

Разновидности фанеры
Классифицировать этот материал можно по нескольким признакам. Одной из классификаций выступает разделение по типу обработки. Основой материала выступает древесный шпон толщиной 1-1,4 мм. В процессе изготовления фанеры на шпон наносится слой клеевого состава, а далее происходит процесс склеивания листов между собой. В зависимости от того какой состав имеет клей и производится классификация по типу обработки:
- ФК – наиболее распространенный вид фанеры. При склеивании применяются клеи на карбамидной основе.
- ФСФ – для этого типа плит используется фенолформальдегидный клей. Этот материал отличается высокой прочностью и влагостойкостью.
- ФБС – для этого материала применяется бакелитовый клей. Этот тип фанеры выдерживает большие нагрузки и не меняет форму при колебании температуры.
- ФБА – шпон в этом виде материала склеивается при помощи альбуминно-казеинового клея. Это самый экологически чистый материал. Единственный недостаток он боится влаги.
- БВ – фанера, для склеивания которой применяется водорастворимый бакелитовый клей. При всех положительных качествах, этот сорт боится влаги.
- ФОФ – пласты шпона склеиваются при помощи формальдегидной смолы, при этом имеют высококачественную облицовку с одной или с двух сторон. Этот вид имеет очень высокую плотность и прочность.

Есть еще одна классификация этого материала. Независимо от типа фанеры она делится на четыре сорта:
- Сорт первый – минимальное количество изъянов на поверхности. Вся поверхность однородная без сучков и трещин.
- Сорт второй – на поверхности допускается незначительное коробление, трещины. Во внутренних и в наружных слоях допускается наличие вставок в местах сучков и червоточин.
- Сорт третий – может иметь видимые дефекты со вставками. Допускается наличие червоточин до 6 мм.
- Сорт четвертый – возможно наличие множества дефектов, к тому же допускается неровность кромок краев листов с разницей до 5 мм.
Упаковка и маркировка фанеры
Фанеру упаковывают в пачки массой не более 80 кг. По согласованию с потребителем фанеру можно упаковать в пакеты увеличенной массы, но не более 900 кг. Листы фанеры укладывают в пачки лицевыми сторонами внутрь. Каждую пачку сверху и снизу укрывают упаковочной (низкосортной) фанерой, а по кромкам деревянными планками из сухой здоровой древесины. Затем пачку перевязывают металлической (стальной) лентой в продольном и поперечном направлениях. Фанеру низших сортов общего назначения можно упаковывать веревкой.
Для уменьшения расхода упаковочных материалов, улучшения хранения фанеры и снижения трудозатрат созданы автоматы, упаковывающие фанеру в пачки массой до 1 т.
На каждую пачку фанеры наносят маркировку, в которой указывают: наименование предприятия-изготовителя; марку и сорт фанеры породу древесины, размеры фанеры, сложность, число листов в пачке, массу пачки (пакета),
вид обработки поверхностей наружных слоев фанеры, обозначение стандарта, которому соответствует фанера.
Финансовые расчеты
Идеи из Китая для мини производства в гараже
Помимо закупки оборудования вам понадобятся средства на:
- Аренду помещения – 1 тыс. долларов;
- Закупку сырья – 10–11 тыс. долларов;
- Клей – 6 тыс. долларов;
- Зарплату – 4 тыс. долларов.
Итак, для старта вам понадобится примерно 130 тыс. долларов. Такое предприятие будет выпускать примерно 60 куб. метров фанеры в день, стоимостью 500–550 долларов. Ежемесячная выручка от реализации готовой продукции составит 30–33 тыс. долларов за один месяц. Первоначальные капиталовложения окупятся за 8–9 месяцев, после чего вы будете получать чистую прибыль.
Видео по теме Видео по теме
Идеи мини производства из Европы в гараже предполагают изготовление материала одного вида без использования дорогостоящего оборудования. В таком случае вам не понадобится крупный стартовый капитал, поскольку такой бизнес можно открыть с минимальными вложениями. Чтобы получать дополнительный доход, можно параллельно заняться производством изделий из фанеры. В таком случае прибыльность вашего предприятия увеличится в разы.
Особенности ламинированного вида
Ламинированные древесно-стружечные плиты обладают определенными качествами. К примеру, перекрещивающиеся под разными углами волокна придают им прочности и гибкости. Особое покрытие защищает их от влаги, химических реагентов, солнечных лучей и механических повреждений. Такой стройматериал отличается и ударопрочностью. Он хорошо переносит различные нагрузки.
Особой популярностью пользуется водостойкая ламинированная фанера. Она очень прочная, а ее способности универсальны. В процессе производства плиты склеивают при помощи формальдегидного клея и покрывают специальной пленкой, которая не боится действия воды и химических средств. Это делает их более износостойкими. Кроме того, древесно-стружечные плиты получаются довольно толстыми.
Если вы решили использовать такой стройматериал, то должны знать, что он препятствует появлению плесени на стенах и потолке. Поэтому можете смело отделывать влагостойкими ламинированными плитами внутренние поверхности помещений и фасады зданий. Прослужить такой стройматериал может довольно долго. Отметим, что строить из него можно все что угодно в любое время года.
Качество, прочность, долгий срок службы – это именно те характеристики, которые сделали древесно-стружечные плиты особенно популярными.
1.9 Этапы выполнения работы
Производство фанеры – длительный технологический процесс, который
начинается еще на лесоповале. Именно там из сваленного леса отбирают бревна,
которые пойдут на получение шпона. В России шпон изготавливают из хвойных
(сосна, ель, пихта, кедр и т.п.) и лиственных (почти всегда береза) пород.
Белорусские производители используют ольховый шпон – довольно рыхлый и
непрочный. Зарубежные заводы изготавливают фанеру из самых разных древесных
пород, многие из которых в России известны только ботаникам.
После отбора и доставки древесных стволов на производство их очищают от
коры и остатков сучьев и распаривают в горячей воде. Под воздействием высокой
температуры и влаги лигнин, который склеивает древесные волокна, размягчается,
и связь между волокнами ослабевает. Именно для этого и нужно распаривать
бревна: лущить сухую древесину практически невозможно
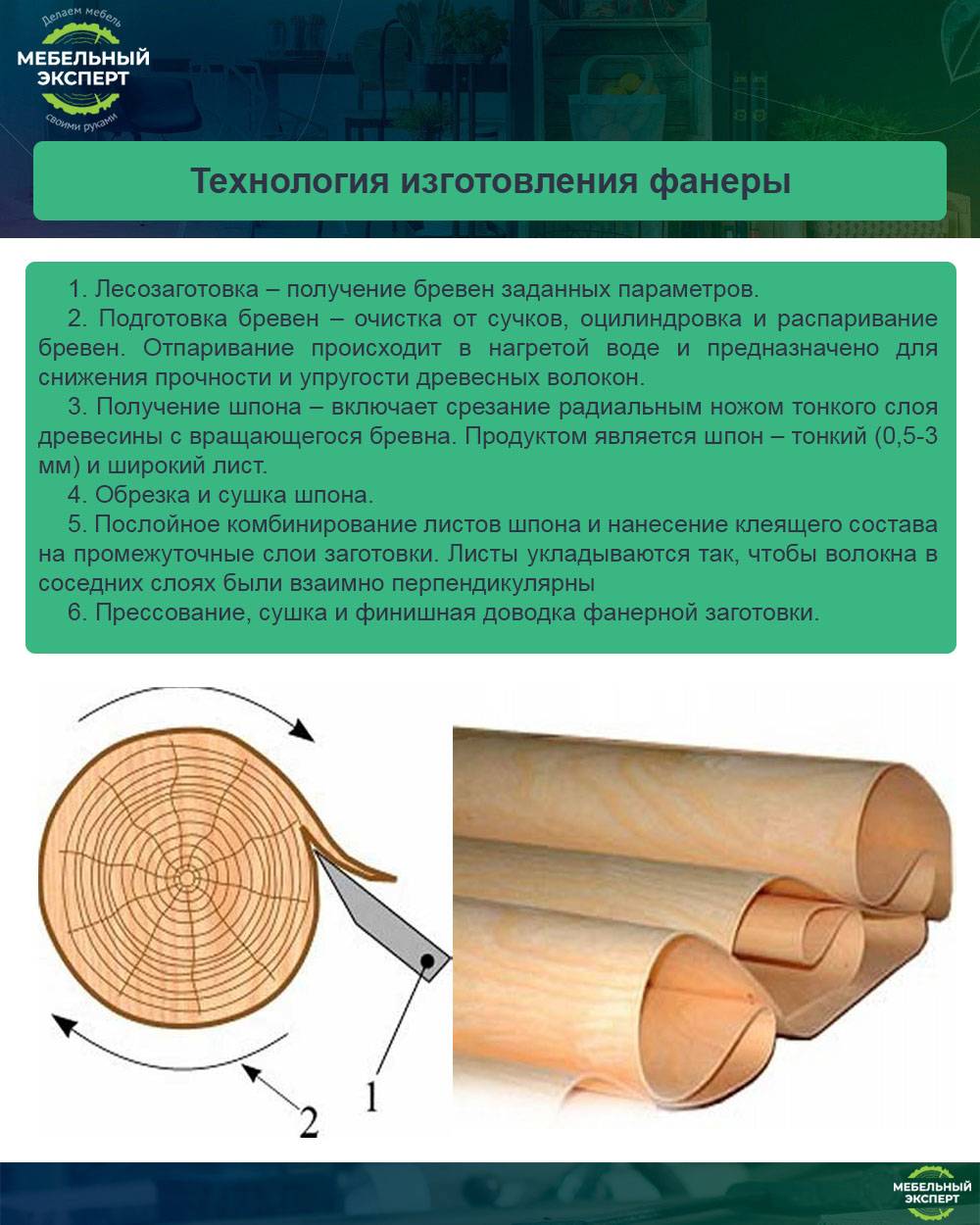
Распаренные и размягченные древесные кряжи поступают на лущильный станок.
Бревно зажимают с торцов и начинают вращать с высокой скоростью. Лущильный нож,
длина которого равна длине древесного кряжа, постепенно прижимается к
вращающемуся бревну, слущивая с него тонкий слой волокон. В результате
получается длинная тонкая лента, которую затем распрямляют, раскраивают и
высушивают. Так получают основной компонент клееной фанеры – лущеный шпон.
Следует отметить, что лущеный шпон – относительно недавнее изобретение.
Технология лущения древесины была разработана лишь в 19 веке русским (хотя
правильнее было бы сказать натурализовавшимся в России) профессором Фишером.
Именно поэтому клееная фанера из лущеного шпора в течение многих лет называлась
«русской фанерой».
После высушивания и сортировки листов шпона из него формируют стопки.
Шпон в стопках подбирают таким образом, чтобы более качественные листы шпона
находились снаружи, а менее качественные – внутри. Такой подбор шпона позволяет
получить фанеру более высокого сорта, поскольку основным критерием качества
фанеры является количество дефектов на ее поверхности. После того как шпон
уложен в стопки, их вновь разбирают, покрывают поверхность листов шпона клеем,
собирают и помещают под пресс для подпрессовки. Затем сразу несколько листов
прессуют в многоэтажном прессе, где под воздействием высокой температуры шпон
склеивается и образует фанерные листы.
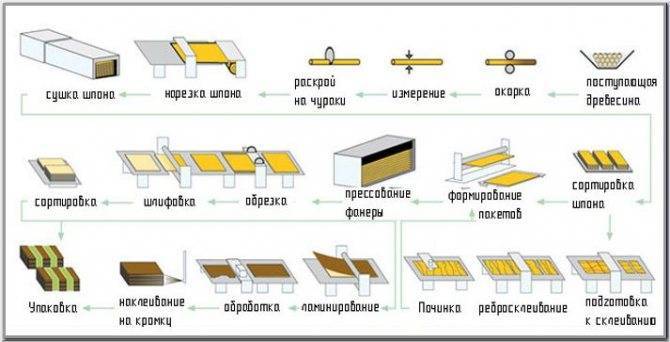
Рисунок 2 – Технологическая схема
производства фанеры
Расчёт прибыльности и окупаемости производства
Если открывать производство нешлифованной фанеры нужно учитывать, что на изготовление 1м2 листового материала уходит около 1,6м2 древесины. Наиболее подходящим по эксплуатационным качествам материалом в данном случае будет берёза.










Если расчётный месячный объём производства составляет 50м2 и более, затраты на изготовление продукции будут примерно следующими:
- Аренда цеха – 90 000 руб.;
- Оплата труда сотрудников – 110 000 руб.;
- Сырьевая база с расчётом на месяц (берёза и клей) – 300 000руб.;
- Резервные средства – 40 000руб.
Средний показатель рентабельности производства фанеры составляет 40%, а значит, окупится это производство приблизительно за год.
Из какого дерева изготавливают материал?
Производить продукцию можно из древесины хвойных и лиственных пород. Наиболее популярны следующие варианты:
- Береза. Характеризуется твердой структурой, обеспечивает отличное соединение плит между собой, поэтому подходит для получения тонкого и прочного шпона. Готовые изделия можно подвергать любой обработке, в том числе перфорации, без образования серьезных трещин и сколов.
- Ольха. Такой шпон не подвергается усыханию, а постоянное воздействие воды и высоких температур не приводит к появлению деформаций. Используется в качестве дополнения к более дешевому шпону.
- Липа. Обладает близкими с предыдущим вариантом параметрами. Относится к древесине, которая имеет однородную структуру, что обеспечивает образование ровного шпона при лущении.
- Хвойные (сосна, ель, пихта, лиственница и кедр). При обработке этих материалов могут возникать сложности, поскольку часто наблюдается неоднородность структуры годичных колец, особенно у сосны. По прочности такая фанера уступает березовой, но имеет меньший вес, что облегчает самостоятельную транспортировку и укладку. К тому же за счет натуральных смол изделия более устойчивы к появлению плесени и грибка.

Листы из березового шпона считаются наиболее качественными, ольха и липа — средний вариант, к бюджетному направлению относятся хвойные разновидности, исключение составляет только лиственница, по качеству она приравнивается к березе Таким образом, продукцию можно изготовлять из различных сортов, но наибольшую востребованность имеют береза, сосна и ель. Для удешевления материалы могут комбинироваться.
Изготовление шпона своими руками
Изготовление шпона вполне осуществимо и в домашних условиях. Если имеется хотя бы небольшой навык обращения с деревом и некоторые инструменты – можно смело приступать к решению этой задачи. Чтобы изготовить своими руками пилёный шпон, необходим деревянный брус, на котором следует сделать вертикальную разметку линиями на расстоянии не более 12 мм. Далее, закреплённый на верстаке брус нужно распилить по разметке лобзиком или пилой.
Аналогичным способом можно получить строганный шпон. В данном случае заготовка обрабатывается с помощью электрического рубанка. Чтобы своими руками сделать лущёный шпон нужна заготовка цилиндрической формы. Заготовку следует закрепить так, чтобы она вращалась. Снимая по спирали слои древесины можно получить листы большого размера.
Область применения шпона довольно широкая – от производства мебели, декоративной фанеры, музыкальных инструментов, до отделки салонов автомобилей и круизных морских лайнеров. Отделка шпоном придаёт изделиям уникальность и привлекательность благодаря естественной красоте текстуры дерева. Ресурсы древесины ценных пород неумолимо уменьшаются, а использование шпона помогает экономить этот уникальный, дефицитный материал.
Регистрация предприятия
Оптимально для нового завода подходит организационная форма ООО, АО.
При регистрации основным кодом ОКВЭД будет 16.21 «Производство шпона, фанеры, деревянных плит и панелей». Полный пакет кодов собирается индивидуально, для чего можно обратиться к специалистам.
Обязательному лицензированию деятельность не подлежит. Однако поскольку производство относится к вредным и пожароопасным, потребуется получить разрешения в Ростехнадзоре, МЧС, а также оформить пожарный сертификат в соответствии с требованиями технического регламента №123 от 22.07.2008 г. После этого можно подавать документы на получение декларации о соответствии товаров нормативам системы ГОСТ Р.
Из исторических глубин
Как часто бывает с историей, от длительного использования она затирается, и вот уже нельзя разглядеть подробности, и видны только очень выпуклые факты.
Название «фанера» происходит от голландского слова «fineer», что означает тонкий древесный лист, шпон. А вот тонкие древесные листы, склеенные между собой в единый трех и более слойный лист, носил название арборит.
Тонкие листы древесины – шпона, известны очень давно. Наиболее древним изделием, с фанерованным покрытием ученые считают ящик-ларец, найденный в одной из фараоновых гробниц. Сундучок тот сделан из древесины кедра, а на лицевой стороне покрыт тонкими пластинами эбенового дерева. Сделано это было, скорее всего, для удешевления изделия – в Египте своих лесов было, мягко говоря, недостаточно, и древесину ввозили издалека.
Массовое производство фанерованной мебели началось во Франции, в XVI веке. Такая имитация ценных пород древесины в мебельном производстве позволила сделать предметы мебели более доступными для массового потребителя. Именно от столярной технологии фанерования и происходит сленговое название использования плюс-фонограммы некоторыми исполнителями: «петь под фанеру» — имитировать для массового потребителя ценное живое исполнение записанной заранее фонограммой.
Но вернемся к материалу, склеенному из нескольких листов фанеры – арбориту. Изобрел в 1881 году эту технологию Огнеслав Степанович. Костович. Новый материал Костович разработал для изготовления деталей дирижабля «Россия». Из арборита был изготовлен не тольк остов дирижабля, но и детали двигателя, в том числе, и передаточный вал, имевший длину тридцать метров.
Технология производства фанеры
Технология производства фанеры сегодня подразумевает минимальное использование ручного труда. Большинство операций в технологическом процессе проводится станками и роботизированными линиями. Но, даже при таком высоком уровне развития оборудования для производства фанеры без профессиональных кадров не обойтись.
Самые ответственные операции в процессе производства – отбор древесины, выбраковка, подбор качественного шпона проводится вручную. А вот среди необходимого оборудования для производства фанеры должны быть:
- окорочной станок;
- ванна для замачивания заготовок;
- лущильный станок;
- гильотина;
- туннельная сушилка;
- станок для нанесения клея;
- линия для склеивания;
- прессы для холодного и горячего склеивания;
- форматно-раскроечный станок;
- шлифовальная установка.

Это далеко не полный перечень оборудования для производства. Для расширения ассортимента продукции в перечень оборудования можно включить и станок лазерной резки материала, и станок для фасонной формовки изделий.
Заготовка древесины для получения фанеры
Для получения продукции самого высокого качества требуется отбор самого качественного сырья. Лучшим сырьем считается липа и береза. Из лиственных пород получается продукция среднего качества. А вот из хвойных обычно получается продукт самого низкого качества, используемый в строительстве как технологический материал для опалубки или возведения временных конструкций.
Перед тем как поступить на лущильный станок, древесина сначала пропаривается или погружается в бассейн с горячей водой. Это необходимо для того, чтобы из дерева были удалены смолы и деготь, а сами волокна стали более пластичными.
Процедура изготовления и отделки шпона
После пропаривания, заготовки поступают на лущильный станок. Здесь бревно зажимается как в токарном станке в двух центрах, и начинает вращение вокруг оси. Нож шириной во всю длину бревна начинает снимать шпон. Эта процедура напоминает разматывание рулона бумаги. Только вместо бумаги получается полотно из шпона толщиной 1-1,4 мм. В изготовлении фанеры высокого качества необходимо чтобы шпон был одной толщины по всей длине отрезка.











Как делают фанеру
Технология производства включает множество процессов, поэтому в домашних условиях качественного результата добиться не получится. Но своими руками можно осуществить фанерование предметов интерьера или поделок.
Оборудование
Чтобы изготавливать листовые изделия, производство должно иметь соответствующее техническое оснащение с конвейерными линиями. Отбор и обработка шпона проводятся вручную.
Необходимое оборудование:
- Калибровочный и окорочный станок. Используются для очистки бревен. В линию дополнительно включается обрезочное устройство. Технология допускает применение различных модификаций с ваннами для мытья и размягчения.
- Специальная установка для лущения. Наиболее популярны автоматические станки, оснащаемые двойными телескопическими шпинделями, между которыми закрепляется заготовка. Процесс контролируется до получения нужного результата. Настройка оборудования позволяет получать шпон разной толщины.
- Гильотина или специальные ножи. Отвечают за обрезку получаемой ленты до нужной длины. Современные агрегаты выполняют работы самостоятельно, укладывая лущеный материал в стопы.
- Сушилка. Обеспечивает нужный уровень влажности без нарушения структуры. Чаще всего применяется устройство тоннельного типа.
 На начальном этапе качество получаемого шпона зависит от станка, отвечающего за лущение древесины, и линии по сушке
На начальном этапе качество получаемого шпона зависит от станка, отвечающего за лущение древесины, и линии по сушке
- Комплексная установка для приготовления и нанесения клея. Модификация зависит от вида состава.
- Станки для последовательного склеивания слоев. В технологический участок включено оборудование для первоначального форматирования.
- Холодный и горячий пресс.
- Станки для обработки по длине и ширине.
- Шлифовальные и обрабатывающие устройства. Позволяют получить определенную разновидность плит (например, перфорированные изделия).
 Установка по нанесению клея и пресс отвечают за монолитность изделия, а от качества подрезки и шлифовки напрямую зависит товарный вид фанерыТолько качественное и правильно настроенное оборудование обеспечивает производство фанеры, которая будет отвечать всем нормам ГОСТа и потребностям покупателя.
Установка по нанесению клея и пресс отвечают за монолитность изделия, а от качества подрезки и шлифовки напрямую зависит товарный вид фанерыТолько качественное и правильно настроенное оборудование обеспечивает производство фанеры, которая будет отвечать всем нормам ГОСТа и потребностям покупателя.
Процесс изготовления
Алгоритм действий:
- Сырье подается на линию калибровки и очистки, где с бревен удаляются сучки и отделяется кора. Материал нарезается на фрагменты нужного размера.
- Получившиеся чурки перемещаются в ванну с горячей водой. В жидкость могут добавляться дополнительные компоненты, отвечающие за сохранение или улучшение определенных свойств. Этот этап необходим, чтобы вся древесина пробрела одинаковую влажность. Также процесс значительно облегчает дальнейшую обработку.
- Бревна помещаются на лущильный станок и фиксируются между двумя валами, которые задают темп вращения. Находящиеся с краю лезвия осуществляют снятие шпона. Можно использовать и другие методы, но лущение является наиболее эффективным.
- Листовой или ленточный шпон помещается на раскроенный станок, где происходит формирование размера. Для этих целей можно применять гильотину или специально настроенные ножи, в зависимости от подачи сырья.
- Наступает этап сушки: передвигаясь по роликовой системе, материал последовательно обрабатывается горячим воздухом. Итогом должна стать продукция с остаточной влажностью 4–6%.
- Шпон подается на проверочный участок, где происходит устранение недостатков и сортировка. Хотя линия производства максимально автоматизирована, часть работы необходимо делать вручную. Сырье распределяется по размеру, осуществляется предварительная очистка и группировка в стопки.
- На материал для сердцевины наносится склеивающая смесь, сверху выполняется облицовка перпендикулярными пластами. Если требуется усилить структуру плиты, то добавляются дополнительные слои.
- Сформированные листы помещаются на участок прессования. В зависимости от используемого клея, применяется холодный или горячий способ. Первый вариант подразумевает сжатие слоев в течение 6 часов при постоянной температуре, второй – применение высокого давления и горячего пресса.
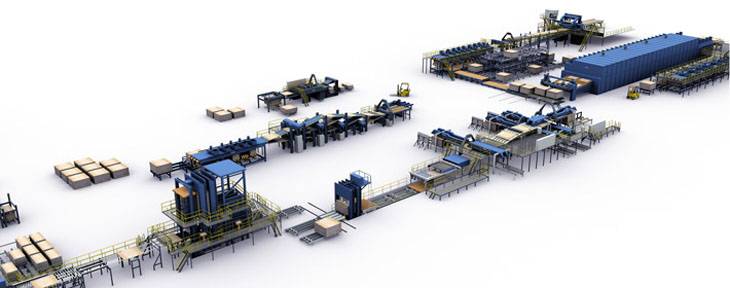
 Практически на всех заводах схема линии по производству фанерного листа одна и та же, а качество конечной продукции зависит от технологического уровня оборудования, из которого состоит конвейер После этого осуществляется конечная обработка, которая позволяет получать материал с необходимой степенью отделки: шлифовка, ламинирование, покрытие различными декоративными составами.
Практически на всех заводах схема линии по производству фанерного листа одна и та же, а качество конечной продукции зависит от технологического уровня оборудования, из которого состоит конвейер После этого осуществляется конечная обработка, которая позволяет получать материал с необходимой степенью отделки: шлифовка, ламинирование, покрытие различными декоративными составами.
6.1 Цех по производству фанеры
Процесс производства фанеры связан с тяжестью труда, шумом, токсичностью
связующих, пожароопасностью и другими рисками, поэтому при проектировании цеха
необходимо:
· между складами, производственной и бытовой частью возводить
капитальные стены;
· учитывать расстояние между оборудованием;
· не допускать пересечения материальных частей;
· предусматривать аварийные выходы;
· иметь комнату отдыха для рабочих;
· обеспечивать норму естественного освещения
На чертеже 2 показан план цеха по производству фанеры ФК 1525х1525 10mm
Общая площадь – 1800 м2;
Производственная площадь – 1440 м2;
Бытовая часть – 360 м2;
Складская площадь – 117.2 м2;
Электрощитовая – 6.76 м2;
Вентиляционная – 6.76 м2;
Тамбур – 68.4 м2;
Рынок сбыта
В России основными покупателями фанеры являются производители мебели и строительные компании. Особняком стоят судостроительные предприятия, изготовители автомобильной и железнодорожной техники, где используется фанера особых видов.









Новому предприятию придется конкурировать с действующими отечественными производителями, поставщиками фанеры из Германи, Египта, а также с дешевой китайской продукцией.
На этапе разработки бизнес-плана необходимо составить перечень потенциальных оптовых покупателей, выявить их потребности и постараться узнать, насколько они довольны действующими поставщиками. Располагая этой информацией, можно обеспечить себе конкурентное преимущество и переманить клиентов, предложив выгодные цены или отсутствующие у других производителей позиции товара.
Особенности фанеры сорта 4 4
Укладка линолеума на фанеру: преимущества, технология и полезные советы Среди большинства потребителей очень востребована сегодня фанера сорт 4 4, что это значит и что послужило этому причиной? Прежде всего ее низкая стоимость и отличные эксплуатационные характеристики. Этот материал отличает высокое качество соединения слоев и нешлифованная поверхность (содержит много дефектов), поэтому он используется лишь для изготовления упаковочной продукции и тары. Пригоден для настилания черного пола и для базового основания под ковролин и прочие финишные покрытия.
Технические параметры листов:
- размер листов 1500х1500 мм;
- толщина полотна – 8 мм;
- отклонение по ширине/длине – в пределах 2 мм;
- ІV сорт.
Фанера ФСФ хвоя,1, 22*2, 44 18 мм, нешлифованнаяИсточник tap.az
Склейка и прессование
Подготовленные листы шпона складывают в стопки. Направление волокон в смежных слоях качественной фанеры должно быть взаимно перпендикулярным. Каждый нечетный лист обрабатывается клеем с обеих сторон. Для производства фанеры используют растительные, животные и синтетические клеи. Выбор клея определяется предназначением готового изделия. Он должен обладать рядом характеристик:
- крепко и надолго склеивать;
- не повреждать древесину;
- не изменять ее естественный цвет;
- обладать водостойкостью и биостойкостью;
- не портить инструменты, которыми обрабатывают готовую фанеру.
Подготовленные стопки или пачки шпона подпрессовывают, чтобы удалить из слоев шпона лишний воздух и предотвратить преждевременное затвердевание клея и отправляют на склейку. Клеить фанеру можно двумя способами – горячим и холодным.
Холодный способ склеивания — это прессование будущей фанеры при комнатной температуре от 2 до 6 часов, а затем просушка. Время выдержки зависит от характеристик клея.
При использовании горячего склеивания пачки шпона, находясь под давлением, разогреваются.





