

Как правильно подобрать станок для холодной ковки: основные критерии выбора
Приняв решение заниматься холодной ковкой металла, вам предстоит столкнуться с проблемой выбора оптимального приспособления. Чтобы не совершить ошибку на этом этапе, достаточно определиться с основными условиями. Давайте же непосредственно рассмотрим каждое из них в отдельности.
Способ работы (управления)
В данной категории существует всего два варианта – либо ручной механизм, либо электрический. Первый метод лучше всего подойдёт новичкам, поскольку при нём можно оперативно изготавливать одинаковую продукцию без переналадки. Версия с электромотором, наоборот, довольно требовательна к навыкам мастера, но зато отличается высокой производительностью и возможностью работы с крупногабаритными профилями.
 ФОТО: ahequkupimer.tkЕщё одним несомненным достоинством ручных ковочных станков является высокая надёжность и долговечность
ФОТО: ahequkupimer.tkЕщё одним несомненным достоинством ручных ковочных станков является высокая надёжность и долговечность
Производитель оборудования
Не менее важный аспект – происхождение героя нашего обзора. На первый взгляд может показаться, что качественный заводской продукт будет идеальным при любых обстоятельствах. Да, в 95% случаев именно так всё и обстоит. Но не стоит забывать о талантливых обладателях «очумелых ручек». При желании, они могут создать с нуля уникальный самодельный инструмент, имеющий особые характеристики.
 ФОТО: omowolybikij.tkПри желании, можно собрать готовый станок лишь из подручных материалов – были бы чертежи да опыт сварочной работы
ФОТО: omowolybikij.tkПри желании, можно собрать готовый станок лишь из подручных материалов – были бы чертежи да опыт сварочной работы
Кстати, раз речь зашла о заводских моделях, не лишним будет предложить читателям небольшой рейтинг производителей станков, присутствующих на отечественном рынке:
| Бренд | Страна производитель | Популярная модель | Оценка HouseChief, балл |
 | Польша | Ручной гибочный универсальный инструмент Stalex SBG-40 | 8,2/10 |
 | Россия | Универсальный гибочный станок TRIOD SBG-30 | 8,7 /10 |
 | Чехия | Ручной листогибочный станок Proma UO-30 | 9,2/10 |
 | Германия | Инструменты для гибки завитков Blacksmith M3-V9 | 9,4/10 |
 | Россия | Станок художественной ковки Ажур-1М | 9,7/10 |
| |
Многие из читателей интересуются: правда ли можно изготовить самому с нуля работающую версию приспособления? Мы с уверенностью отвечаем – да, это действительно так. Более того, можно встретить массу реальных примеров подобной деятельности. Представленное ниже видео покажет вам лишь одну из сотен возможных вариаций. Всё зависит только от вас и вашего желания!
 Watch this video on YouTube
Watch this video on YouTube
Многозадачность
Как мы уже говорили ранее, герои нашего обзора могут быть как узкоспециализированными, так и универсальными. И хотя второй вариант кажется более выгодным и производительным, подобное решение подойдёт далеко не всем. Во-первых, вам может понадобиться лишь одна-две функции, а не целый набор возможностей – а это уже нерациональная переплата. Во-вторых, универсальные агрегаты быстрее выходят из строя, поскольку они используют чересчур много ресурсов. Также для начинающих кузнецов будет куда проще разобраться в особенностях работы узконаправленного приспособления для холодной ковки.
 ФОТО: ggptl.gomel.byПодобный прибор хорошо подойдёт для небольшого завода или частной мастерской, но никак не для обычных бытовых нужд
ФОТО: ggptl.gomel.byПодобный прибор хорошо подойдёт для небольшого завода или частной мастерской, но никак не для обычных бытовых нужд
Стоимость аппарата
Наконец, не лишним будет упомянуть о ценах на продукцию. На самом деле, найти устройство дешевле десяти тысяч рублей в данном сегменте не так просто – поэтому многие и стремятся к изготовлению самодельного оборудования. Тем не менее, станки заводского производства актуальны всегда, особенно для тех, кто хочет активно заниматься производством кованых изделий различного вида и назначения.
 ФОТО: websvarka.ruСэкономив на приобретении полноценного агрегата, вы вряд ли получите максимально качественный и надёжный результат
ФОТО: websvarka.ruСэкономив на приобретении полноценного агрегата, вы вряд ли получите максимально качественный и надёжный результат
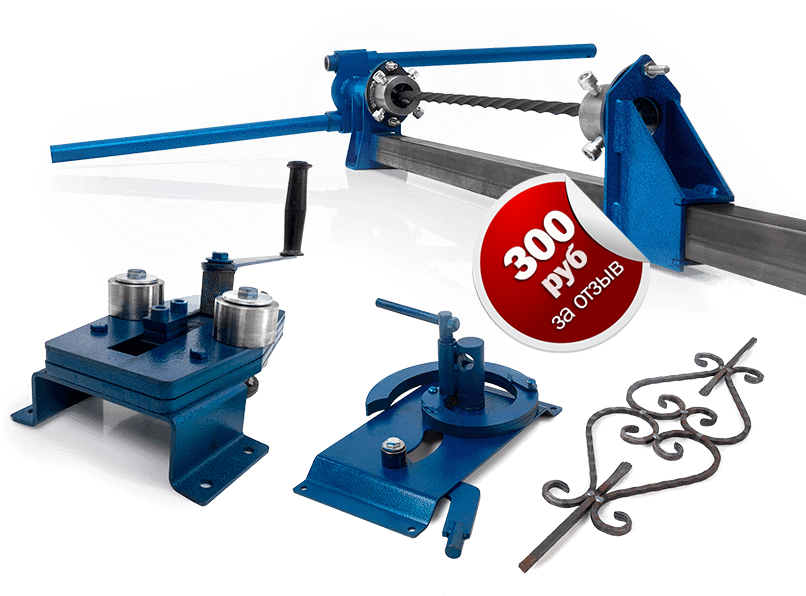
Оборудование для холодной ковки
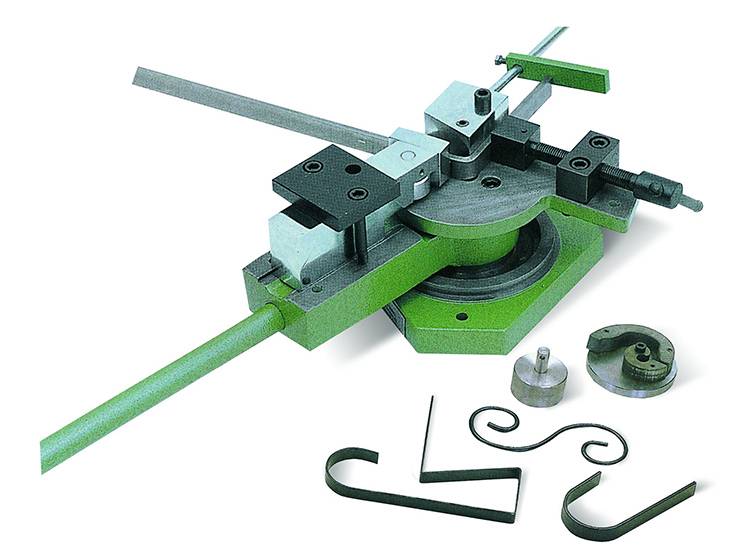
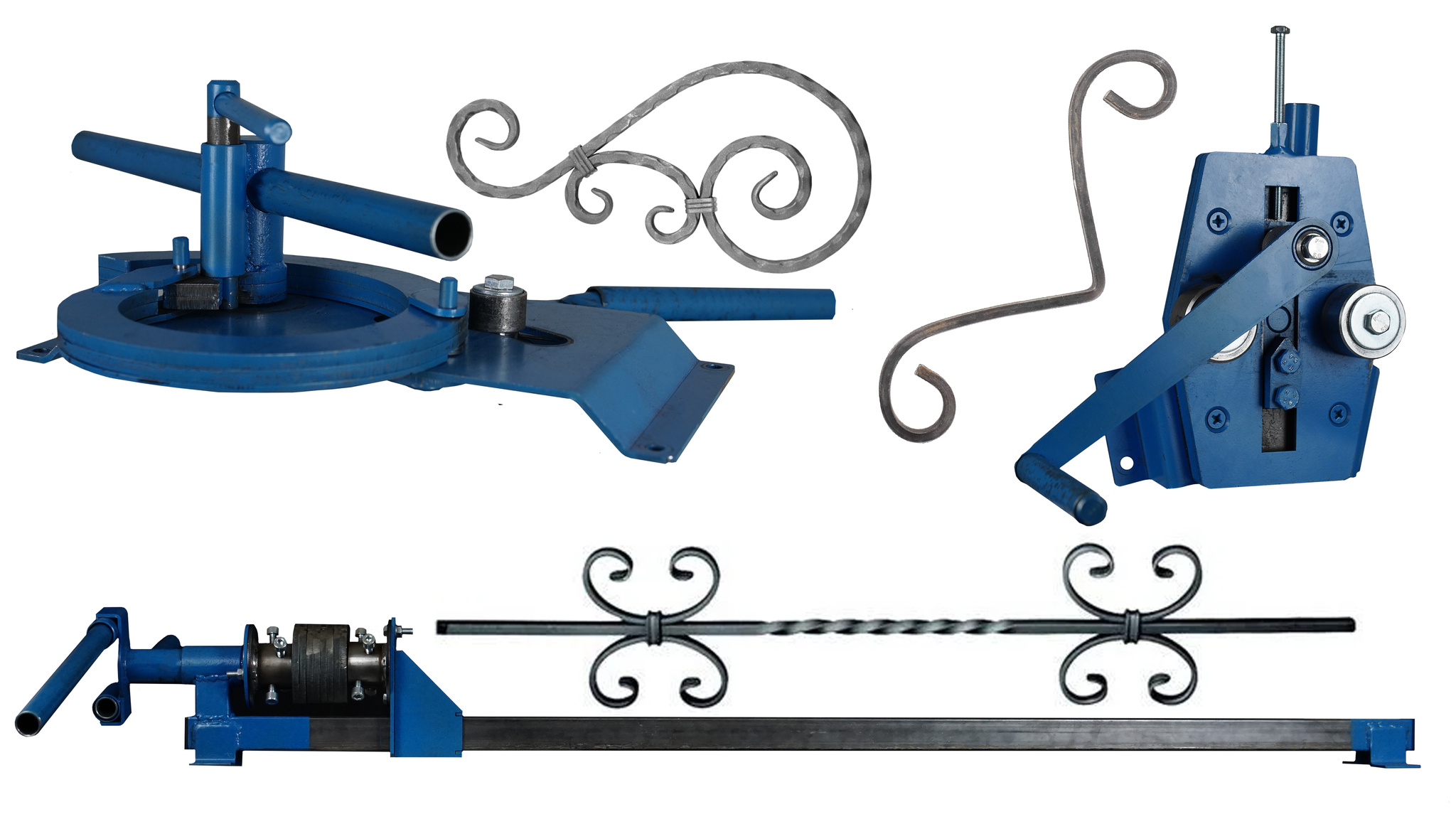
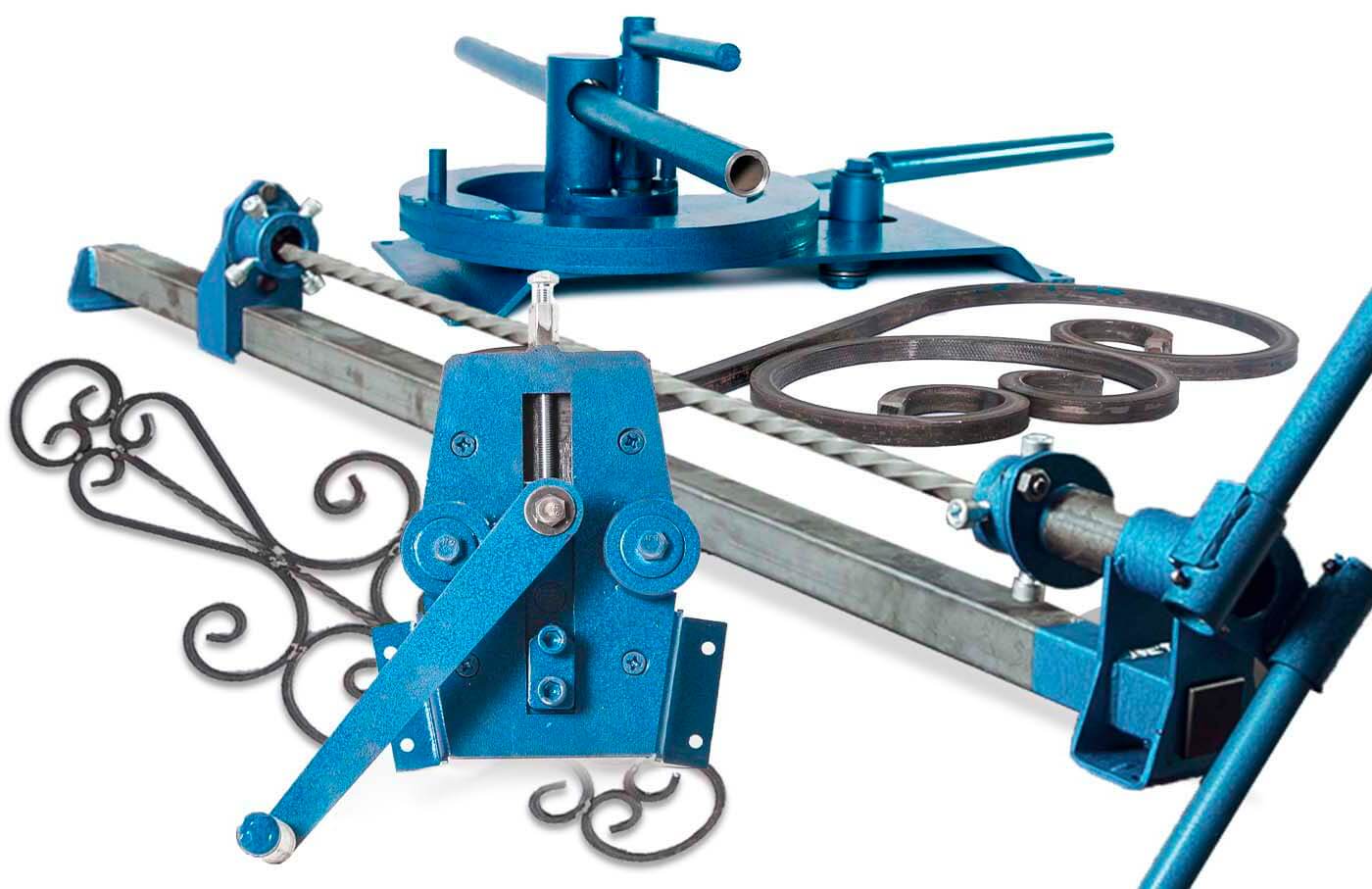
Для создания различных элементов холодной ковки применяется ручной и механизированный инструмент. Причем многие детали вполне реально изготовить на простейшем оборудовании, не требующем никакой автоматизации. Чтобы начать массовое изготовление вещей без горячей кузнечной обработки, потребуется шесть основных приспособлений: гнутик, улитка, волна, твистер, фонарик и глобус. Для чего предназначены такие инструменты и что с их помощью можно сделать?
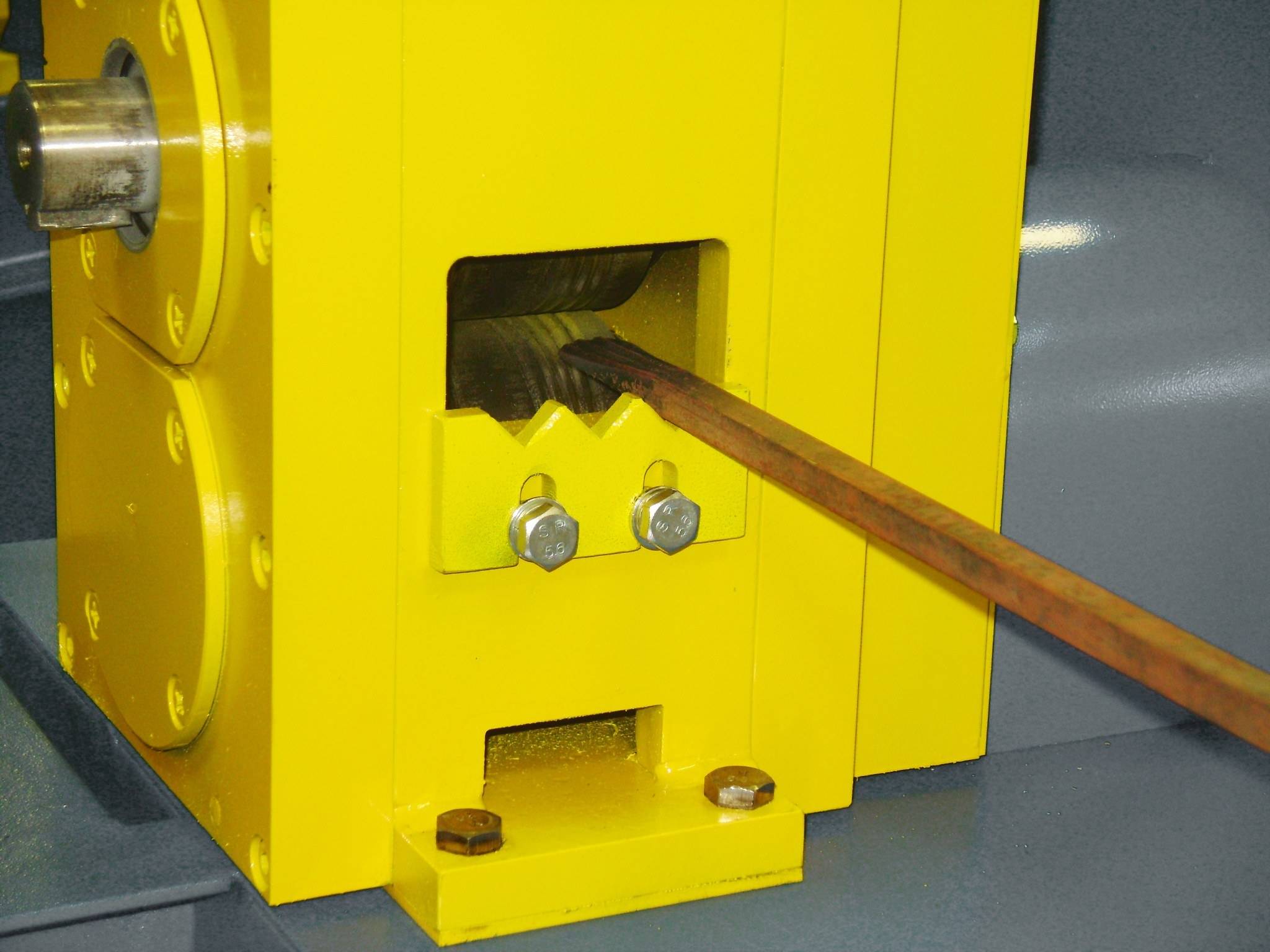
Гнутик
Такое приспособление служит основным инструментом при изгибании деталей. Особенность в том, что можно выбрать любой угол.
В отличие от горячей обработки, где требуется шаблон и опыт работы со специальной кузнечной вилкой, на гнутике вручную эта операция намного упрощается.
Конструкция состоит из гибочного штампа и эксцентрикового привода. В свою очередь шаблон для гибки состоит из закаленных роликов, которые смонтированы на прочной раме. Такой ручной станок может дополнительно оборудоваться различными приспособлениями. Гнутик может обрабатывать прокат в виде квадрата с размерами 12×12 мм или полосу толщиной до 3 мм.
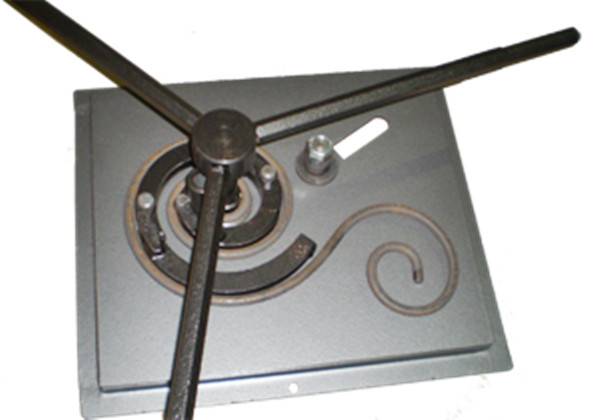
Улитка
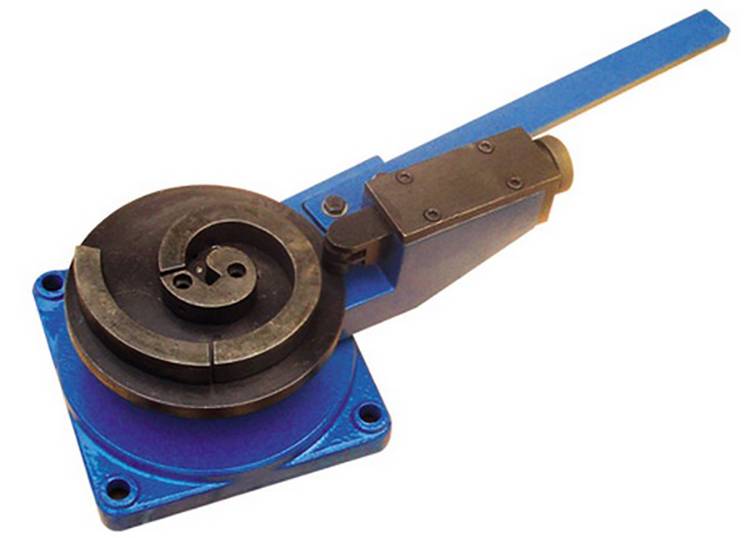
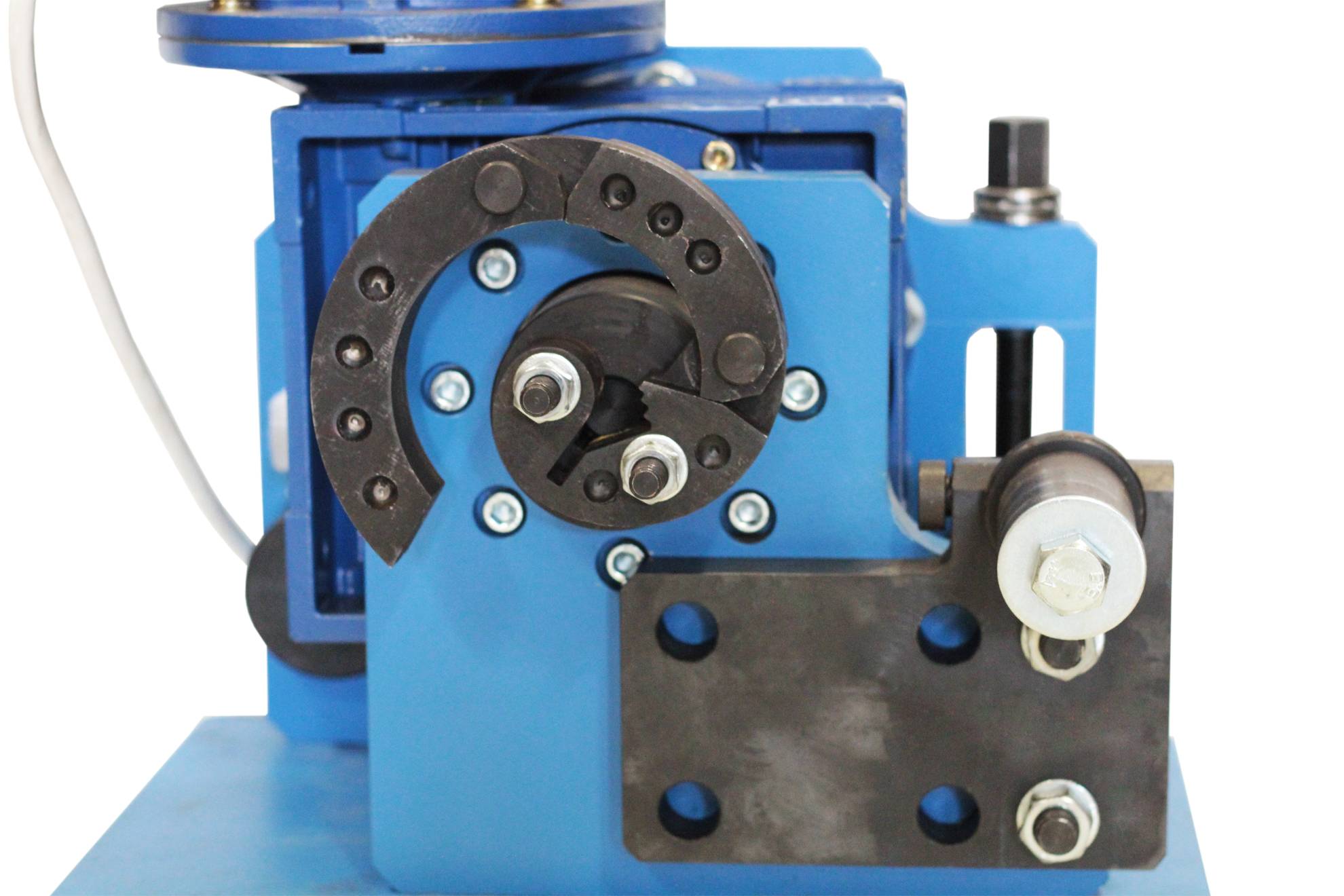
Это ручное приспособление применяют при создании спиралей и завитков. Название улитка прибор получил из-за своей основной составной части — кондуктора, имеющего витую форму. Завитки с проката соответствующего размера такой станок способен изготовить за один подход.
Как и гнутик, улитка вполне свободно обрабатывает основные, использующиеся в холодной ковке, виды проката — квадрат и пруток, сечением 10-12 мм, и полосу, толщиной 3-6 мм.
Основная рабочая часть (кондуктор) состоит из кулачка, располагающегося по центру, и двух дуг (малой и большой).
При создании небольших по размеру завитков дуги демонтируют, проводя гибку на кулачке. На фото показан один из вариантов исполнения такого ручного станка.
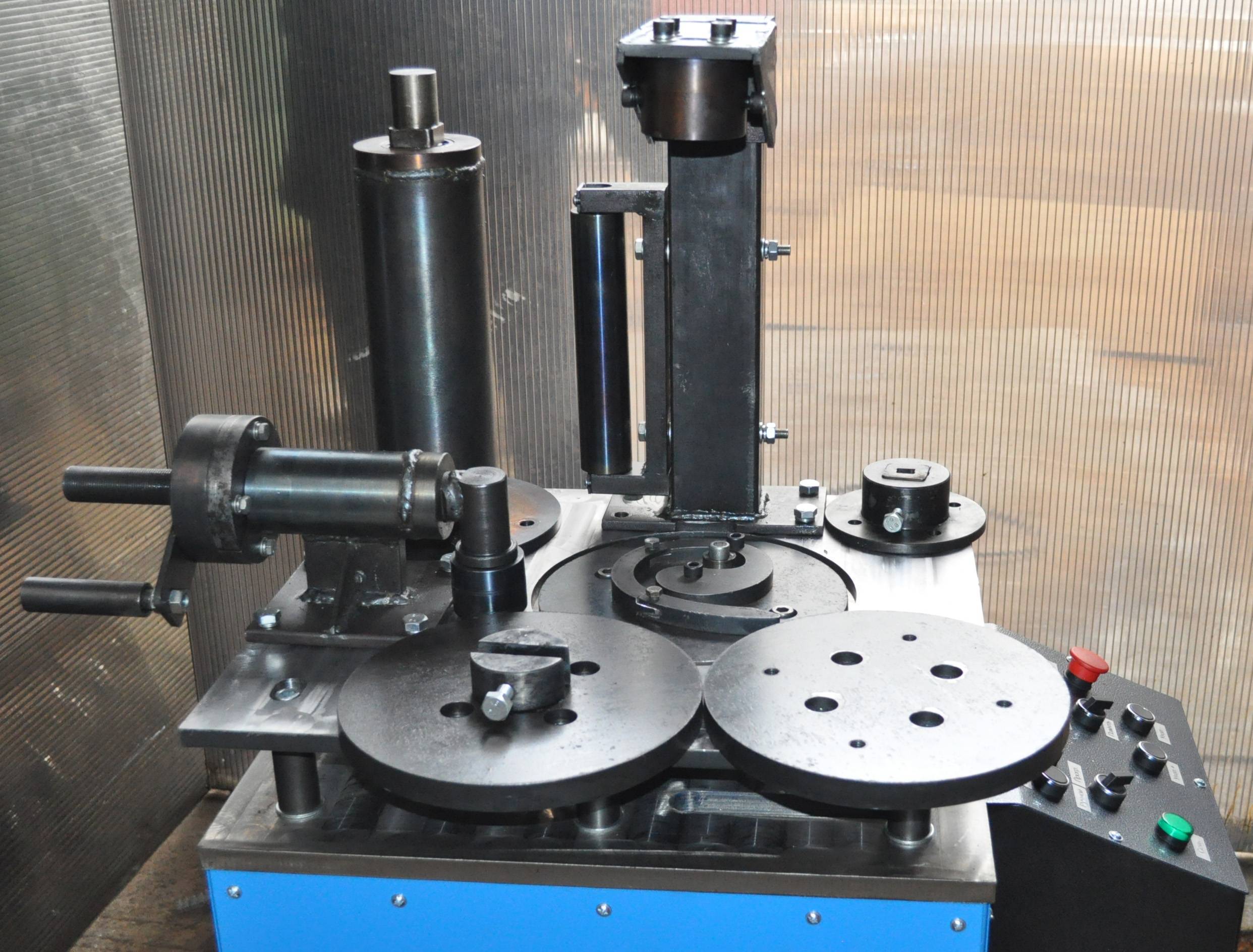
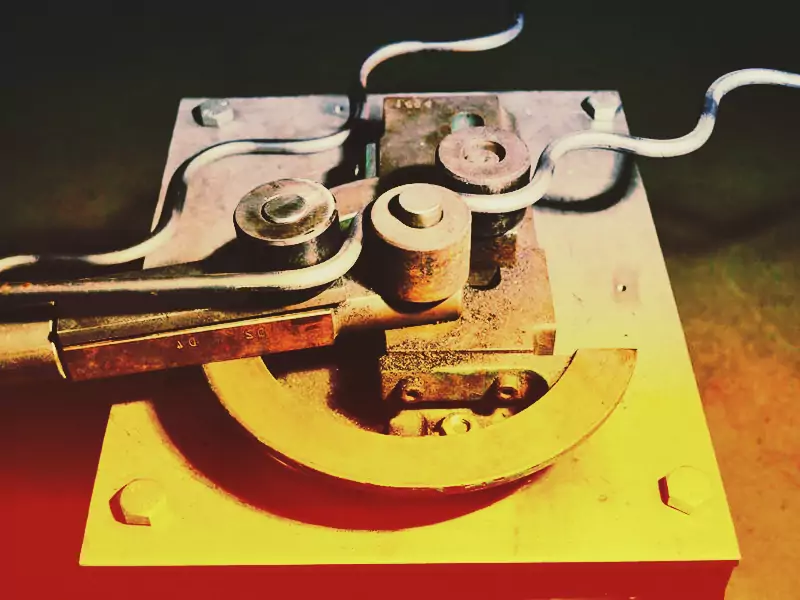
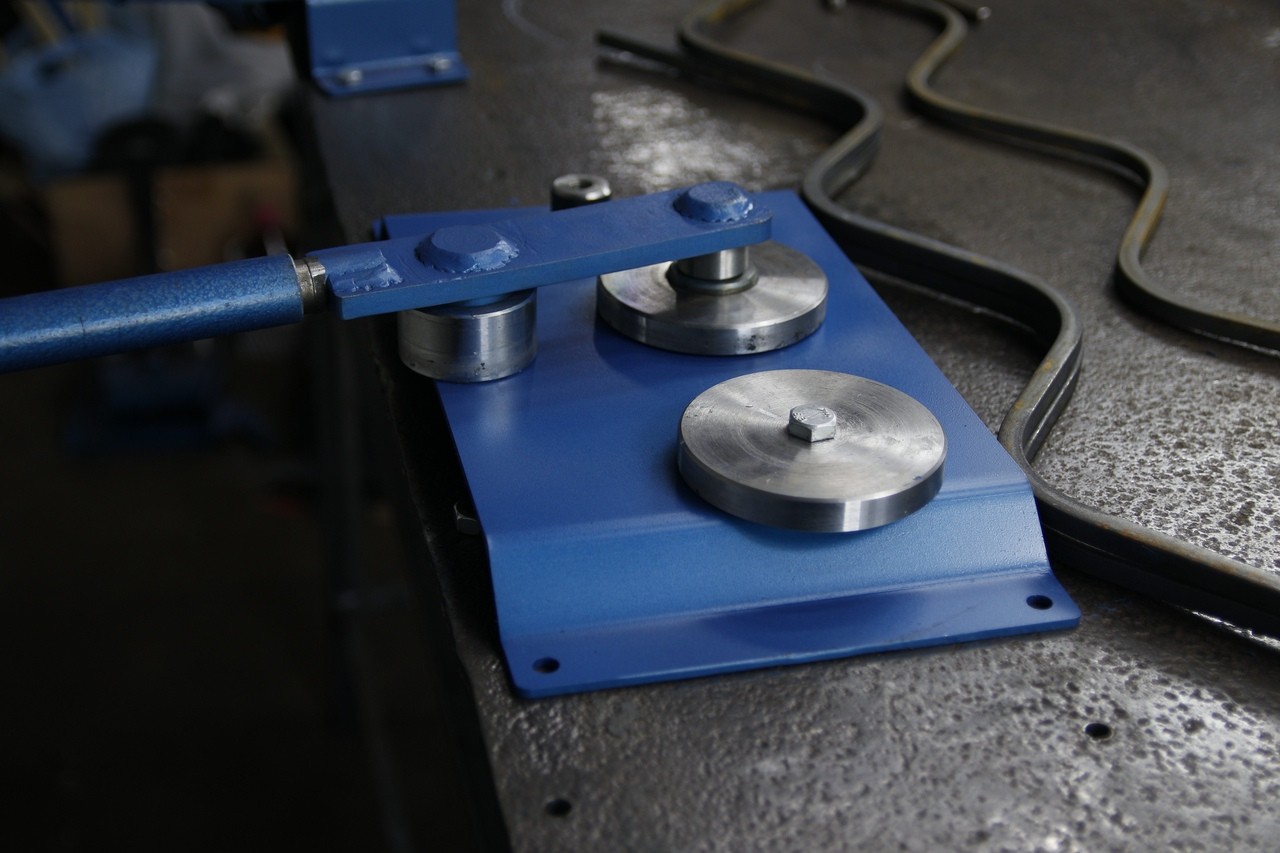
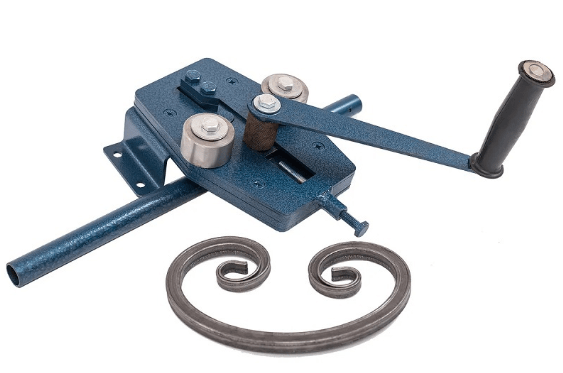
Волна
Приспособление, служащее для создания витых, повторяющихся узоров (довольно часто можно увидеть на оконных решетках). Основа устройства — два стальных диска, диаметром 140-150 мм, закрепленных болтами на рабочем столе. Часто можно встретить «управляемую волну» — устройство с регулируемыми зазорами между дисками. Такая функция возможна за счет наличия крепежных отверстий на разном расстоянии одно от другого. Переставляя диск можно создать различный изгиб волны. Как выглядит гибочный станок такого класса показано на фото внизу.
Твистер
Твистер закручивает вокруг своей оси пруток или квадрат. Принцип устройства похож на вороток для горячей обработки.
Конструкция состоит из основы, на которой размещается вращающаяся головка, и ползунок, регулирующий длину изделия. Заготовку фиксируют между этими двумя частями и при помощи рукояток закручивают до требуемого предела.
Фонарик
Одно из самых сложных изделий из холодной ковки — так называемая корзинка. С первого взгляда — это сложное переплетение металлических гнутых прутков или квадратов. Для производства такой детали используется такое кузнечное оборудование для холодной обработки заготовок, как фонарик.
Техника работы оборудования схожа с твистером: на основе закреплена крутящаяся головка и ползунок. Однако, заготовка «наматывается» по спирали на вставку — вал.
В принципе, корзинку можно изготовить, используя специальную вставку на твистер, однако возможен брак, который получиться исправить, лишь нагрев металл в горне. Поэтому, лучше применять фонарик, который не позволит образовываться перекосам.
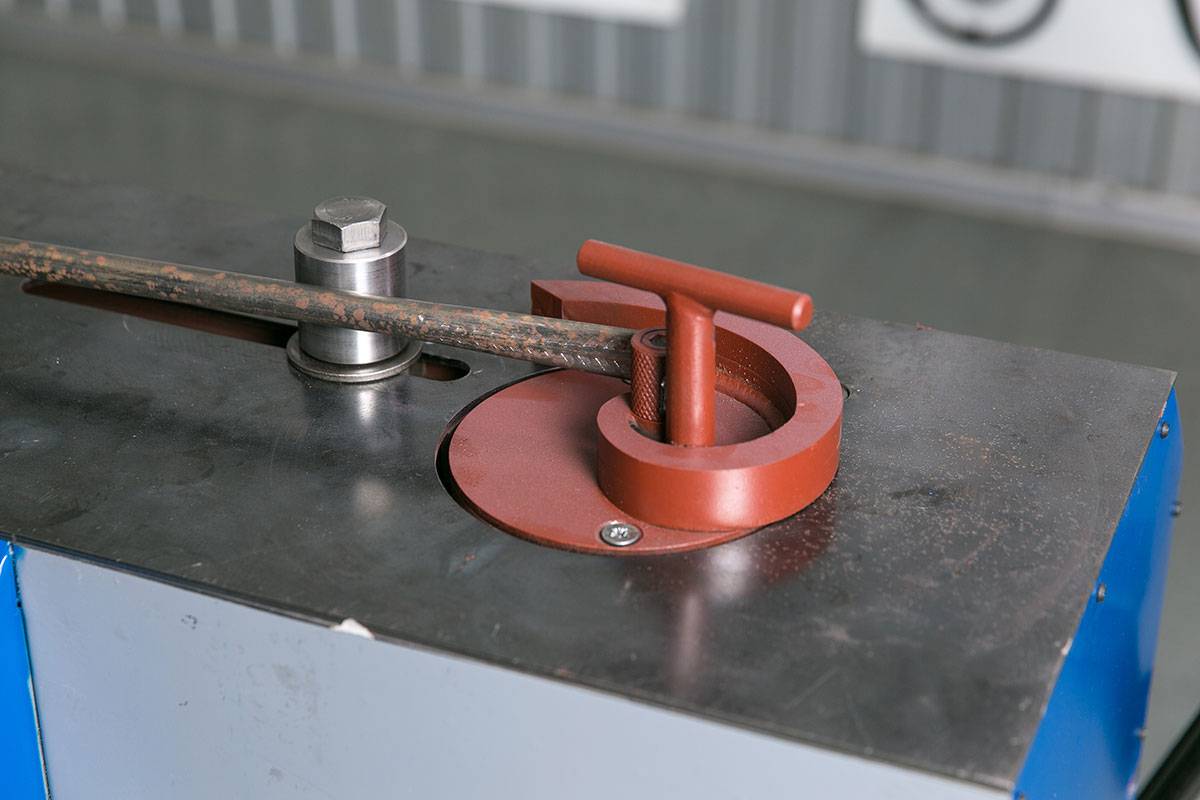
Глобус
Такой ручной инструмент для холодной ковки позволяет изгибать заготовку по дуге, загибая концы под востребованный угол, при этом получается объемное изделие. За что часто этот ручной станок называют объемником.
Основа устройства — шаблон в виде дуги и закаленные ролики, позволяющие двигаться ручному приводу. В зависимости от типа инструмента, он может работать с квадратным прокатом со сторонами 14×14 миллиметров, неширокой полосой до 25 мм, а также прутком.
Чаще всего глобус применяют для производства деталей «объемных» решеток, в которых отдельные элементы не лежат в одной плоскости с остальными.
С помощью этих простейших устройств, которые не требуют механизации, можно создавать настоящие произведения искусства, состоящие со всех отдельных декоративных элементов: волюты, завитков, корзинок и прочих.
Неплохим решением будет приобрести универсальный станок для холодной ковки, который позволяет совершать основные операции по металлообработке. Однако, стоимость такого оборудования будет доступна не всем мастерским.
При обустройстве мастерской можно приобрести готовое оборудование. Ручные станки для холодной ковки металла стоят относительно недорого, но можно сделать их самому.
Сравнительный анализ станков серий «Blacksmith», «Мастер» и «Ажур»
При анализе, изученных станков, мы исключили оборудование серий «Декор» и «Профи». Связано это с тем, что производители серии «Декор» остановили производство станков, а серия «Профи» не выдержала проверку качеством. Станки данной серии имеют низкий показатель надежности. Конструкция станка склонна к быстрому износу. Самый легкий станок «Профи-2Р» весит всего 80 кг. У станка из настолько тонкого материала «усталость металла» наступает гораздо быстрее, чем у металла, из которого сделаны станки конкурентов. Станки этой серии имеют неудобную в работе конструкцию (для осуществления замятия лапки приходится работать в положении максимального наклона). К тому же машины «Профи» мало отличаются друг от друга по функционалу и не имеют в своей серии аналогов универсальным станкам, представленным в других линейках. Также, они не подходят для производства больших объемов элементов художественной ковки.
Таким образом, в нашем анализе отражены сравнительные характеристики универсальных станков серий «Blacksmith», «Мастер» и «Ажур».
Для более детального рассмотрения и сравнения оборудования, мы отобрали станки из каждой серии и сопоставили каждый из отобранных станков с его аналогами из серий других производителей.
Параметры сравнения | «Ажур-Универсал» | «Мастер-Универсал» | UNV3-02» |
Функционал | Осуществляет изготовление завитков, продольное скручивание, изготовление колец, корзинок, торсионов, окончаний, гибку трубы, обработку граней и нанесение рельефных рисунков на полосу, квадрат, круг и профильную трубу. | Выполняет операции продольного и спирального скручивания, разогрев и расковку заготовок, декоративный прокат различного металлопроката, изготавливает дуги из профильной трубы. | Изготавливает завитки, корзинки, торсионы, кольца, окончание «Лапка». Осуществляет накатку трубы и гибку дуги. |
Размеры заготовок: 1.спиральное скручивание 2.продольное скручивание 3.раскатка конца заготовки 4.изготовление корзинки | 1). проф. труба 10х10,15х15,20х20 , полоса 6х12мм 2). квадрат до 20 мм. полоса до 40х10мм 3). проф. труба 15х15, 20х20мм 4). круг и квадрат 6ммх4, 8ммх4, 10ммх4 | 1). круг, квадрат от 8-20мм¸ проф.труба – 10,15,20,25 2). квадрат 8-20мм, проф.труба 10х10,15х15,20х20 3). квадрат/круг 8-20мм, проф.труба 10х10-40х20мм | 1). труба/квадрат max 20х20х1,5мм, полоса 30х10мм 2). квадрат 16х16мм, полоса 30х10мм 3)квадрат 12х12мм 4) квадрат max 8х8мм Пруток max 8мм |
Частота вращения рабочих валов/скорость вращения оправок | 7,5 об/мин | 9,5 об/мин | 16 об/мин |
Мощность электродвигателя | 3кВт | 2,2 кВт | 2,2 кВт |
Ток питания сети | 380 либо 220 В | 380 либо 220В | 380В |
Габаритные размеры, мм | 1430х800х1120мм | 720х720х1180мм | 1270х670х1550мм |
Масса станка | 695 кг | 300 кг | 482 кг/в упаковке-572 кг |
Стоимость | от 483040 рублей | от 209000 рублей | 547020 рублей |
Преимущества | Станок изготовлен из толстого металла. Имеет надежный редуктор и двигатель. Эксцентрики выполнены из высокопрочной стали – позволяют изготовить огромное количество элементов. Многофункционален. Совмещает в себе функции двух станков «Ажур-1М» ( изготовление завитков, продольное скручивание, изготовление колец, корзинок, торсионов, окончаний, гибку трубы) и «Ажур-2»( обработку граней и нанесение рельефных рисунков на полосу, квадрат, круг и профильную трубу). | Имеет двустороннюю рабочую зону-компоновку. т.е. рабочие валы выходят на обе стороны станка с соответствующей оснасткой станка (валки, ролики, лекала и т.д.), это позволяет свести к минимуму замену оснастки для выполнения той или иной операции. Увеличенная производительность станка дает возможность обрабатывать две заготовки одновременно для скорейшего выполнения ваших заказов. | Оснащен ЧПУ, позволяющим в кротчайшие сроки получить спроектированное на компьютере изделие. Еще одним плюсом является, быстрая смена оснастки не требует наличие высококвалифицированного специалиста. Потребляет меньше электроэнергии (на 25%) и обладает более привлекательной ценой. |
Недостатки | Отсутствует ЧПУ | Отсутствие ЧПУ (все операции выполняются «на глазок»). Медленная скорость смены оснастки ведет к уменьшению производительности труда. | Необходимость дополнительного приобретения горна, навесного блока UNV-LP. Меньше возможностей по количеству операций в сравнении с конкурентами. |






Показатели таблицы указывают на схожесть функционала станков «Ажур-Универсал», «Мастер-Универсал» и «UNV3-02». Все три станка изготавливают завитки, корзинки, торсионы, кольца, окончание «Лапка». Осуществляют накатку трубы и гибку дуги.«Ажур-Универсал»
Предыдущая | Следующая |
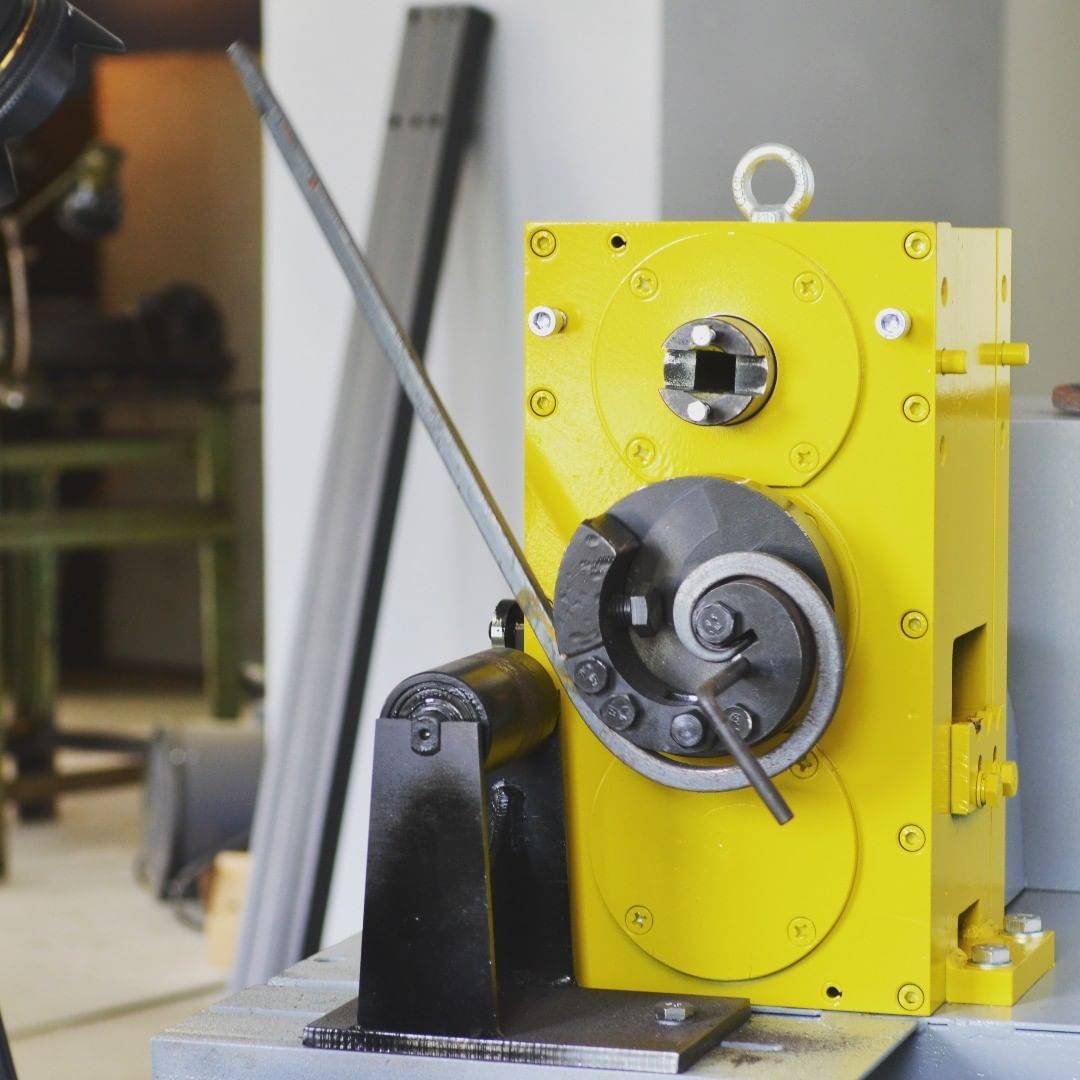
Станок «Ажур-2» прокатный
 станок «Ажур-2
станок «Ажур-2
Предназначение «Ажура-2» в нанесении выпуклого орнамента на профильную трубу, полосу, квадратный и круглый пруток. Мощность электродвигателя 3000 Вт, он работает от трехфазной сети 380 В, возможна модификация под 220 В. За минуту оборудование прокатывает до 4,5 погонных метров.
Максимальный размер обрабатываемой детали в сечении, в мм:
- профильной трубы 40 х 40;
- полосы 20 х 20;
- диаметр круглого прутка 20;
- сторона квадрата 20.
Валы вращаются со скоростью до 7,5 оборотов в минуту. Существует две комплектации станка: базовая и полная.
В базовую комплектацию включены:
- кузнечный модуль;
- агрегат силовой;
- валы верхний и нижний;
- клеть шестеренная с регулировкой — необходима для одновременного вращения обоих валов при любом положении верхнего;
- направляющий механизм для полосы;
- направляющий механизм для квадрата;
- ролики для наката рассечек в форме квадрата;
- накатные фактурные ролики;
- «греческий» орнамент для полосы.
В полную комплектацию дополнительно включены:
- 37 видов накатных рельефов;
- 7 наборов валов для наката разных рельефов на профильную трубу, квадрат;
- механизм правки по горизонтали;
- плавная регулировка прокатной скорости.
Прокатный станок «Ажур» состоит из следующих элементов:
- электромотор;
- сварная из стали станина;
- редуктор с шестеренками;
- кузнечный модуль с механизмом для правки;
- электрочасть.
Мотор посредством редуктора с шестеренками поставляет вращательное движение на валы кузнечного модуля. Здесь расположены формирующие вальцы. Пруток проходит между верхними и нижними вальцами и перенимает форму вальцов. После чего деталь подается на механизм правки: двух балансиров, которые придают детали форму ровную или криволинейную.






Как правильно подобрать станок для холодной ковки: основные критерии выбора
Приняв решение заниматься холодной ковкой металла, вам предстоит столкнуться с проблемой выбора оптимального приспособления. Чтобы не совершить ошибку на этом этапе, достаточно определиться с основными условиями. Давайте же непосредственно рассмотрим каждое из них в отдельности.
Способ работы (управления)
В данной категории существует всего два варианта – либо ручной механизм, либо электрический. Первый метод лучше всего подойдёт новичкам, поскольку при нём можно оперативно изготавливать одинаковую продукцию без переналадки. Версия с электромотором, наоборот, довольно требовательна к навыкам мастера, но зато отличается высокой производительностью и возможностью работы с крупногабаритными профилями.

ФОТО: ahequkupimer.tk Ещё одним несомненным достоинством ручных ковочных станков является высокая надёжность и долговечность
Производитель оборудования
Не менее важный аспект – происхождение героя нашего обзора. На первый взгляд может показаться, что качественный заводской продукт будет идеальным при любых обстоятельствах. Да, в 95% случаев именно так всё и обстоит. Но не стоит забывать о талантливых обладателях «очумелых ручек». При желании, они могут создать с нуля уникальный самодельный инструмент, имеющий особые характеристики.
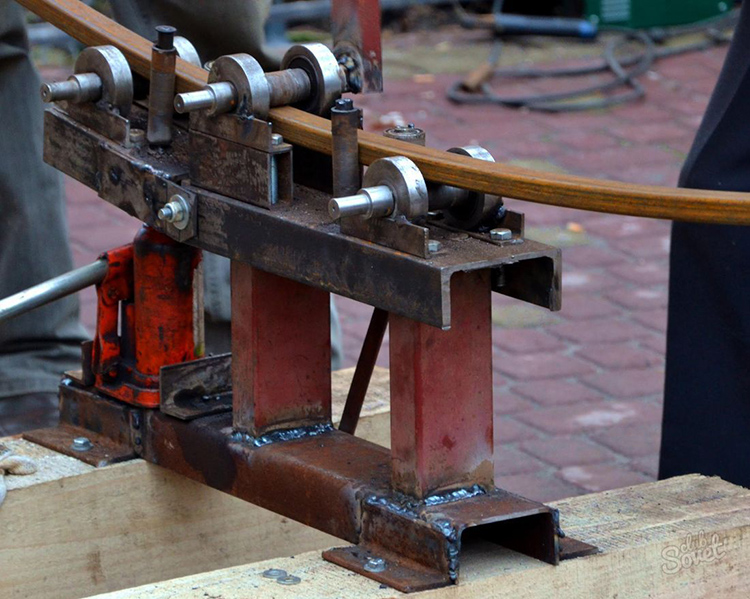
ФОТО: omowolybikij.tk При желании, можно собрать готовый станок лишь из подручных материалов – были бы чертежи да опыт сварочной работы
Кстати, раз речь зашла о заводских моделях, не лишним будет предложить читателям небольшой рейтинг производителей станков, присутствующих на отечественном рынке:
Отличия холодной ковки
Основная разница при процедуре – нет дополнительной термообработки,то есть нагрева. Деформации производятся в обычных для стали температурных условиях.
Особенности:
- простое оборудование, которое можно изготовить своими руками;
- нет потребности в печи и прочих приспособлениях для кузнечных работ;
- необходимо применять физическую силу, но можно оснастить аппаратуру электроприводом;
- эстетичный внешний вид и оставление всех технических качеств и свойств.
Устройство станков для ковки по холодному типу
В зависимости от разновидности конструкция различается, но есть общие черты:
- крепкая станина – она должна выдерживать вес заготовки плюс усилие, с которым поворачивается рычаг;
- все элементы выполняются из надежной стали – деревянные шаблоны слишком мягкие, чтобы гнуть на них твердый металл, но алюминий или тонкостенный стальной лист – почему бы нет;
- обычно это стационарное устройство.
Остальные конструктивные особенности зависят от видов.
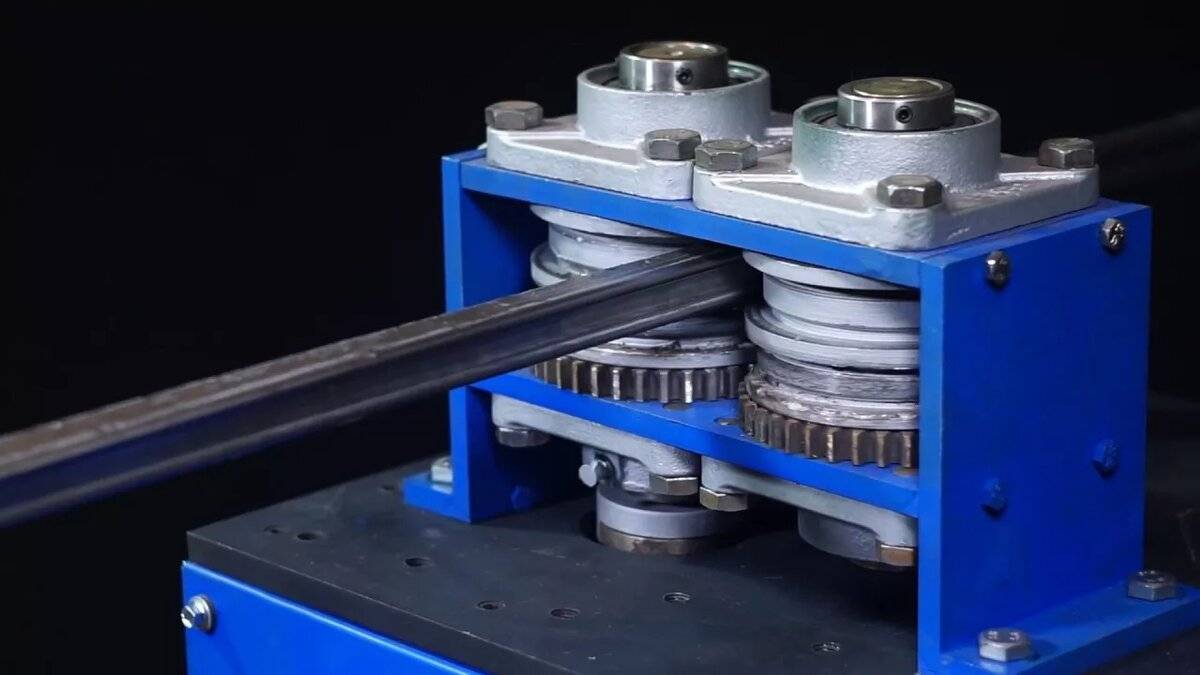
Оснащение электроприводом торсионного станка для холодной ковки
Электризация – бессмысленное мероприятие и затратное, если вам нужно согнуть одну или две заготовки. Но в случае, если вы намерены изготавливать изогнутые элементы для целого забора или заниматься этим делом профессионально, то без помощи электродвигателя не обойтись. Что это дает:
- увеличение скорости;
- эффективность и продуктивность агрегата в целом тоже повышается;
- стабильная и постепенная работа;
- надежная фиксация, отсутствие влияния человеческого фактора (разного рода ошибки при прокручивании рычага);
- работник значительно меньше утомляется.
Если вы планируете многосерийное производство, необходимо поставить двигатель и ремни для передачи энергии в механическое движение, но предварительно следует произвести расчеты.
Самостоятельное изготовление устройства
Если вы настроились создать данное приспособление в домашней мастерской, тогда нужно изначально подготовить чертеж. Идеальным вариантом станет использование шаблонного образца, что имеет максимум вариантов для создания различных форм и фигур. Когда у вас будут в наличии такие заготовки, то создание станка с достаточным количеством съемных насадок позволит вам в дальнейшем создавать замысловатые и разнообразные узоры и всевозможные вензеля из металла.
 Станок для холодной ковки
Станок для холодной ковки
Когда вы сооружаете домашний станок, то придерживайтесь определенной последовательности работ, чтобы результат был максимально идеальным.
- Возьмите полотно из металла. Шаблоны должны размещаться на нем с расчетом на изготовление. Ведь при работе само сырье из насадок может сдвинуться при нехватке места. Проблематичной может быть работа и при очень маленьких отступах шаблонов друг от друга.
- Чтобы насадки можно было менять легко и просто, сформируйте прорезь в форме прямоугольника. Здесь вы будете помещать сменные насадки, которые заранее прикрепите к пластине прямоугольной формы. Закреплять такие пластины будете с помощью болтов подходящего размера.
- Шаблоны можно изготавливать элементарными или сложными. Можно иметь шаблон с одним завитком или элемент с завитками в разные стороны. Все зависит от вашего мастерства.
 Заготовки для станка
Заготовки для станка
Главное – использовать наиболее прочный материал для закрепления частей, которые раздвигаются.
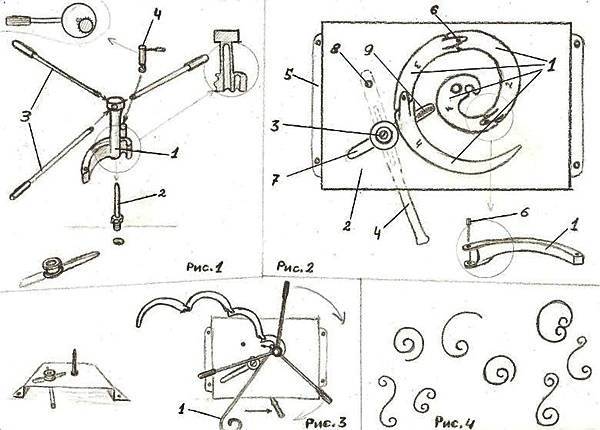 Чертеж станка улитка
Чертеж станка улитка
Особый инструмент не понадобиться, создание станка-улитки довольно простое. Чтобы его изготовить проделайте следующие действия.
- Сборка стойки. Она является опорным элементом во всей конструкции. Для ее изготовления берут одинаковые отрезы труб, которые соединяются с помощью сочленений. Со стороны стойка чем-то напоминает табурет. С помощью сварочного аппарата необходимо соединить все части стойки.
2. Листы металла необходимо нарезать в соответствии с чертежами. В результате вы получите 4 равносторонних треугольника и круги с равными диаметрами.
3. Треугольники привариваются к нижней части опоры, чтобы получилась пирамида. Основание (максимально широкая площадь) приваривается к центру вырезанной окружности.
4. Дрелью сформировать отверстия для болтов. С их помощью в горизонтальном положении прикрепить к кругу с приваренной частью планки (четыре штуки).
5. Формирование рукоятки. Для этого понадобиться два прутка с разной длиной (длину соотнести с размерами самого круга) в таком соотношении:
- первый – соотносится с диаметральностью круга;
- второй – немного превышает длину первого.
6. Первый прут изогнуть под углом 300, затем второй прут приваривается к первому. В нижней части прикрепляется дополнительный прут
Важно не забыть вставить перемычку между обеими прутьями (к ней приделать рычаг с помощью сварочного аппарата). Рычаг будет обеспечивать движение в направлении формирования из прутков. 7
Подшипник крепится к рычагу и отрезку внизу, что увеличивает его вариабельность. Катушка металла будет крепиться отрезом вверху (для этого размещается горизонтально и позволяет делать изгиб металла). Со стороны низа отрезка со свободным концом надо сделать отверстие, которое соответствует сечению трубы
7. Подшипник крепится к рычагу и отрезку внизу, что увеличивает его вариабельность. Катушка металла будет крепиться отрезом вверху (для этого размещается горизонтально и позволяет делать изгиб металла). Со стороны низа отрезка со свободным концом надо сделать отверстие, которое соответствует сечению трубы.
8. Финальным шагом является присоединение рукоятки с «пирамидальной» частью конструкции. Соединение происходит с помощью гайки с большим диаметром. Перед креплением к ней приваривают кругляш, чтобы крепить трафарет.
 Построенный станок улитка
Построенный станок улитка
Следовательно, станок для холодной ковки «улитка» по чертежу и размеру собрать своими руками как на фото можно в домашней мастерской, не вкладывая огромных финансов. После этого вы будете иметь возможность создавать настоящие шедевры из металла. https://www.youtube.com/watch?v=gssCQv0hL6E
Видео: улитка, холодная ковка
Изготовление улитки
Несколько устройств представлено на рисунке. Примерно так (в основе) и должно получиться.
Сборка улитки своими руками – это один из вариантов самостоятельного конструирования, когда давать рекомендации с указанием точных параметров всех составных частей не имеет смысла. Здесь необходимо ориентироваться на собственное представление о том, что и как будет гнуться (радиусы, количество витков спирали и так далее). Но если станет понятна суть процесса изготовления, то сама сборка сложностей не вызовет.
Устройство рабочего стола
Процесс холодной ковки требует приложения больших усилий. Если уже есть готовый верстак, то, возможно, придется его укрепить. При изготовлении улитки с нуля каркас стола делается только металлическим – швеллер, уголок, труба толстостенная.
Понятно, что столешница также должна быть металлической. В процессе работы улитки она будет подвергаться как статическим, так и динамическим нагрузкам. Следовательно, обычный лист железа не подходит. Только плита, и не менее 4 мм.
Разметка и монтаж «навесного» оборудования
Пожалуй, самый творческий этап работы. Своими руками можно сделать все. Но как, с учетом перспективы или ограничившись производством однотипных образцов?
Вариант 1. Самый простой. Смысл операции в том, что на столешнице прорисовывается контур спирали.
По сути, это эскиз будущих фигурных деталей, к примеру, из прутка. После этого достаточно из толстого полосового железа, согнутого по радиусу, вырезать несколько сегментов. Они привариваются к столешнице, и механизм для изгиба в основе своей готов.
Кому-то более привлекательным покажется такое исполнение – с цельной полосой.
Но практика показывает, что с такой улиткой работать сложнее. Например, при выемке из нее готового изделия возникнут определенные трудности.
Вариант 2. То же, но прорисовывается несколько контуров. Вдоль каждого высверливаются отверстия, в которых нарезается резьба. Остается лишь заготовить шаблоны для сегментов-упоров. Своими руками их делают, как правило, из плотного картона или фанеры.
По ним из металла изготовляются накладки, в которых после очередной разметки также высверливаются отверстия, совпадающие с посадочными «гнездами» в плите. Такая конструкция позволит на одном столе организовать производство спиралевидных заготовок с различными радиусами. Придется лишь, в зависимости от формы изгиба, устанавливать соответствующие сегменты в определенных местах. Их крепление к основе – болтовое. Можно поступить и по-другому. Вместо таких упоров ставить цилиндрические.
Для фиксации они притягиваются болтами (снизу плиты) или изготавливаются сразу с ножками (+ резьба) и вкручиваются в столешницу. С ними гораздо удобнее. А если есть собственный , то выточить своими руками – дело на пару часов.
Вариант 3. Приготовить несколько съемных модулей, которые менять по мере необходимости.
Сборка улитки
Устанавливается лемех, крепятся рычаги, боковой упор. Все это хорошо видно на рисунках.
В дело пойдет все, что есть в сарае (гараже, на чердаке) – обрезки труб, прутка, уголка и тому подобное. Если понятен принцип работы улитки, то никакие подсказки более и не требуются.
Проверка работоспособности
Это всегда подразумевается, поэтому без комментариев.
В принципе, сделать улитку для холодной ковки – это не так уж и сложно. Тем более что какого-то единого стандарта на подобные устройства не существует. Кто-то скажет – а не проще ли купить заводскую модель? Во-первых, как уже сказано, придется долго искать. Во-вторых, не факт, что ее возможности совпадут с фантазиями мастера. В-третьих, придется облегчить кошелек примерно на 19 000 (ручная) и на 62 000 (электрическая модель) рублей, как минимум.





Успехов в изготовлении улитки своими руками!являются универсальными декоративными элементами , применяющимися для дополнения дизайна разнообразных по форме изделий. Для изготовления деталей подобного типаиспользуется механизированное оборудование, а также ручные инструменты и приспособления . Некоторое оснащение продается по достаточно высоким ценам. Но существует также возможность изготовления (сборки) оборудования своими руками.
Инструменты и оборудование
Ручной станок для выполнения холодной ковки включает ряд элементов. Необходимые приспособления, которые понадобятся для работы:
- твистер;
- улитка;
- гнутик;
- волна;
- глобус;
- фонарик.

Главным инструментом для работы будет гнутик, который используется для изменения формы металла. Его функция — изгиб детали под необходимым углом или изгиб дуг с различным радиусом.
Улитка используется, как правило, для свивания в спирали стальных прутов. Это оснастка для сгибания прутков, полос, трубок, квадратов и профилей до формы спирали, изделий с различными формами и радиусом. Во время использования этого инструмента можно не ограничивать в радиусе создаваемую спираль и сделать ту величину, которая требуется.
Инструмент «фонарик» необходим для сгибания металлических деталей. С помощью него обрабатывают металлические прутки, сечение которых менее 30 мм, или квадратные профили сечением менее 16 мм.
При помощи такого устройства, как волна, делают волнообразно выгнутые элементы. Применяют его и для обработки труб, которые имеют шестигранное или круглое сечение.
Твистер похож чем-то на фонарик. При помощи этих двух инструментов можно выкручивать прутья вокруг оси.
С помощью глобуса можно выполнить большую дугу из профильного прута толщиной до 12 мм. Причем концы заготовки также плавно сгибаются.
Этот инструмент для холодной ковки абсолютно не сложный, поэтому зачастую можно увидеть и самодельный. Заводскому он почти ни в чем не уступает.
https://youtube.com/watch?v=lXzm3RtqxS8
Корзинки и фонарики
Названые элементы получают путем скручивания вдоль продольной оси сразу нескольких прутков квадратного или круглого сечения. Готовые изделия похожи на старинный фонарь, шишку, корзинку, замкнутую с обоих концов. Мы предлагаем будущим мастерам художественной ковки одну из многих моделей, изученных нашими экспертами.
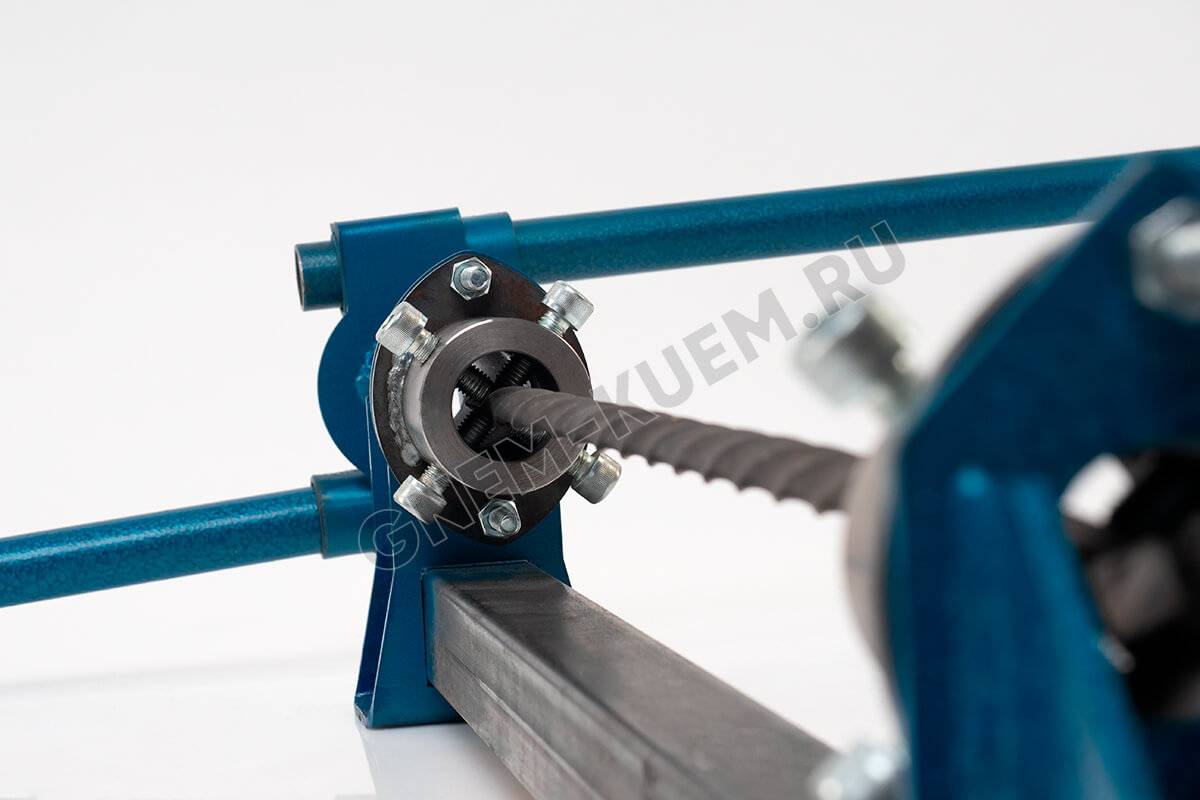
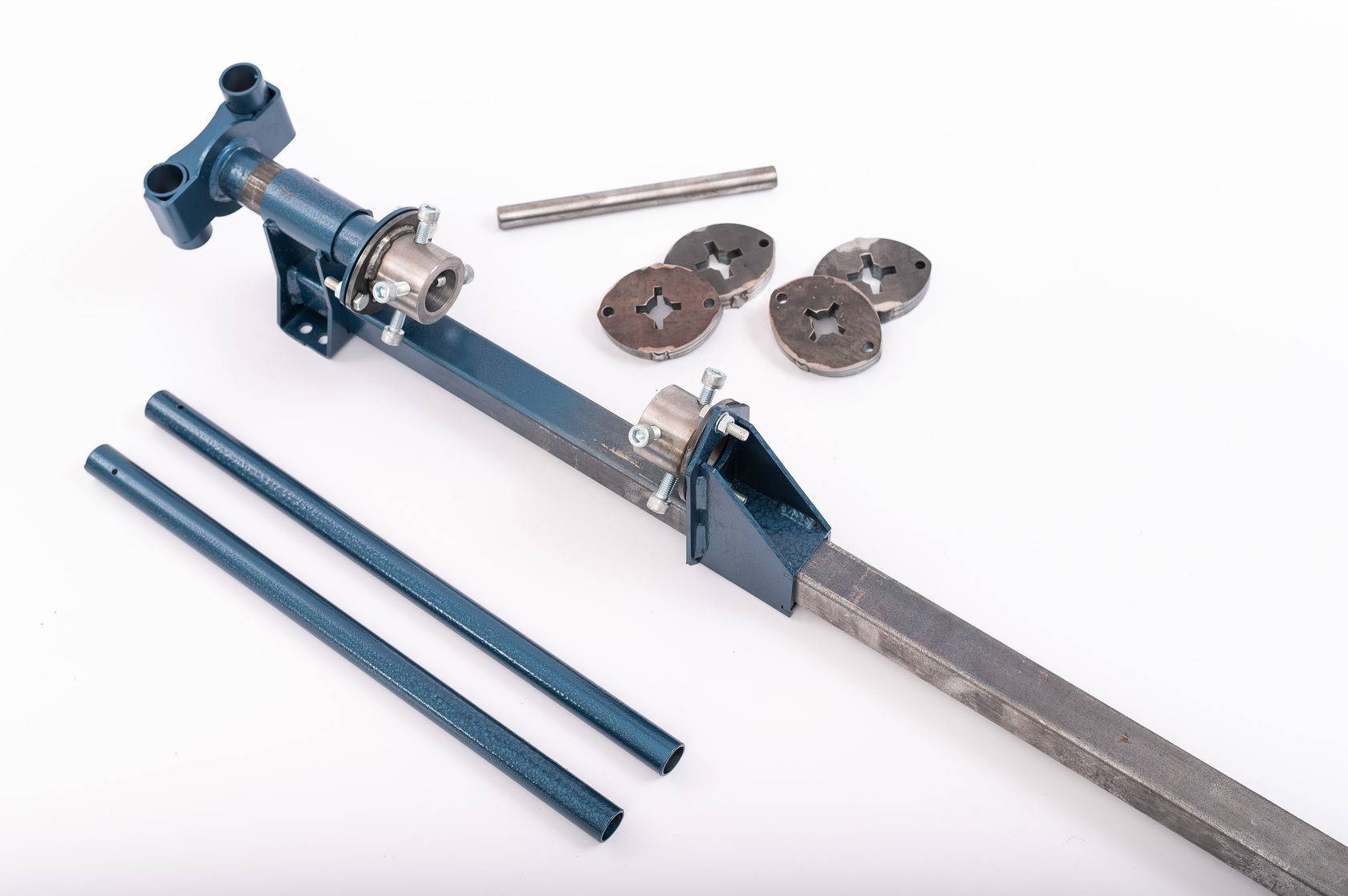
СКХ
Станок Торсион для холодной ковки. Представляет собой штангу коробчатого сечения с вращающимся патроном и «мертвым» зажимом. Прутки, профили складываются вместе, зажимаются с двух сторон. Опоры можно двигать по штанге, устанавливая их по заданной длине изделия. Далее, пользователь вручную проворачивает вращающуюся головку, придавая изделию вид скрученной пружины.
Торсионы изготавливаются из прутка 14х14 или профиля 20х20 мм. Для изготовления корзинок подойдут прутки 6х6 или 8х8. Все детали обработаны порошковыми составами для защиты металла от коррозии. Для работы нужен стол, на котором устройство следует надежно закрепить. Опоры имеют кронштейны с отверстиями под болты, для монтажа на верстаке.
Достоинства:
- В эксплуатации прост, надежен;
- В рабочее положение монтируется быстро;
- Мобилен, легко снимается, монтируется на новом месте;
- Может дорабатываться самостоятельно.
Недостатки:
При производстве корзинок требуется прилагать немалые усилия.
Оборудование для горячей ковки
При горячей ковке металла нужно разогреть заготовку до необходимой температуры (показатель зависит от используемого материала). Среди необходимых инструментов, приспособлений, можно выделить три вида оборудования, о которых необходимо поговорить отдельно.
Кузнечный горн
Это приспособление для разогревания обрабатываемого материала. Горн состоит из нескольких ключевых элементов:
- Очаг — емкость для закладки топлива, оборудованная колосником.
- Рабочее окно, через которое закладываются заготовки.
- Дымоход для отвода продуктов горения.
- Отверстия подачи воздуха для равномерного горения расходного материала.
Чтобы не испортить материал, сделать процесс термической обработки более эффективным, нужно использовать качественное топливо для растопки горна. Лучше выбирать коксовый уголь.
Муфельная печь
Чтобы разогреть металлическую заготовку до высокой температуры, применяются муфельные печи. Отличие от горна — наличие муфеля. Он не позволяет разогреваемой детали соприкасаться с топливом, нагревательными элементами.

Наковальня
Ключевое оборудование кузнечной мастерской при горячей ковке. Наковальня представляет собой тяжелый литой элемент, который состоит из нескольких частей:
- Рога, с помощью которых нагретый металл изгибается.
- Наличник.
- Основание с лапами для устойчивого размещения на полу мастерской.
Изготавливаются наковальни по ГОСТам. Вес кузнечного приспособления может достигать 270 кг.
Процесс холодной ковки
Холодная ковка — простой технологический процесс обработки металла. Кузнец изгибает детали используя ручные установки. Работа проводится с помощью рычагов, которые уменьшают человеческое усилие, передаваемое на материал. На выходе получаются более прочные изделия, чем при отливке. При холодной ковке станок одновременно гнёт и прессует заготовки.
Изменение формы металлических деталей без нагревания применяется при изготовлении:
- решёток на окна;
- плетёных кованых заборов;
- садовой мебели;
- отдельных элементов фасада;
- фонарей.
Оборудование для сгибания металлических заготовок позволяет создавать изделия разной формы. Сложные металлоконструкции изготавливаются из отдельных деталей с помощью сварочного аппарата.





