

Оборудование для сухого окрашивания
В порошковом окрашивании нанесение краски не является заключительным этапом. Чтобы полимер закрепился на поверхности, его нагревают в печах. Линия порошкового окрашивания состоит из:
- камеры для нанесения порошка. В этой герметичной камере наносится красящее вещество на металл;
- электростатического распылителя для нанесения порошка. Благодаря статическому электричеству, создаваемому источником высокого напряжения, краска равномерно наносится на конструкции любой формы;
- камеры полимеризации. Она обеспечивает постоянную температуру и оснащена системой вентиляции. В ней происходит процесс полимеризации краски и ее равномерное распределение по изделию;
- компрессора. Он предназначен для создания определенного давления в камере окрашивания;
- устройства для транспортировки металлоизделий. Тяжелые и большие окрашенные изделия должны аккуратно перевозиться, чтобы порошок с них не осыпался. Это обеспечивают специальные тележки, передвигающиеся по монорельсу.
Характеристики полимерно-порошкового покрытия
• толщина покрытия 60…80мкм; • высокая устойчивость к ультрафиолетовому излучению; • минимальный радиус изгиба — 1T; • возможность окраски в любой цвет. • повышенная устойчивость к механическим повреждениям, что гарантирует сохранность внешнего вида на протяжении всего срока службы окрашенного металла. • повышенная прочность на удар, изгиб, истераемость • высокая адгезия с окрашиваемой поверхностью • высокая антикоррозионная стойкость к воздействию влаги, растворов щелочей и кислот, органических растворителей • широкий рабочим диапазоном от -60 град. С до +150 град. С • непревзойденные эстетические характеристики: повышенная толщина полимерного покрытия позволяет маскировать незначительные дефекты поверхности. Кроме того, у полимерной краски существуют множество поверхностных эффектов, которые позволяют добиваться безупречного внешнего вида готовых изделий без утомительной и долгой подготовки.
Порошково-полимерное покрытие устойчиво к атмосферной коррозии и может уверенно эксплуатироваться в условиях:
• промышленной атмосфере средней агрессивности сроком до 30 лет; • слабоагрессивной атмосферы сроком до 45 лет; • приморской городской атмосферы средней агрессивности сроком до 15 лет.
Порошково-полимерное покрытие успешно проходит коррозийные испытания в соответствии с ГОСТ 9.308-85 в камере влажности (имитация слабоагрессивной атмосферы при относительной влажности 98 % и температуре в камере 40 оС), в камере сернистого газа (имитация промышленной атмосферы средней агрессивности при относительной влажности 98 %, температуре в камере 40 оС и воздействии SO2 концентрация – 0,75 г/м3) и в камере соляного тумана (имитация приморской атмосферы (периодическое распыление 3%-ного раствора NаCl при относительной влажности 98% и температуре в камере 40 оС).
Также определена адгезия покрытия методом решетчатого надреза по ГОСТ 15140 «Материалы лакокрасочные. Определение адгезии», в результате чего выявлены нулевые показатели отслаивания покрытия до и после испытаний в агрессивной среде. После выдержки в камерах сернистого газа и соляного тумана повреждений в слоях лакокрасочного покрытия не выявлено. Исследования внешнего состояния поверхности деталей во время и после испытаний проводились визуально и методом оптической фрактографии с использованием бинокулярного микроскопа в соответствии с ГОСТ 9.407-84 «ЕСЗКС. Покрытия лакокрасочные. Методы оценки внешнего вида».
Нанесение краски
Окрашивание производится путем электростатического напыления в специальных камерах с системой отсоса воздуха, которая не дает краске попасть наружу. Для окрашивания крупных предметов используются камеры проходного типа, а для мелких деталей тупиковые. Есть камеры, в которых краска наносится автоматическими пистолетами-манипуляторами.
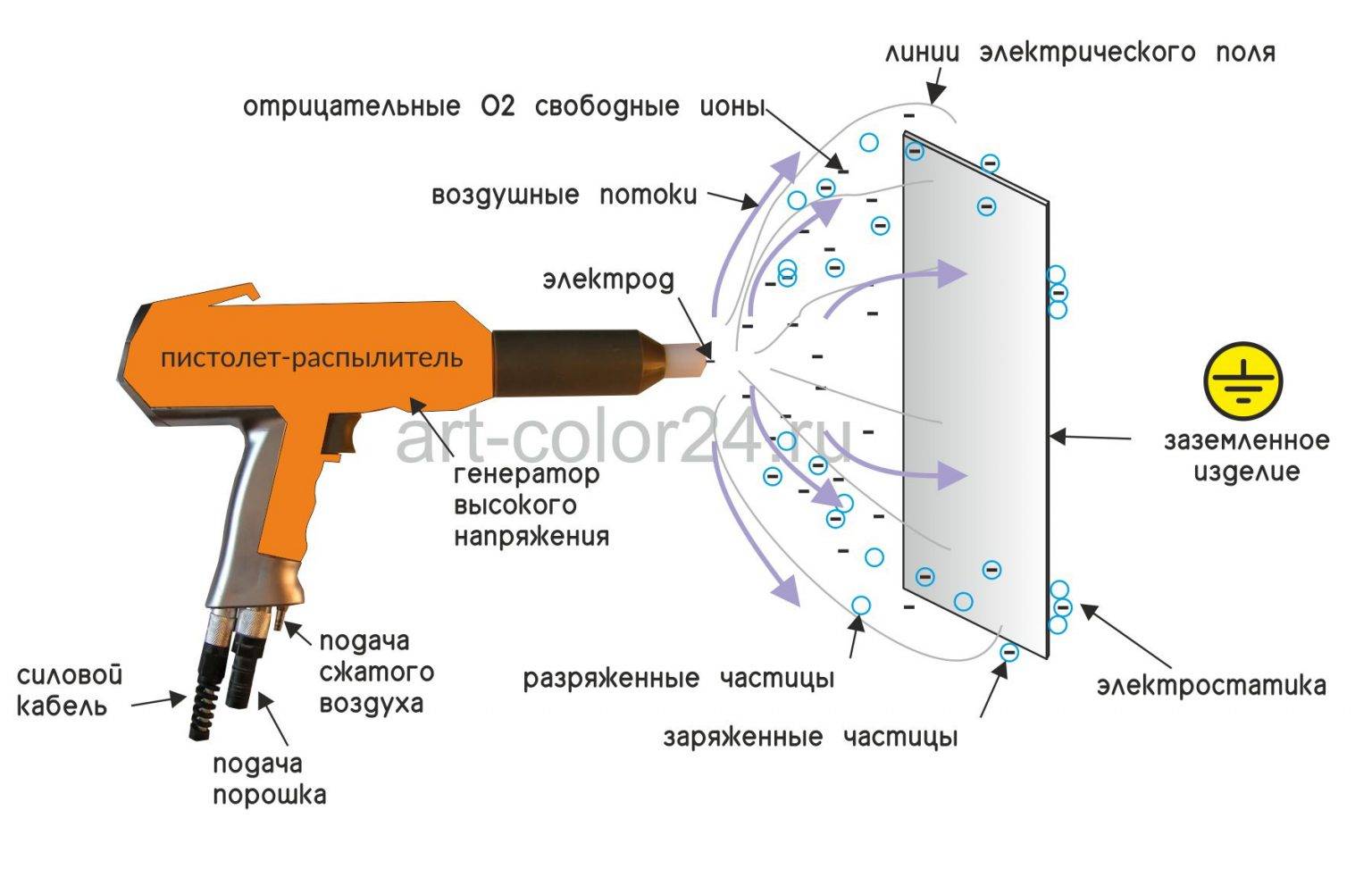
Распыление производится пневматическим пистолетом. Положительно заряженные частицы краски обволакивают заземленную деталь и прилипают к ней. Весь процесс происходит следующим образом:
- порошковая краска в специальном бункере смешивается с воздухом. Пропорции регулируются при помощи вентилей;
- смесь краски и воздуха проходит через распылитель с высоковольтным источником, где частицы получают необходимый положительный заряд;
- краска распыляется на изделие и закрепляется на нем;
- вытяжная вентиляция уносит частицы, не получившие нужного заряда. Там они собираются в специальном бункере, а затем повторно используются или утилизируются.
Обязанности
Маляр порошковой покраски должен знать:
- нормы охраны труда;
- положения техники безопасности;
- виды, официальные и обиходные наименования, особенности использования различных красящих составов;
- правила образования красящих смесей;
- технологию нанесения красящего порошка;
- методику оценки готового лакокрасочного покрытия и качества собственной работы;
- правила определения сохранности прежних покрытий;
- правила подготовки поверхности к окрашиванию.
Этот специалист сам налаживает все используемые механизмы и готовит их к применению. Он выполняет такие работы:
- наносит порошковые краски на самые различные поверхности;
- убирает окалину, ржавчину, мелкие механические дефекты с обрабатываемых поверхностей;
- применяет замедлители коррозии в необходимых случаях;
- наносит буквы и более сложные надписи по трафаретам;
- самостоятельно готовит простые трафареты;
- подбирает колер по образцу;
- грунтует, шлифует и шпатлюет поверхности;
- заделывает швы гипсокартонных листов;
- принимает меры против забрызгивания краской посторонних поверхностей и предметов.

Особенности технологии нанесения порошковой краски и полимеризация
Нанесение порошковой краски проходит в три этапа:
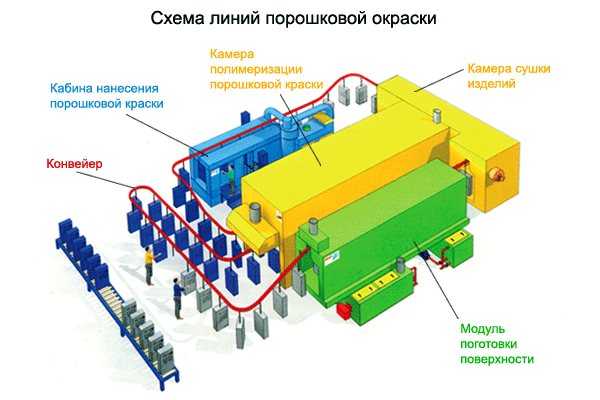
Схема линий порошкового окраса
- Подготовка поверхности. Включает в себя удаление загрязнений и нанесение дополнительных конверсионных покрытий для повышения защитных свойств и долговечности.
- Нанесение покраски в покрасочной камере с использованием установки.
- Полимеризация в печи при высокой температуре.
Химическое обезжиривание металла под покраску является обязательным. Остатки масла, химикатов или капли влаги могут вызвать пятна с изменением цвета, проколы, раковины. Заготовка осматривается на предмет наличия острых кромок, заусенцев, наплывов от сварных швов и пайки металла.
Необходимо очистить поверхность от ржавчины и пыли. Придание дополнительных свойств фосфатированием поверхности, хроматированием или пассивированием зависит от требований к покрытию.
Камера для нанесения оборудуется системой рекуперации, возвращающей микрочастицы в питатель.
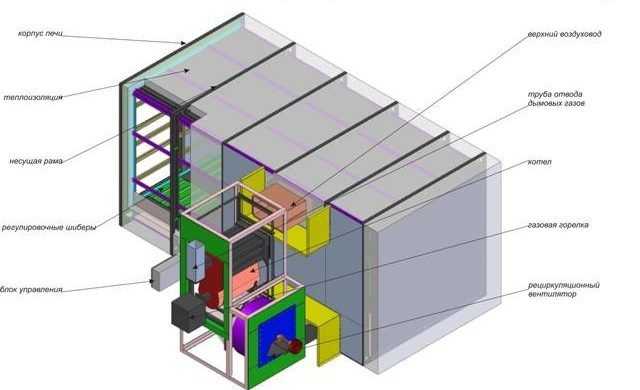
Печь полимеризации
Температура отвердения каждого вида краски указывается производителем в сопроводительных документах и, как правило, составляет 180–200 градусов. Под температурой полимеризации понимают температуру поверхности заготовки, а не температуру рабочего режима печи.
Отвердение покраски в полимеризационной камере рекомендовано проводить при сниженных температурах и длительных сроках. Это позволит увеличить твёрдость и избежать таких дефектов покрытия, как шагрень и потёки.
Массивные металлические изделия рекомендовано прогревать заранее, чтобы срока нахождения детали в печи хватило для окончательного отвердения. Не допускается наличие пыли в помещении. Транспортировать металлическое изделие с неостывшей покраской запрещено.
Недостатки порошкового окрашивания
- Плавление порошка производится при температуре выше 150 0С, что не дает возможности окрашивать дерево и пластик.
- Сложно нанести тонкий слой краски.
- Оборудование для сухого окрашивания узконаправленное. В больших печах неэффективно окрашивать маленькие детали, а в небольшой печи нельзя окрасить поверхность большой площади.
- Для каждого цвета необходимо использовать отдельный контейнер.
- Сложно окрашивать предметы нестандартной формы или сборные конструкции.
- Оснащение покрасочной линии требует больших вложений.
- Если на поверхности появятся дефекты, локально устранить их не удастся, придется перекрашивать все изделие.
- Нет возможности делать колеровку, использовать можно только заводские краски.
Порошковая окраска: преимущества и недостатки
Порошковая окраска металлических поверхностей имеет массу преимуществ. Основными из них является прочность, экономичность и экологичность покрытий. Данная технология исключает использование огнеопасных и токсичных жидких растворителей, поэтому такие краски являются безопасными. Отсутствие в составе растворителей снижает стоимость наносимой краски.









При этом существует огромный выбор цветовых решений и текстур формируемых полимерных покрытий. Эта методика даёт возможность выбрать любой оттенок поверхности (золотистые, серебристые, бронзовые, гранитные и др.). Также можно получить поверхность с любой степенью глянца и рельефной фактуры. Порошковая краска поставляется в готовом виде, поэтому исключается необходимость колеровки и контроля вязкости. Благодаря этому технология окраски отличается экономичностью, стойкостью, прочностью, долговечностью и отличным качеством полимера.
Этот метод позволяет получать ударопрочные антикоррозийные покрытия, которые выдерживают широкий диапазон температур (от -60 до +150 °С) и обладают максимальной электроизоляцией. На качество покрытия также не влияют резкие температурные перепады.
Экономические преимущества
- метод обработки является практически безотходным – на поверхность наносится от 96-99% порошка;
- избыточная краска, которая не осела на окрашиваемую поверхность при распылении, может использоваться повторно;
- технология является высокоавтоматизированной, благодаря чему обеспечивается лёгкость обучения мастеров;
- отсутствие растворителей исключает необходимость их испарения и удаления паров.

Экологические преимущества
- в составе отсутствуют вредные органические соединения;
- распыление является экологически чистым и безопасным;
- обеспечивается минимальная опасность возгорания;
- при нанесении не выделяются химические запахи;
- улучшаются санитарно-гигиенические условия труда;
- при полимеризации выделяется минимальное количество летучих веществ, которое в разы меньше предельно допустимых норм.
Основные преимущества
Также можно выделить следующие преимущества порошковой покраски изделий:
- получение покрытий с отличными декоративными и физико-химическими свойствами, которые недостижимы при традиционной окраске жидкими веществами;
- повышенное качество и прочность полимерного слоя;
- нет необходимости грунтовать поверхность изделий;
- благодаря 100%-ному содержанию сухого порошка краска наносится в один слой;
- полученные полимерные покрытия отличаются минимальной пористостью, благодаря чему обеспечиваются улучшенные антикоррозийные и ударопрочные свойства;
- порошковые краски затвердевают в разы быстрее, чем жидкие лакокрасочные вещества (максимум 30 минут);
- благодаря повышенной прочности полимерного покрытия повреждения окрашенных деталей и конструкций при транспортировке сведены к нулю, при этом нет необходимости специально упаковывать изделия.
Недостатки
Несмотря на многочисленные преимущества, технология порошковой покраски имеет несколько незначительных минусов:
- невозможность осуществлять колеровку – можно наносить только порошковые краски от производителя;
- невозможность устранять локальные дефекты покрытий – в данном случае нужно красить всю площадь поверхности;
- возможность обработки изделий только из термостойкого материала (металл, стекло, камень), которые способны выдерживать температуру до 200 °С;
- габариты окрашиваемых деталей ограничиваются размером камер полимеризационных печей.
Предварительная обработка
Предварительная обработка детали является самым трудоёмким и продолжительным процессом, которому порой не уделяют необходимого внимания, тем временем от него зависят жёсткость, качество и долговечность покрытия.
Приготовление поверхности к процессу окраски включает в себя устранение загрязнений, фосфатирование и обезжиривание в целях увеличения адгезии, а также предохранения металла от ржавчины.
Очистка отделываемой поверхности может выполняться химическим либо механическим методами.
Нанесение конверсионного подслоя устраняет попадание под покрытие различного рода загрязнений и влаги, вызывающие отслоение и дальнейшее разрушение облицовки.
Фосфатирование поверхности с нанесением слоя неорганической краски повышает адгезию, то есть сцепку поверхности с краской в два-три раза, и позволяет предохранить её от коррозии.
При избавлении от окислов (ржавчины, окалины и окисных плёнок) довольно результативны абразивная (дробеструйная, дробеметная, механическая) и химическая очистки, то есть протравка.
По окончанию ополаскивания и сушки изделия в печи, поверхность можно считать готовой для того, чтобы была нанесена порошковая покраска.
Порошковая окраска металлических изделий: технология процесса и основные этапы
Технологический процесс порошковой покраски разделяются на следующие этапы:
- подготовка окрашиваемой поверхности;
- нанесение краски в виде порошка;
- формирование жидкой плёнки при высокой температуре;
- химическое отверждение плёнкообразующего материала (при использовании термореактивных красок);
- окончательное формирование покрытия.
Подготовка поверхности
При подготовке окрашиваемой поверхности следует учитывать, что необходимо обеспечить не только смачиваемость с жидкой фазой плёнкообразователя, но и равномерное распределение порошковых материалов при напылении
Уделяется внимание как удалению всевозможных поверхностных загрязнений, так и обеспечению поверхности необходимой шероховатости. Дополнительно к механическим способам подготовки поверхности могут использоваться и химические, такие как обезжиривание, травление или фосфатирование
Нанесение порошковых материалов
Порошковая окраска металла осуществляется:
- электростатическим напылением;
- погружением во взвешенный слой электризованного порошка;
- газопламенным способом.
Благодаря своей простоте и универсальности, наибольшее применение получило нанесение краски электростатическим напылением. Для плоских поверхностей могут использоваться специальные магнитные щётки-валики по технологиям, используемыми в копировальной технике. Окунание в «кипящий слой» используется на автоматических линиях при конвейерном производстве однотипных изделий. Газопламенный способ из-за чрезмерной неравномерности слоя и свойств получаемого покрытия распространения не получил. Существующее плазменное напыление отличается применением низкотемпературной плазмы для нагрева частиц и использованием инертного газа; ограничивается использованием термостойких порошков при нанесении тонких покрытий на термостойкие материалы.
Удержание и равномерность распределения на поверхности металлических изделий порошковых материалов обеспечиваются за счет электростатических сил взаимодействия заряженных частиц краски и «электронейтральной» поверхности. Перед напылением частицы краски в пистолете получают электрический заряд:
- в поле коронарного заряда, создаваемого электродом;
- за счет трения о поверхность оборудования.
Заряд частиц, как правило, отрицательный, величина заряда должна соответствовать оптимальному диапазону, позволяющему удерживать частицы на поверхности до образования жидкой плёнки и не нарушающему технологию нанесения. Регулируется характеристиками электрода или скоростью движения частиц при трении о поверхность оборудования, площадью и материалом поверхности.










При электростатическом напылении покрытия одинаково качественно формируются на горизонтальных и вертикальных поверхностях. Нулевой заряд металлического изделия обеспечивается заземлением.
Формирование жидкой плёнки
Технология нанесения порошковой краски
Пленкообразование происходит при нагреве порошковых материалов до вязко-текучего состояния, при этом происходит:
- деформация и вязкое течение материала;
- удаление воздуха;
- смачивание жидким материалом поверхности подложки.
При производстве труб и металлического профиля используется нанесение порошка в «кипящем слое» на предварительно нагретые заготовки, процесс формирования жидкой плёнки происходит за счет аккумулированного тепла или дополнительного нагрева.
В случае использования термореактивных красок при высокотемпературной выдержке дополнительно происходит химическое отверждение жидкой плёнки за счет полимеризации или поликонденсации плёнкообразователей. Это удлиняет время высокотемпературной выдержки, повышает затраты и снижает производительность. Существуют составы на основе термореактивных смол, ускоренное отверждение плёнок которых происходит при ультрафиолетовом облучении.
Окончательное формирование покрытия
Итоговое формирование пленки происходит при охлаждении изделия. Условия могут отличаться как скоростью охлаждения, так и средой. Прочностные характеристики покрытия и силы адгезии, в зависимости от условий формирования, может изменяться на десятки процентов. При этом для разных видов полимеров практикуется ускоренное и замедленное охлаждение . Охлаждение покрытия в пластифицирующих полимерных средах может снизить внутренние напряжения покрытия до нуля.
В отличие от термореактивных, термопластичные краски позволяют легко устранять дефекты покрытия с использованием повторного «спекания».
Несмотря на сложность колеровки, некоторые производители предоставляют порошковые краски до 250-ти цветов по таблицам RAL.
Виды порошковых красителей
Красящий порошок – это дисперсная композиция из твердых частиц краски разных цветов с добавлением смол, образующих пленку. В ее состав входят наполнители, отвердители, и необходимые добавки. Соответственно, таких составов может быть много с заданными свойствами.

Но основные группы две:

Термоактивная. Используются соответствующие пленкообразующие составы. Покрытия не плавятся, не растворяются, получаются особо твердыми, износостойкими. При температуре 160-210 градусов образуется «красочная» пленка, за счет того, что сплавляются частицы краски и происходит химическая реакция.


Краски этой группы – поливинилбутиралевые, поливинилхлоридные, полиамидные, полиэфиленовые.

Порошковые краски изначально предполагалось использовать только для промышленной обработки металлических поверхностей.

Подготовка поверхности
Этот этап считается самым важным. Технология порошковой покраски металлических изделий подразумевает полную очистку поверхности от ржавчины и загрязнений. При наличии даже мельчайших следов коррозии покрытие просто осыплется.
Зачищать поверхность следует наждачкой или металлической щеткой до блеска, так, чтобы не осталось не одного, даже мельчайшего ржавого пятнышка. Для удаления значительного слоя коррозии используют травление соляной или серной кислотой. Старый слой краски или чернение также полностью удаляются. Для этого используются специальная смывка.







После полной зачистки металл необходимо обезжирить растворителем. Далее для увеличения адгезии (сцепления с краской) поверхность грунтуют. Последний этап – пассивирование, то есть обработка смесью натрия и нитрата хрома для защиты от коррозии.
Методы нанесения порошковых красок

1. Способ электростатического напыления — часто встречающийся способ порошковой окраски. Частица краски прилипает к поверхности за счёт электростатического взаимодействия. Порошок, который не прилип в процессе покраски, можно использовать ещё раз: в покрасочной камере есть специальное оборудование для её сбора. 2. Другой способ нанесения порошковой краски — воздушный поток направленного действия (fluidized bed). Частицы равномерно распределяются по окрашиваемому изделию, предварительно нагретого в камере. Чем точнее будет определена оптимальная температура нагревания, тем качественнее окажется покрытие. Автоматическое нанесение порошковой краски в «кипящем слое» используется в Москве при конвейерном производстве. Способ разработан для термопластичных красок, так как покрытие получается достаточно толстое. Окрашивают таким способом сетки или крупногабаритные плоские изделия. В ванну с пористым днищем подаётся под давлением воздух, в результате чего образуется псевдоожиженный слой краски. Окрашиваемые изделия нагреваются до температуры, превышающей температуру плавления самого окрашивающего материала. Время выдержки и температура обуславливают толщину покрытия. Если изделие крупногабаритное, то оно аккумулирует достаточное количество тепла, чтобы процесс отверждения покрытия прошёл до конца. Если же этого не произошло, например, при окрашивании металлоёмкой техники, изделие отправляется в камеру полимеризации на доотверждение. Преимущества способа: получение толстослойного покрытия всего за нанесение в один цикл. 3. Третий способ нанесения порошковой краски — применение открытого пламени (flame spray). Нанесение порошкового покрытия осуществляется пистолетом, оснащённым пропановой горелкой. При попадании в пламя горелки, частицы плавятся, и оказываются на окрашиваемой поверхности уже полужидкими. Само же окрашиваемое изделие предварительно не нужно нагревать. Метод окрашивания с помощью пламени используется для создания термопластичных покрытий. Краска, прошедшая сквозь горящий пропан, формирует на поверхности прочный слой. Так как прямого нагревания окрашиваемого изделия не происходит, способ может использоваться не только для металла, но и для каучука, камня, композитов. Его успешно применяют для крупногабаритных или стационарно закреплённых объектов.
Преимущества и недостатки метода
Достоинства технологии порошковой покраски металла:
- экологичность красящего состава.
- минимальная усадка благодаря отсутствию растворителя;
- большой выбор цветов;
- высокая механическая устойчивость окрашенных поверхностей;
- привлекательный вид.
Недостатки:
- Для покраски больших заготовок нужно покупать крупногабаритную печь.
- Невозможно нанести тонкий слой покрытия.
- Порошок плавится только при высокой температуре. Из-за этого технология не подходит для окрашивания пластиковых, деревянных заготовок.
Окрашивание металлических элементов (Фото: Instagram / ooo_pc_alvit)
Процесс покраски порошком
Разумеется, для порошковой покраски необходима специализированная технологическая линия. Процесс порошковой покраски можно разделить на следующие этапы:
- Зачистка заготовок от коррозии и прочих загрязнителей
- Обезжиривание
- Сушка
- Электростатическое нанесение порошка
- Запекание в печи полимеризации
- Охлаждение окрашенных деталей
- Контроль качества
В целом все вышеперечисленные этапы технологии порошковой окраски можно разделить на 2 процесса: подготовка и покраска.
- Наиболее трудоемкой является, конечно же, подготовка. В ходе подготовки сырые и грязные заготовки передаются на линию пескоструйной или даже дробеструйной обработки. Но если заготовки являются какими-то деликатными, то может использоваться и кислотная обработка.
- Очищенные заготовки передаются в камеру мойки, где в условиях высокой температуры и давления заготовки обезжириваются. Для обезжиривания могут использоваться как кислотные растворы, так и обыкновенные моющие средства. После мойки заготовки обязательно и непременно подвергаются сушке. На этом этап подготовительных работ заканчивается. Начинаются покрасочные операции.
- Линия нанесения краски и запекания (полимеризации) нередко совмещаются друг с другом. Обычно краска наносится специальным электростатическим распылителем. В этом устройстве порошок электризуется и подается на заготовки сжатым воздухом. Благодаря электростатическом заряду порошок хорошо прилипает к обрабатываемым поверхностям.
- После нанесения краски заготовки подвергаются нагреву до достаточно высокой температуры. Температура плавления порошка напрямую зависит от типа краски. Кстати, о типах порошковой краски будет рассказано ниже по тексту. В среднем порошковая краска запекается при температуре 250-300 ˚С.
- Достигнув кондиционной температуры заготовки выдерживаются в горячей камере еще некоторое время. Затем начинается этап охлаждения. Температура камеры полимеризации постепенно снижается до 25 ˚С.
- Остывшие покрашенные детали осматривает специалист по контролю качества. Обычно порошковая краска не дает брака. Но если неправильно подготовить детали или использовать сломанный распылитель, то брак вполне может появиться.





