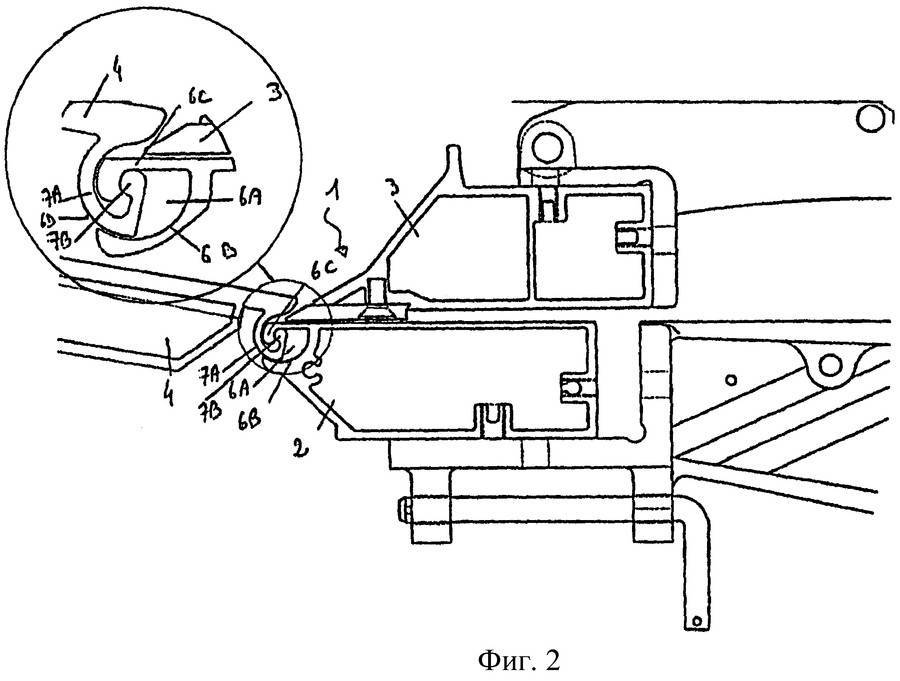
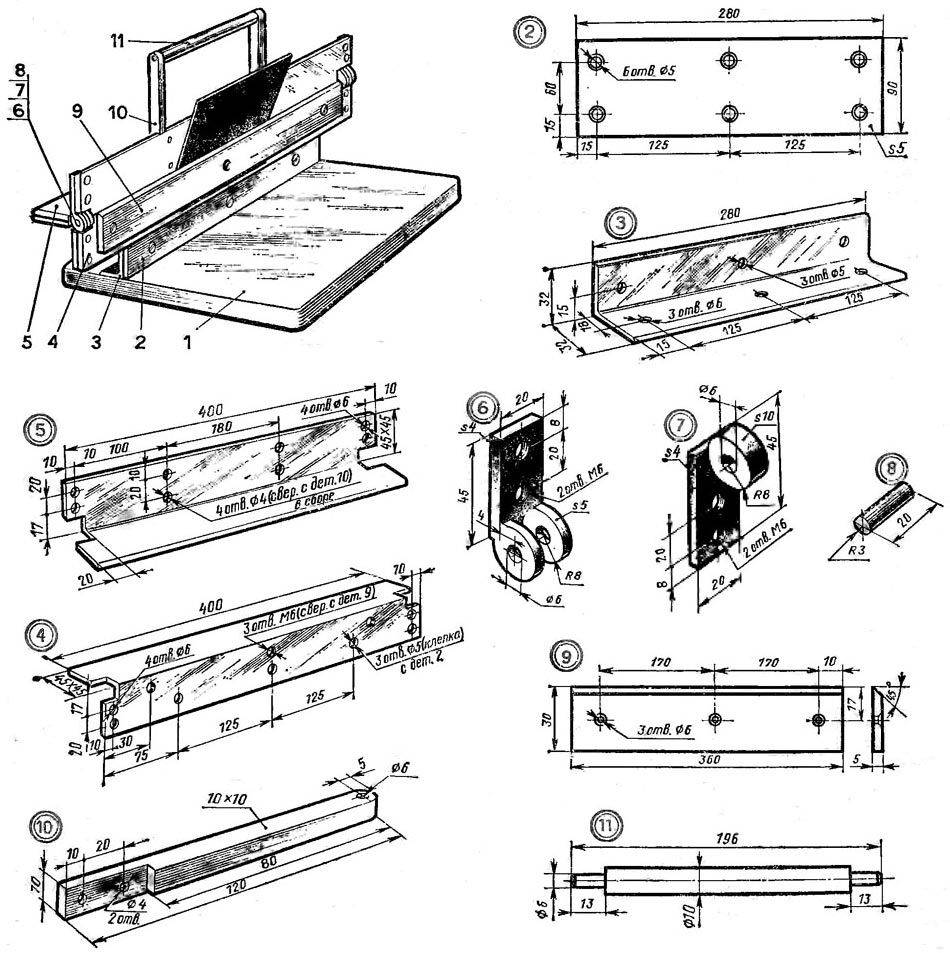
Стоит ли связываться с усилением прижима, зависит от условий работы станка
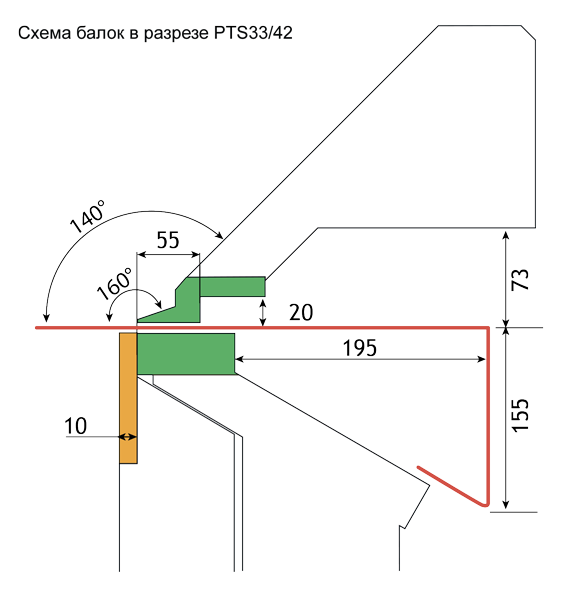
Чтобы продлить срок службы прижимной балки и сделать его сопоставимым со сроком службы траверсы, следует дополнить данный элемент конструкции, который изначально по чертежу выполнен из уголка, основой из металлической полосы с размерами 16х80 мм. Переднему краю данной основы нужно придать угол 45 градусов, чтобы выровнять ее плоскость с плоскостью самого прижимного уголка, а непосредственно рабочей кромке данного элемента следует сделать фаску около 2 миллиметров.
На чертеже №2 полученная деталь в разрезе указана на дополнительном рисунке вверху справа. Эти меры позволят металлу прижима работать не на изгиб (что крайне нежелательно), а на сжатие, тем самым многократно увеличивая срок службы без ремонта.
Также следует позаботиться о фрезеровке нижней плоскости прижимной балки, которая и формирует сгиб. Неровность данной плоскости, согласно общепринятым правилам, не должна превышать половины толщины сгибаемой заготовки. В противном случае согнуть заготовку ровно, без вздувшейся линии сгиба, не получится. Следует иметь в виду, что отдавать балку на фрезеровку следует только тогда, когда на ней уже есть все сварные швы, поскольку их выполнение приводит к изменению геометрических параметров конструкции.
Повышаем надежность креплений станка
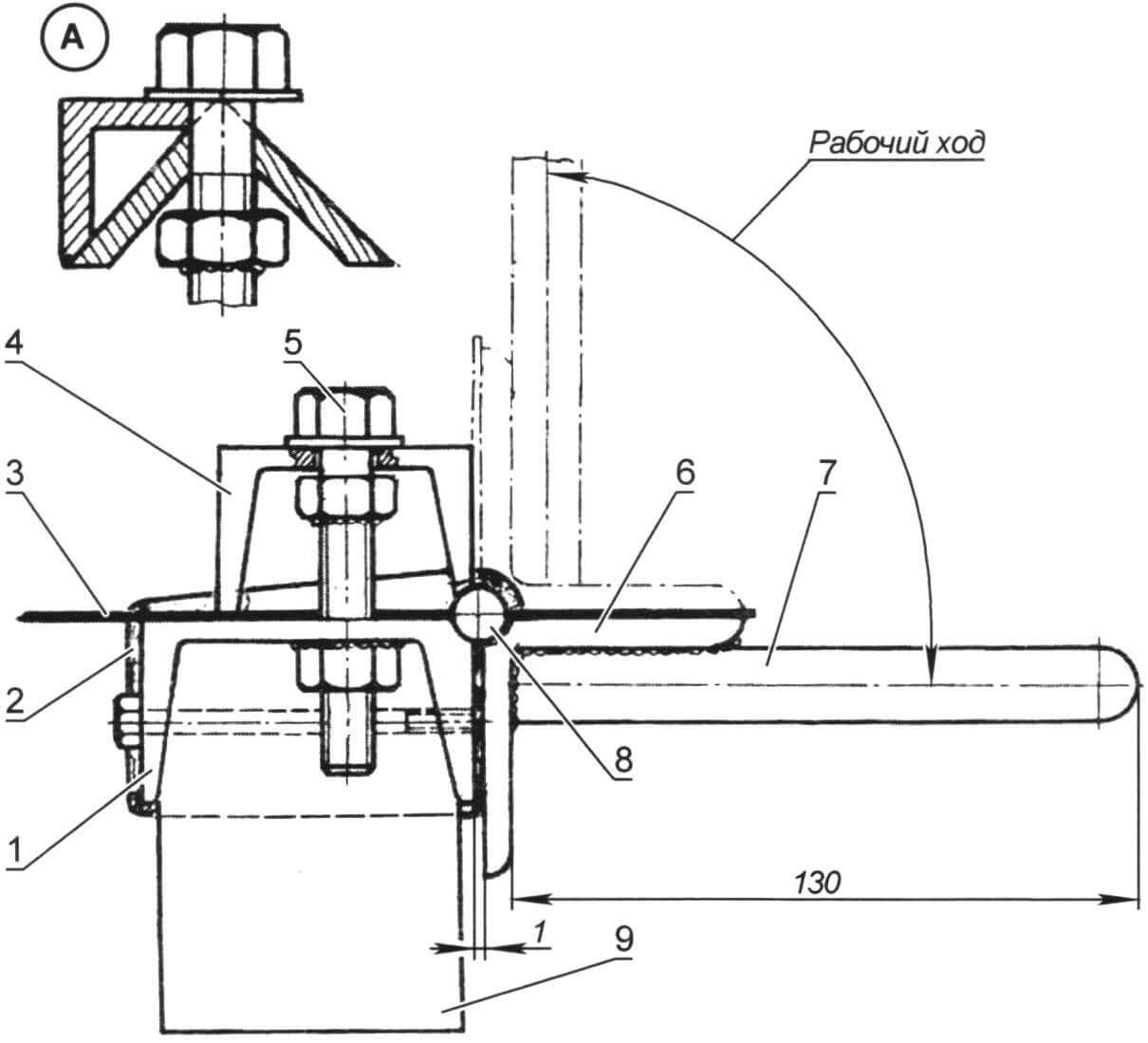
В листогибочном станке есть еще один большой недостаток – схема его крепления к рабочему столу. Струбцины, которые предусмотрены в данном приспособлении, являются очень ненадежным вариантом крепления, особенно если учитывать быструю утомляемость сварных швов. От таких крепежных элементов можно вообще отказаться, что также позволит избежать необходимости использования сварных соединений и щек. Решить эту задачу позволяют следующие действия:
- изготовление опорной балки, которая будет выступать за пределы рабочего стола;
- проделывание U-образных проушин на концах опорной балки;
- крепление опорной балки к рабочему столу при помощи болтов (М10) и фасонных гаек с лапами.
Если щек в усовершенствованном листогибочном станке уже не будет, то как к нему прикрепить траверсу? Решить такой вопрос можно достаточно просто: использовать для этого дверные петли-бабочки, которые обычно применяются для навешивания тяжелых металлических дверей. Крепить такие петли, обеспечивающие достаточно высокую точность, можно при помощи винтов с потайной головкой. На чертеже №2 это дополнительно проиллюстрировано внизу справа.
Согнуть на листогибочном станке с траверсой, закрепленной на петли-бабочки, можно множество заготовок, так как эти петли отличаются очень высокой надежностью.
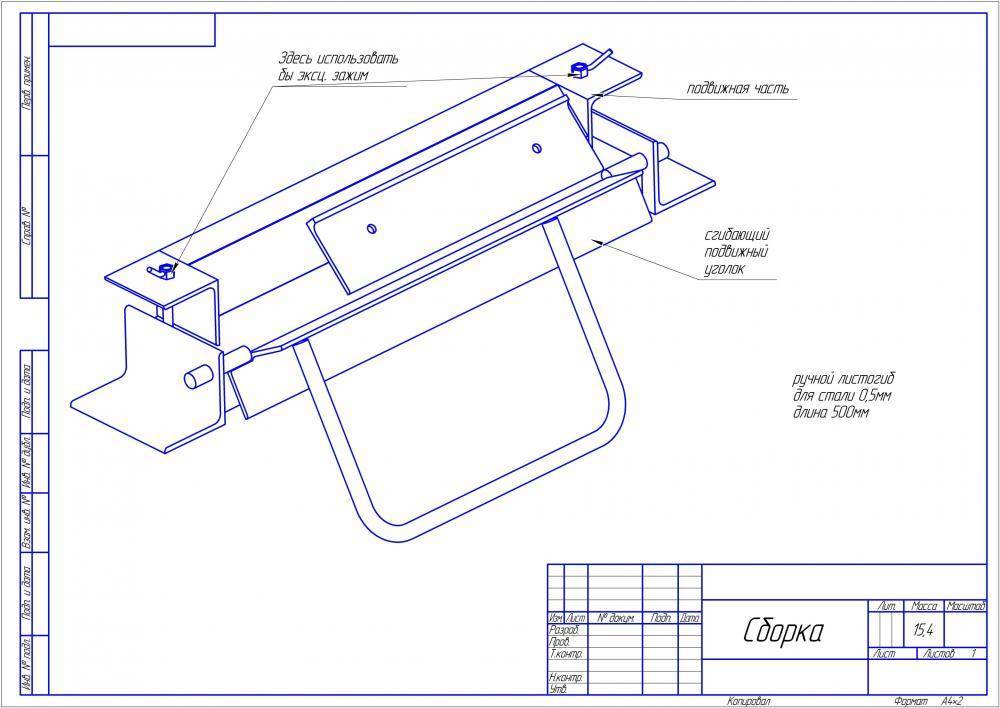
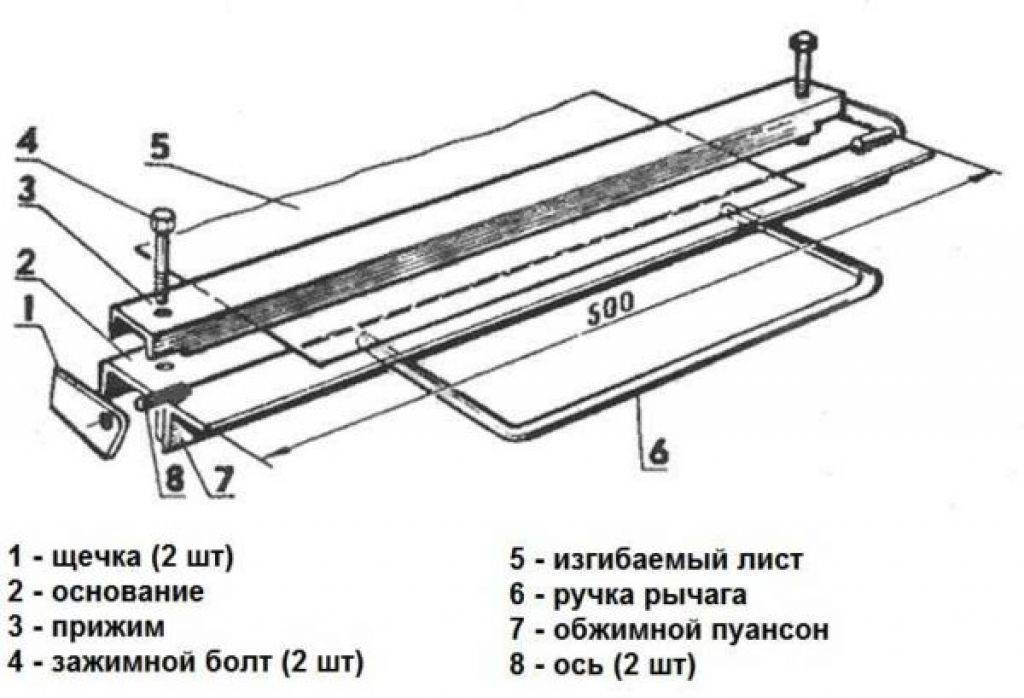
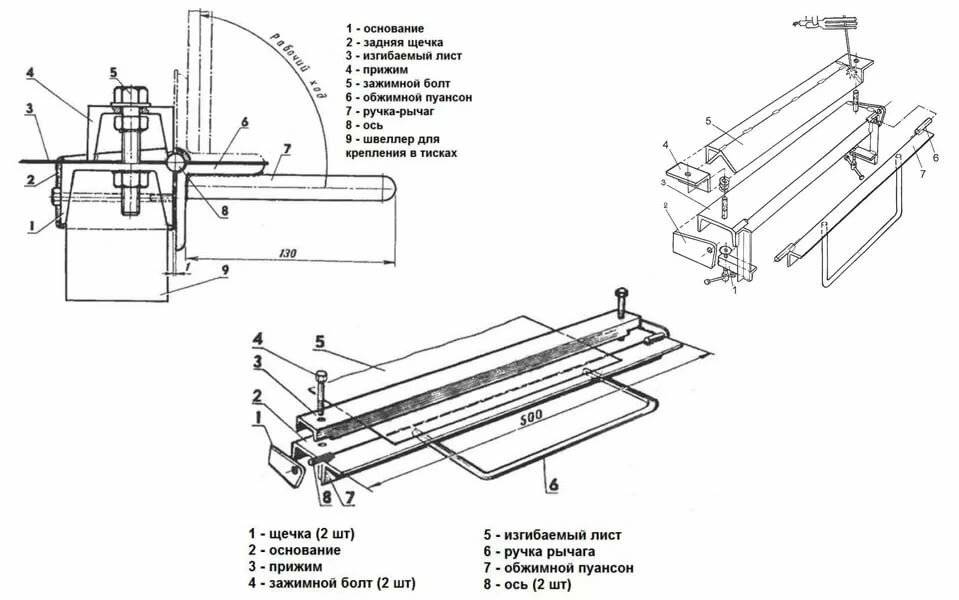
Ручной листогиб для толстых листов своими руками
Для изготовления деталей из тонколистового металла сгодиться и самый простой вариант из дерева и минимума металлических элементов. Тогда как для обработки толстых листов нужны будут мощные швеллеры и уголки. Элементы конструкции те же что и в предыдущем листогибе: основание, прижим, рычаг и обжимной паунсон.
Материалы
Материал для ручного листогиба:
- Для основания подойдет швеллер №6,5 или №8;
- Для прижима берем швеллер №5;
- Для пуансона нужен уголок №5 с максимально толстыми стенками;
- Для ручки-рычага подойдет арматура диаметром в 15 мм;
- Прут в 10 мм, листовой металл для «щечек».
Хотя конструкция по своему принципу не отличается от первого варианта, тут не обойтись без сварочного аппарата.
Последовательность работ
Приступаем к выполнению работ:
- Пуансон нужно сделать примерно на 5 мм короче, нежели основа;
- Отверстия для болтов в прижиме высверливаются четко по оси, на расстоянии 30 см от краев;
- Из арматуры выгибается ручка-рычаг в виде скобы. Ручку нужно приварить к уголкам с двух концов;
- На концах заготовок для пуансона и основания нужно выполнить фаску параметрами 7*45° . Фаску делается по ребру для того, чтобы можно было приварить оси из прута в 10 мм к пуансону;
- Привариваем прут к пуансону таким образом, чтобы его ось совпала с ребром уголка;
- Завершительный этап – это приваривание «щечек» из листовой стали. Но для начала нужно вычислить их точное расположение. Для этого производиться проверочная сборка – пуансон и основание зажимают в тиски так, чтобы рабочая часть пуансона (из уголка) и стенка основания (из швеллера) находились в одной плоскости, но с зазором в 1 мм при помощи, например, картонного листа;
- Щечки накидываются на оси пуансона и точечно прихватываются сварочным аппаратом. Теперь проводим тестовую гибку какого-нибудь тонкого листа металла. В это время производится регулировка положения щечек относительно основания – теперь их можно приварить капитально;
- В основании просверлите отверстия около 8,5 мм при помощи заготовки с отверстиями как направляющей и нанесите резьбу М10. В эти отверстия будут завинчены зажимные болты, на которые надеваются гайки и сразу же привариваются к основанию;
- Теперь болты вывинчиваются и вставляются в более широкие (10,5мм) отверстия прижима. На них снизу надеваются и привариваются гайки-ограничители. Чтобы их было удобнее использовать, выполните на головках болтов «барашки» или воротки.
Окончательная обработка деталей
неровность этого элемента всего 0,2 мм
Для домашнего пользования это еще сгодится, но если вы решили профессионально выполнять какие-либо работы, то это недопустимо. Выход один – отдать прижим на фрезеровку, но делать это нужно после окончательной сборки. Когда все нюансы, которые могли проявиться, уже проявились, тогда фрезеровка действительно поможет все выровнять все до приличного результата.
Как видите, в условиях гаража можно выполнить замечательные ручные листогибочные станки. Выбирайте вариант, который вам нужен, и сделайте своими руками простой станок для тонкого металла либо более серьезный станок из швеллеров и уголков для работы с толстыми листами. Чертежи с пошаговым описанием и мастер-класс на видео вам помогут. Советуем вам нагревать листы в местах изгиба, чтобы работы происходила еще более быстро и легко.
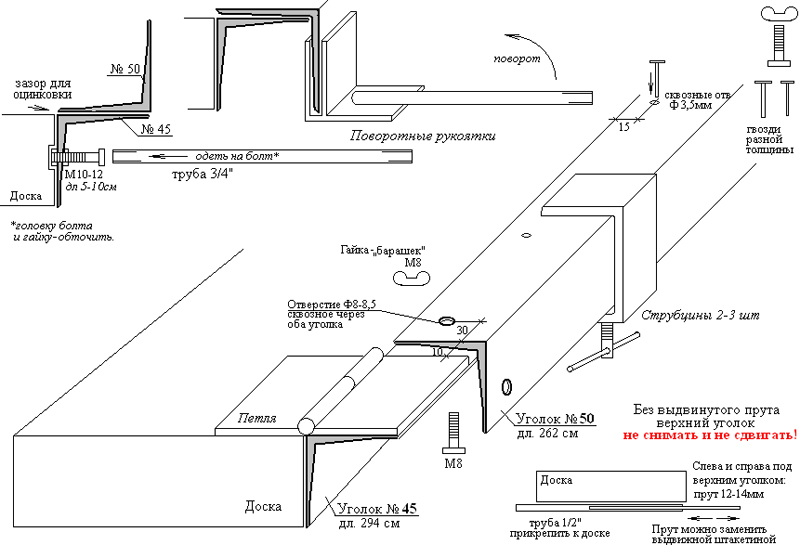
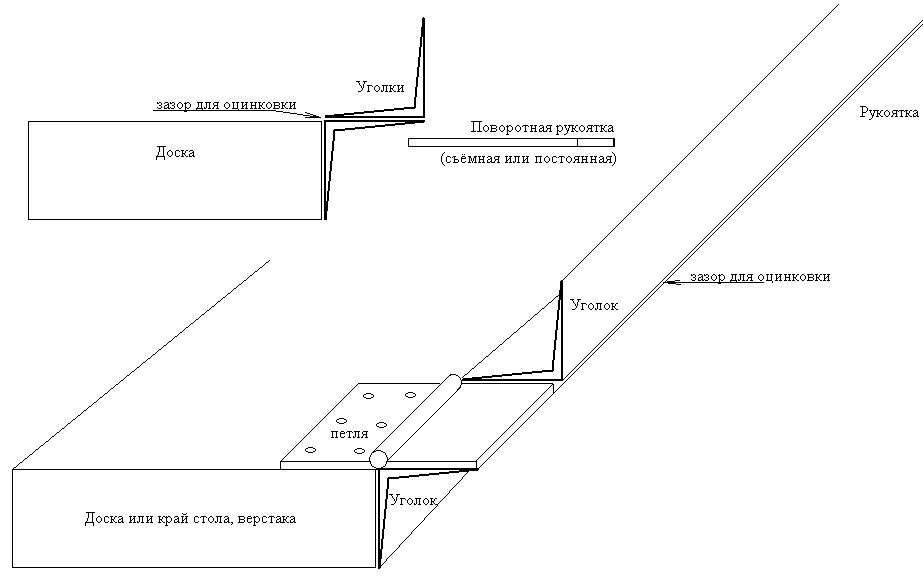
Чертеж деревянного листогиба
Для аккуратного изгибания полос листового железа, например при изготовлении отливов, можно соорудить несложное приспособление из досок.
Схема деревянного листогиба:
| Для сборки потребуется: | 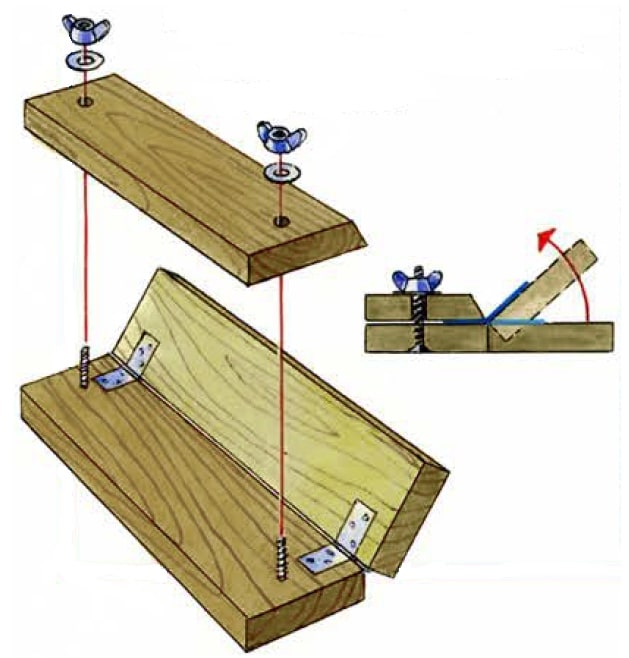 |
| Три доски. Размер досок — на ваше усмотрение. | |
| Две петли (лучше мебельные). Если конструкция длинная — для надежности используйте больше петель. | |
| Два болта с барашковыми гайками и шайбами. |
Два отрезка досок соединяются петлями, а третий со скосом используется как прижим для сгибаемой полосы.
Использовать конструкцию просто:
- Опустив гайки, нужно просунуть полосу железа между зажимом и основанием.
- Выровнять по разметке.
- Зафиксировать полосу затягиванием барашковых гаек.
- Поднять доску и получить сгиб.

Деревянный листогиб
Для чего нужен скос на третьей доске? Для сгибов по более острым углом. Также скос необходим для сгибов под прямым углом, так как жесть нужно немного перегибать.
Из рассмотренных листогибов, изготовленных своими руками, вы, в зависимости от цели использования, можете выбрать оптимальный вариант — мощный металлический или простой деревянный.





