

Используемые абразивы
Для создания поверхностного слоя наждачной бумаги используют несколько базовых абразивных материалов. Помимо этого, каждый из них имеет множество разновидностей, отличающихся друг от друга физико-химическими и технологическими характеристиками. Основные абразивы, применяемые для изготовления наждачной бумаги:
- Электрокорунд. Искусственный материал, содержащий до 99 % оксида алюминия. Достаточно недорогой и поэтому самый распространенный среди абразивов. Кроме нормального и белого, выпускается ряд разновидностей с добавками соединений титана, хрома, циркония и пр.
- Карбид кремния. По сравнению с электрокорундом более хрупок, но превосходит его по твердости, поэтому применяется главным образом для работ по металлу. Выпускается в двух видах: зеленый и черный, которые несколько отличаются режущими свойствами.
- Гранат. Природный минерал, по твердости уступает всем остальным, но хорошо самозатачивается. Основное применение — шлифовка изделий из мягких материалов.
- Эльбор. Синтетический абразивный материал на основе нитрида бора. По твердости несколько уступает алмазу, но имеет лучшую термостойкость.
- Алмаз. Имеет самую высокую твердость. Алмазную наждачку применяют для обработки твердых сплавов и доводки инструмента.
Кроме того, по-прежнему выпускается наждачная бумага на основе природного корундита (наждака) и стеклянного порошка. Последняя в соответствии с нормативами используется для шлифовки коллекторов электродвигателей и генераторов.
В какой форме выпускается
Первой была изготовлена наждачка, состоявшая из бумаги и ткани. После изготовления изделие сматывалось в рулоны, и транспортировалось в место назначения. Еще один параметр изделия — это ширина. Кроме бумажной и тканевой подложки, выпускаются абразивные устройства таких видов:
- Сетка — имеет вид полотна с отверстиями. Снаружи полотна крепятся абразивные частицы. Сетчатая структура изделия предназначается для того, чтобы в процессе обработки пропускать частицы пыли, удаляемой из обрабатываемой поверхности. При применении таких материалов исключается забивание пыли между зернами. Метод шлифовки сетчатым абразивом называется без пыльным
- Круги — выглядят как наждачный абразив, вырезанный в форме круга. Такая форма изделия нужна для того, чтобы использовать ее на электроинструментах для быстрого затирания металлической поверхности от коррозии или удаления лакокрасочного покрытия
- Ленты — шкурка служит для установки и работе в паре с циклевочными машинками и станками
Для каждого вида обрабатываемой поверхности применяются соответствующие виды наждачной бумаги. Отличаются они по применяемым видам абразивных веществ. Какие виды абразивов встречаются на шкурках, служащих для обрабатывания разных поверхностей, рассмотрим более детально.
Что такое наждачная бумага
Абразивная бумага, «шкурка» или просто наждачная бумага — все это названия одного и того же материала. Этот материал представляет собой гибкий абразив для ручного или машинного шлифования различных материалов. Существуют наждачные бумаги для металла, дерева, пластика и стекла. Иногда его используют для штукатурки и шпаклевки, но для этих целей может быть удобнее использовать шлифовальную сетку. Он не так сильно засорен.
Абразивы наждачной бумаги — это мелкие частицы твердого материала разного размера. Эти частицы называются зернами, а их размер — зернистостью. Они приклеены к гибкой подложке. Наиболее распространенным типом наждачной/абразивной бумаги является бумага. Это самый дешевый тип, но не самый долговечный. Тканевая основа более надежна, но может растягиваться, что также не всегда удобно при работе. Наждачная бумага на основе полиэтилена — это водостойкий абразив. Это самый дорогой тип, но с ним можно работать даже в воде. Для влажных работ также используется водостойкая наждачная бумага.

Наждачная бумага используется для обработки металла, дерева, пластика, стекла
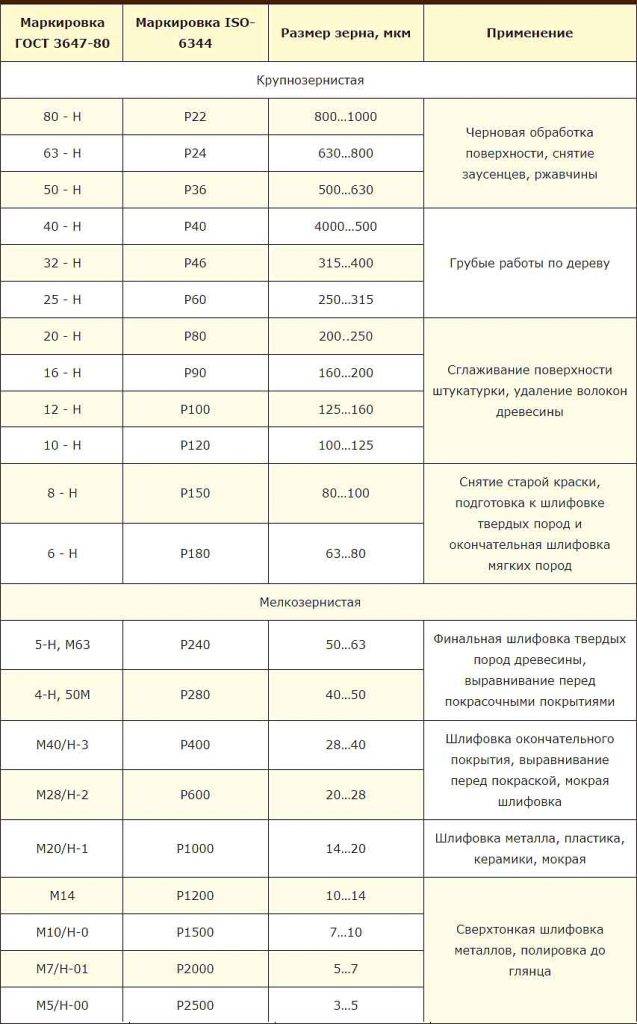
Наждачная бумага используется для удаления заусенцев и дефектов, придания поверхности гладкости, выравнивания и полировки. Таким образом, обработка наждачной бумагой может быть как грубой, так и тонкой. Грубая обработка означает удаление краски или ржавчины, удаление заусенцев и предварительное выравнивание поверхности. Для этой работы используется материал с крупной (от 500 мкм до 1 мм и более) и средней (от 200 мкм до 500 мкм) зернистостью. Достижение ровной и гладкой поверхности — шлифовка, полировка — это уже тонкая или отделочная работа. Для этого вида работ используется мелкое зерно (менее 200 мкм).
Разновидности шлифовальной бумаги
На разных стадиях ремонта автомастерам требуются определенные типы наждачной бумаги. Правильно подобрать образец для конкретного этапа работ помогает знание классификации наждачной бумаги по зернистости, материалу подложки, типу абразива и характеру его насыпки.
Маркировка наждачной бумаги производится с обратной стороны, но используемые буквенно-цифровые обозначения могут отличатся, так как иногда принадлежат системам стандартов разных стран.
По форме выпускаемая абразивная продукция может быть листовой (буквенное обозначение Л) или рулонной (без букв).
Цифра «1» в маркировке обозначает, что шкурка пригодна материалов – дерева, пластика, а «2» предполагает возможность использования бумаги для обработки твердых веществ – стекла, металлов.
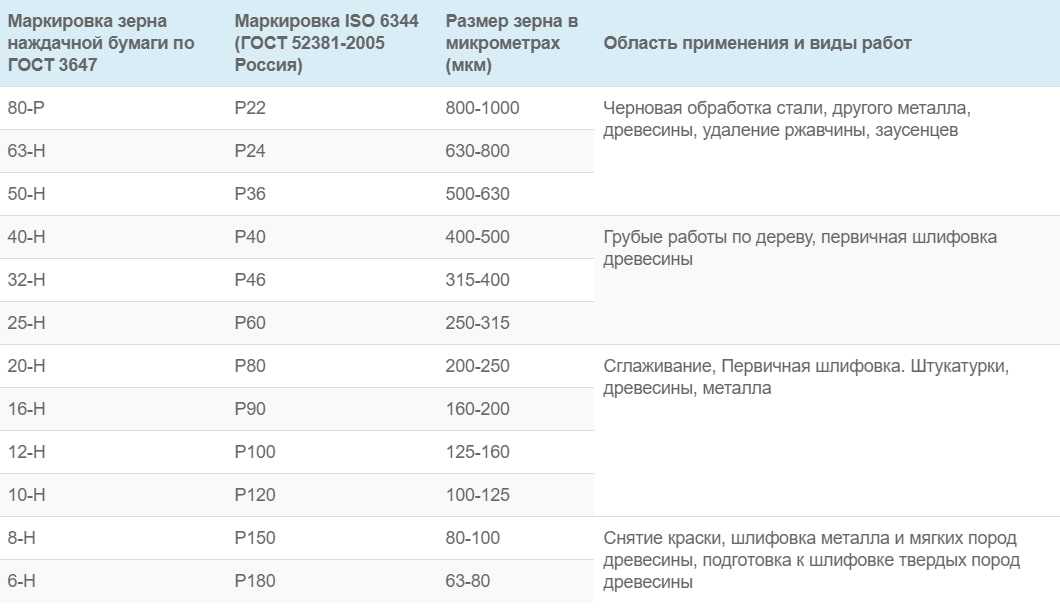
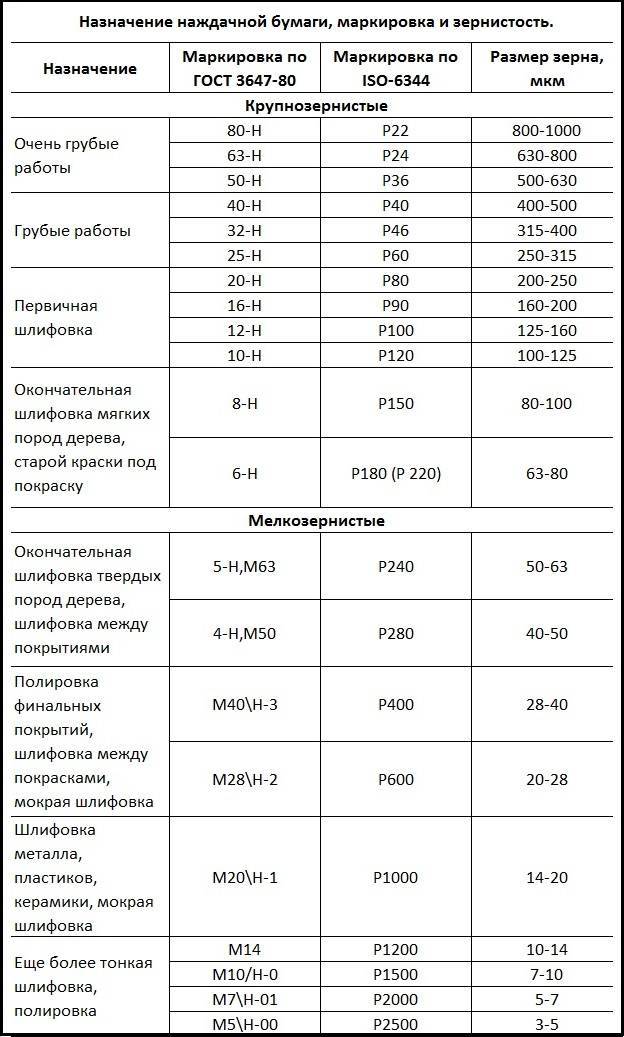
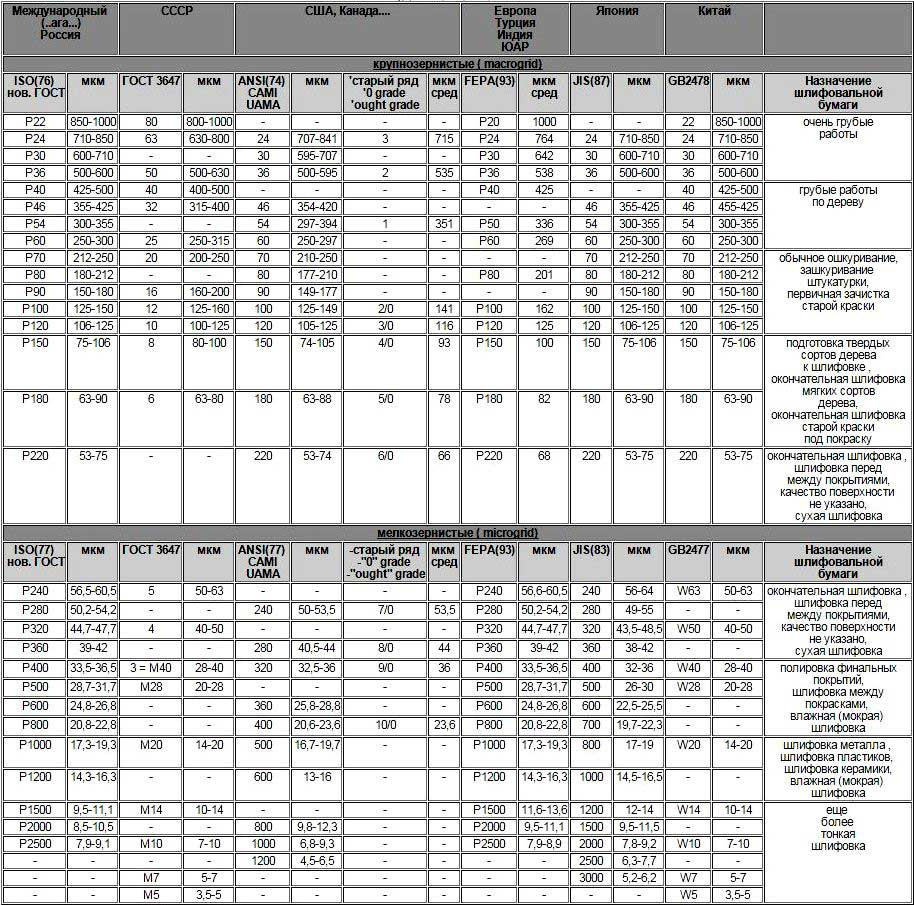
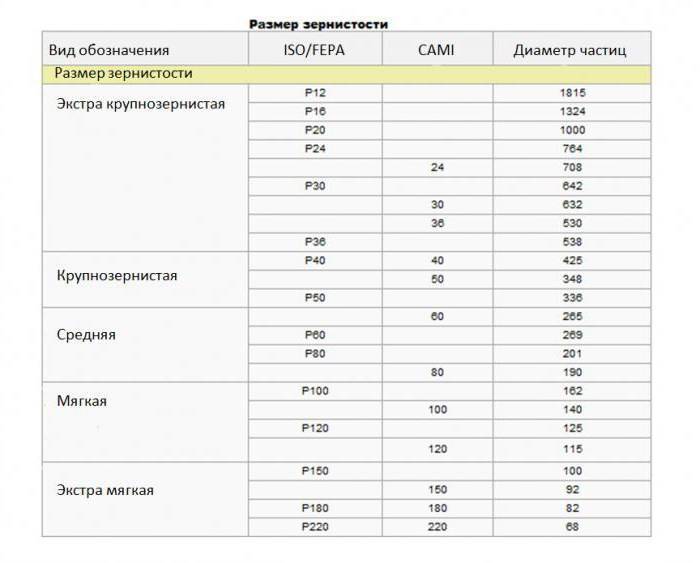
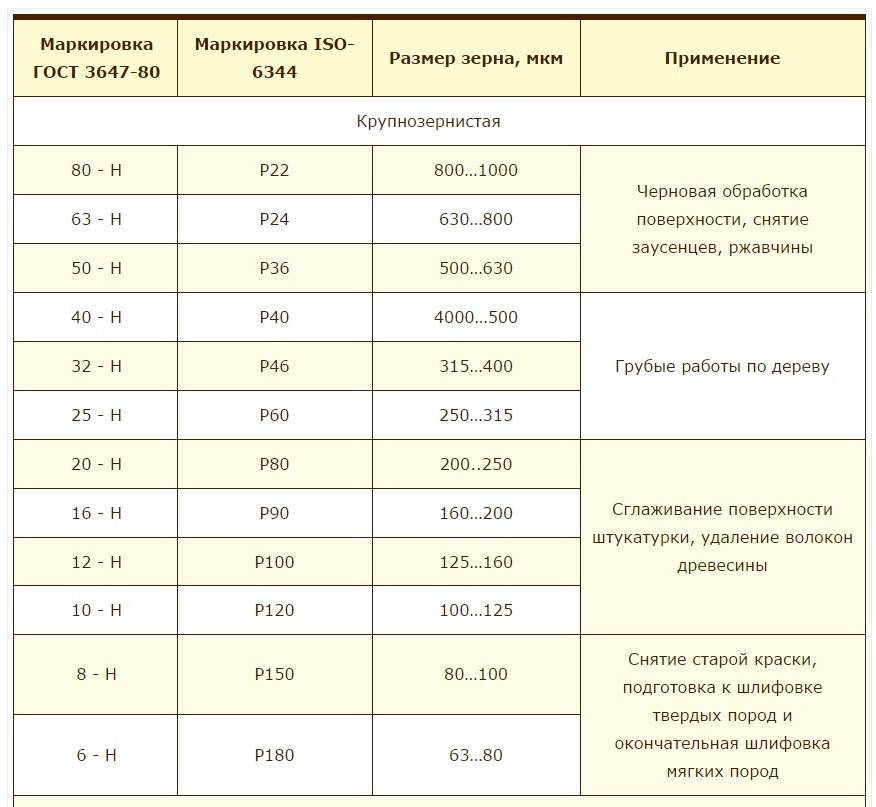
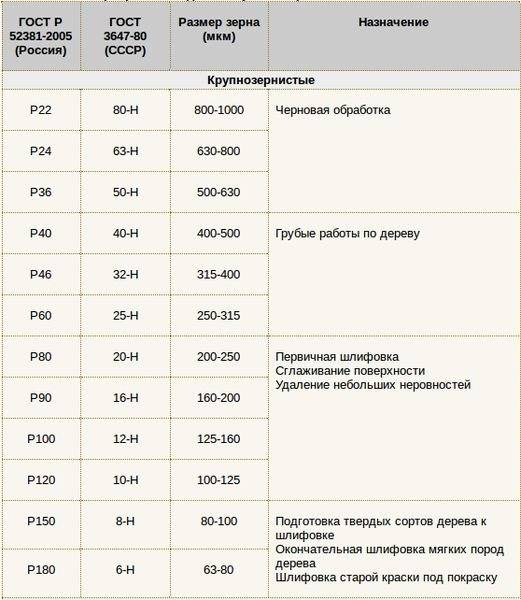
Зернистость шлифовальной бумаги в современном российском ГОСТе обозначается числовыми значениями с буквой «Р»: чем крупнее размер частиц, тем меньше их помещается на единице площади, соответственно меньше номер шлифматериала. В зависимости от размера абразивных частиц различают следующие виды зернистости наждачной бумаги:
- крупнозернистая (macrogrid): номера Р22–Р220;
- мелкозернистая (microgrid): Р240–Р2500.
Шкурка на тканевой основе в сочетании с бумагой или картоном
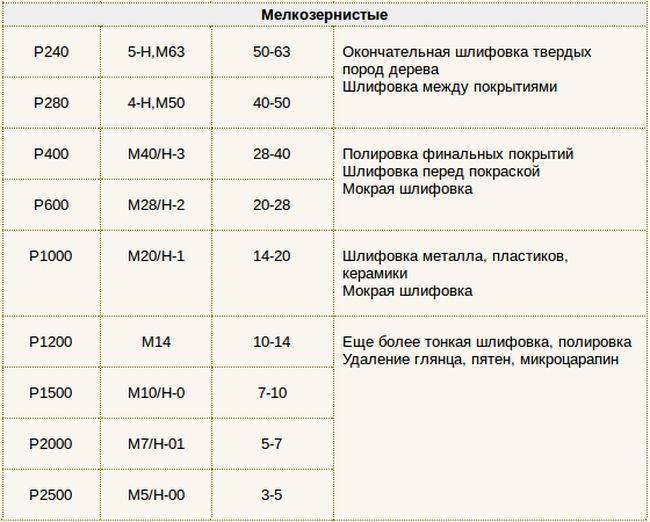
Материалы с более мелким абразивом (до 4000) используются не для шлифовки, а для полировки лакокрасочного покрытия. На практике удобнее делить шлифовальный материал на три вида: крупно- , средне- и мелкозернистый. Крупнозернистая наждачная бумага (Р22 – Р80) применяется для грубой зачистки на начальных этапах работ, оставляет после себя грубые риски, которые нужно затирать более мелким абразивом. Среднезернистая (Р90–Р220) используется для промежуточной обработки, она также оставляет после себя риски. Мелкозернистая (Р240–Р2500) зачищает поверхность до состояния матовости без рисок, используется для финишной обработки и полировки.
Не менее важный параметр для выбора абразива в автоделе – материал подложки. Технология шлифовки поверхности автомобиля предусматривает два вида обработки деталей – «по мокрому» и «по сухому». Если основа шлифовальной ленты сделана из непрочного материала, то она просто не выдержит испытания водой. Разновидности наждачной бумаги по материалу подложки для зерна выглядят следующим образом:
- наждачка на бумажной основе;
- наждачная бумага на тканевой основе;
- двухслойная шлифовальная шкурка (ткань плюс бумага).
Разноцветная наждачная бумага в листах
Наждачка на бумажной основе – самый дешевый и доступный вариант. Для работы по сухой поверхности она вполне пригодна, причем если для производства использовался качественный картон, то продукт обладает механической прочностью. Если согнуть наждачку пополам, она не должна разрываться на сгибе – этот простейший тест помогает определить качество продукта при покупке. Иногда бумажная основа может пропитываться водостойкими составами.
Влагостойкая наждачная бумага выпускается на тканевой (полиэстер или хлопок) основе. Она пропитана водоотталкивающими смолами, ее можно смачивать водой, подложка эластична, прочна и износостойка.
Комбинированная основа представляет собой наклеенную на ткань бумагу или картон. Возможность плотного нанесения мелких частиц на картон сочетается с высокой прочностью и эластичностью тканевого основания. Это самый дорогой вид абразива, так как плотность шлифовальной шкурки высокая.
Тип нанесения состава
Следующая классификация относится к типу нанесения абразивного состава на основу. Первый из них механический. Частицы наносятся на полотно с помощью силы притяжения. Это обеспечивает не настолько сильную сопротивляемость к фактору трения. Абразив отлетает достаточно быстро и без особых усилий. Второй способ нанесения – электростатика. Частицы абразива достаточно глубоко впечатываются в клеевую основу, обеспечивая острый и устойчивый слой. Третий способ – использование смол с различными примесями. Результат получается водостойкий, эластичный, устойчивый к воздействию температур.
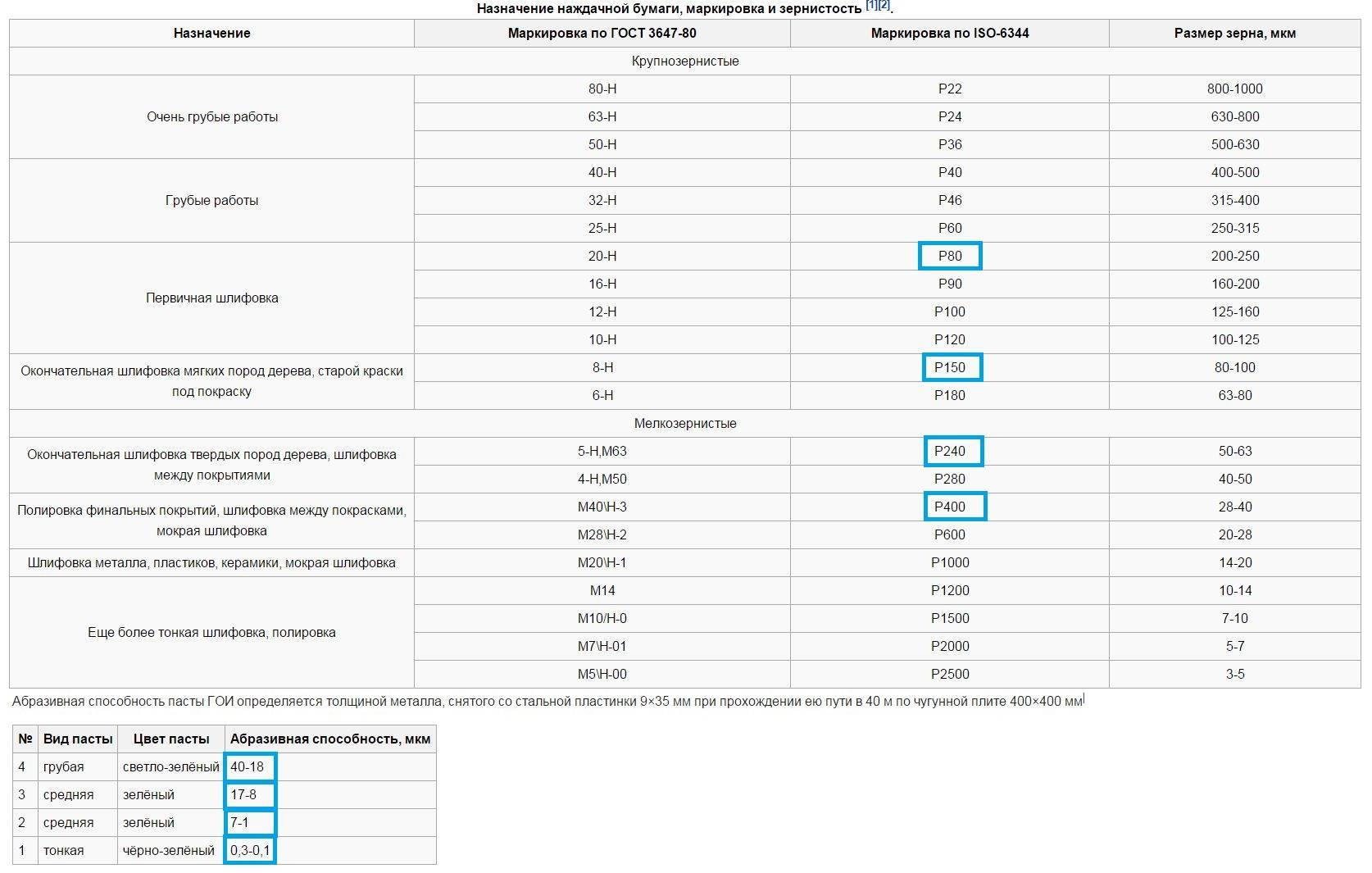
Маркировка наждачной бумаги по зернистости
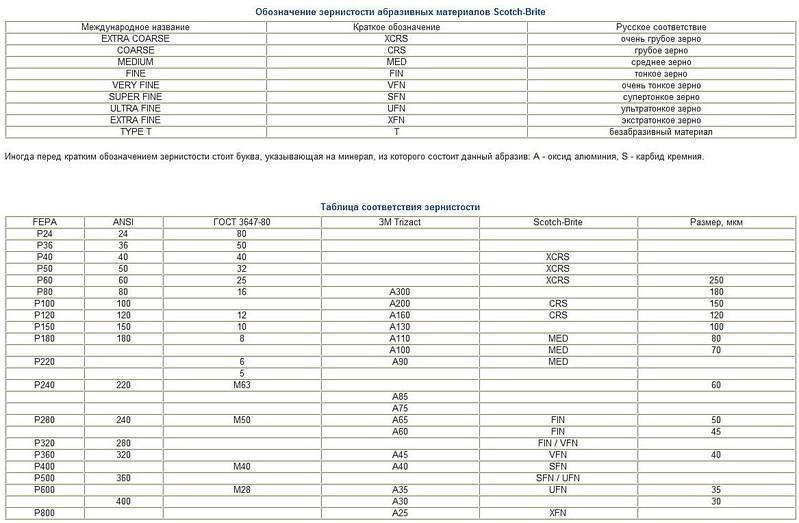
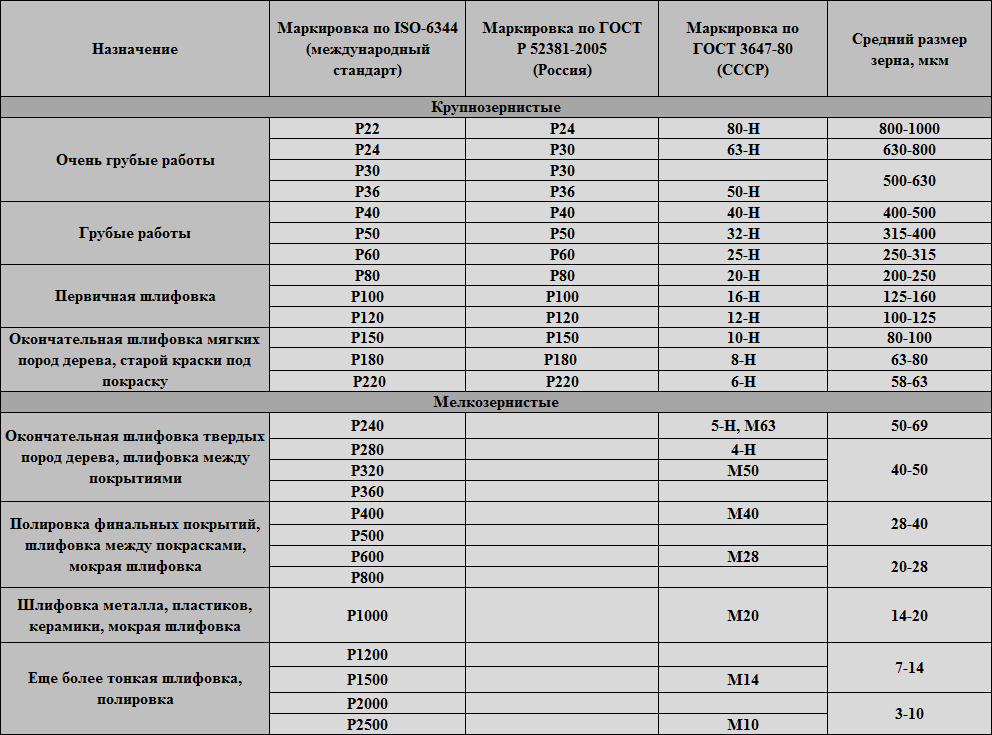
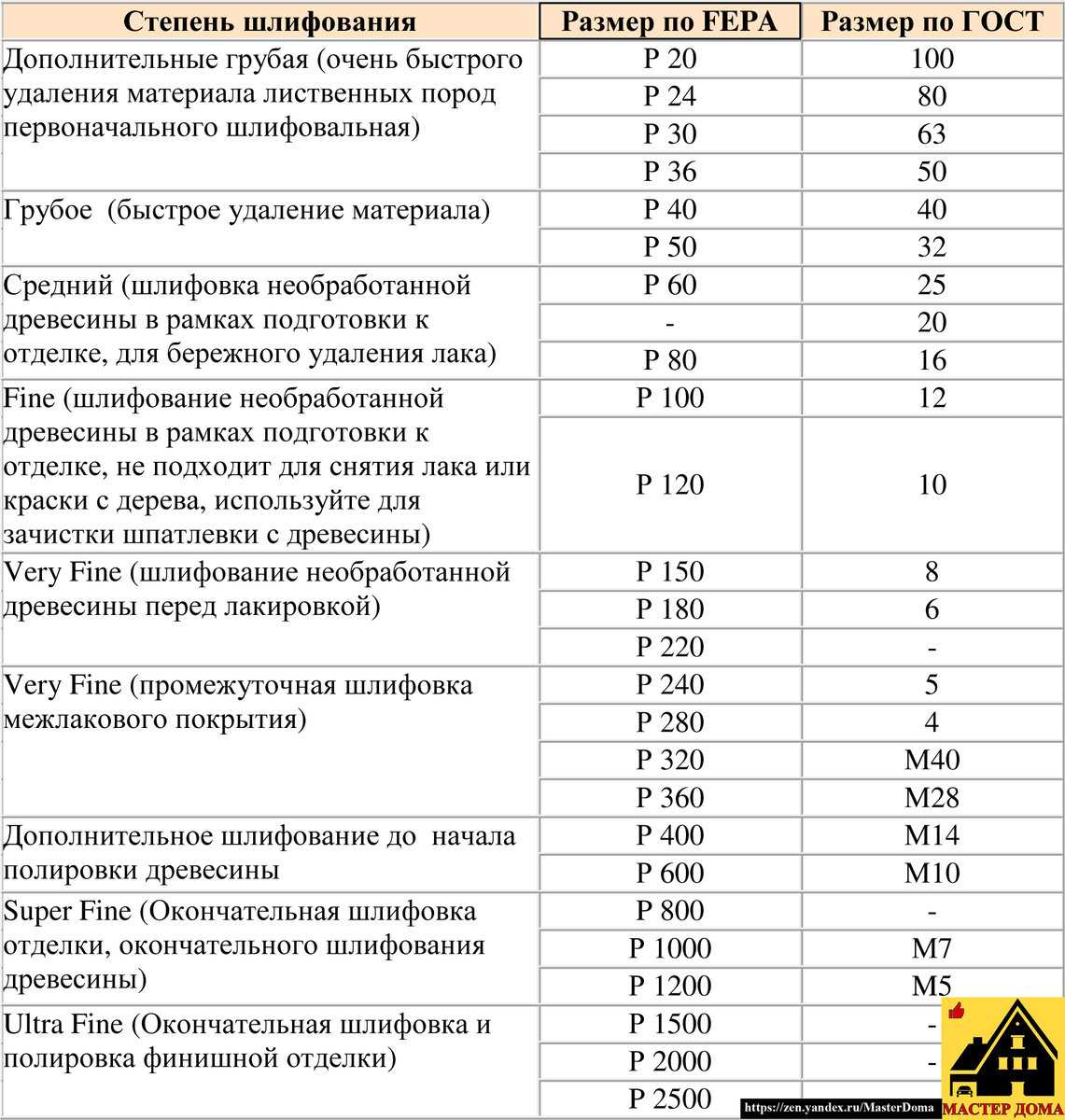
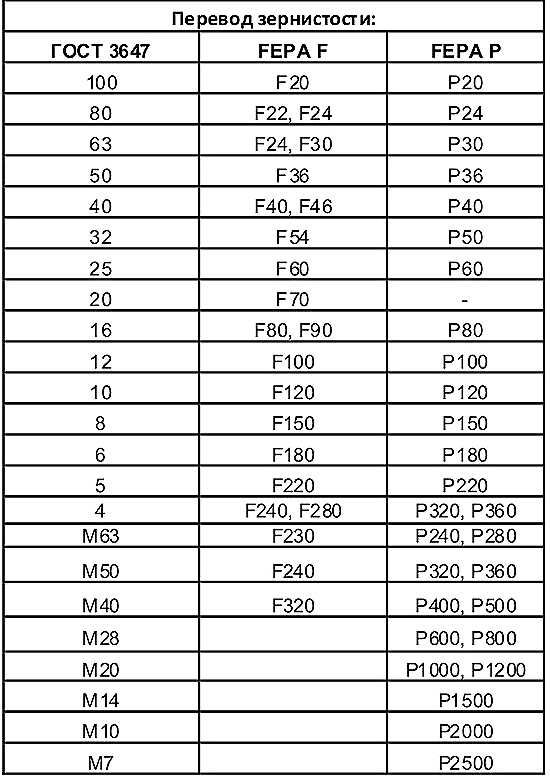
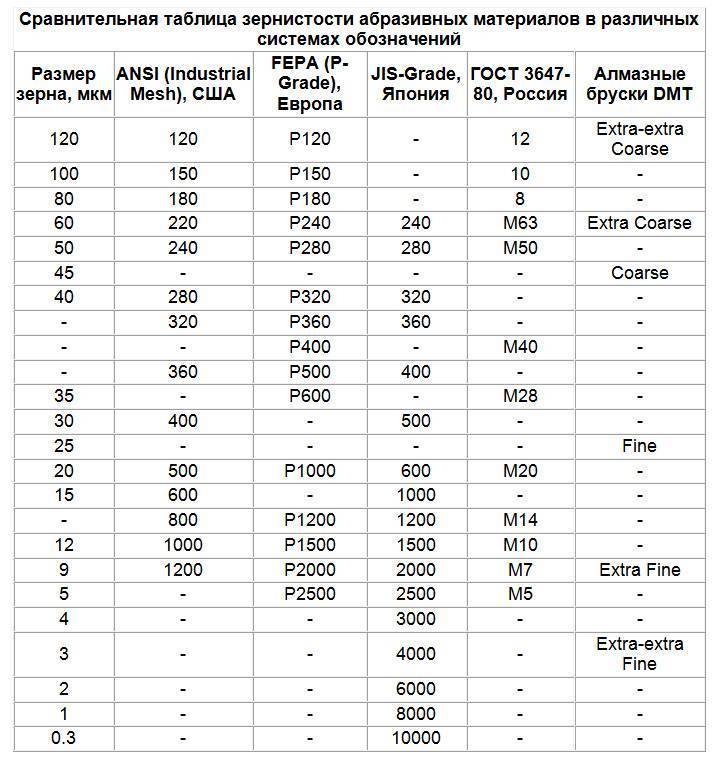
Маркировка шлифшкурки по зернистости регламентируется отечественным ГОСТ 3647 и ГОСТ 52381 и международным стандартам FEPA P. Последнее обозначение чаще встречается на обратной стороне изделия.
Следует отметить, что данные ГОСТа и значения международных стандартов перекликаются между собой.
Специалисты белгородского абразивного завода разработали рекомендуемые соответствия зернистости по ГОСТ и FEPA P.
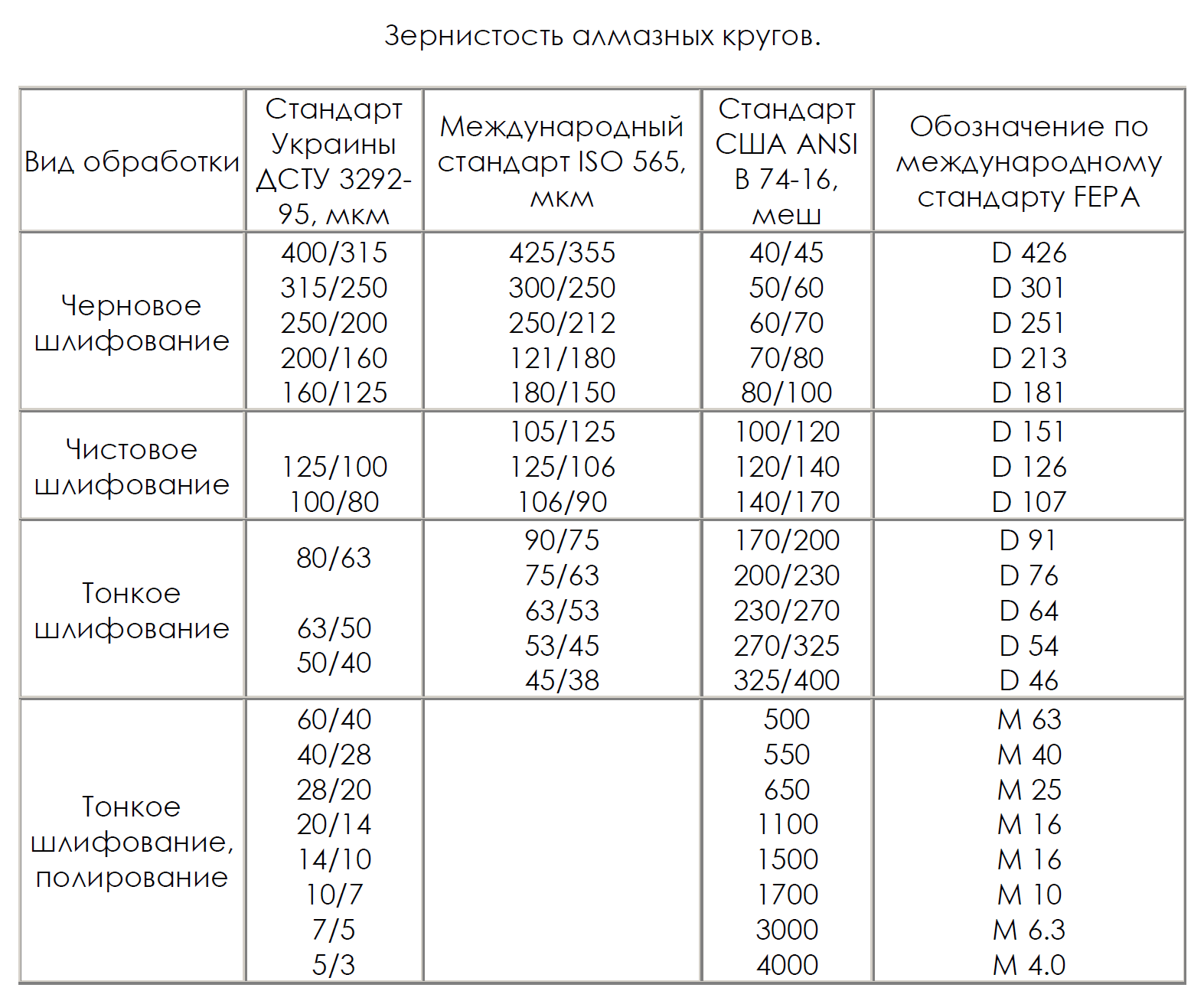
Условное соответствие зернистостей шлифовального зерна по ГОСТ 3647, ГОСТ 52381, FEPA P
Таблица 1.
| ГОСТ3647,ГОСТ 52381 | FEPAP | ГОСТ3647,ГОСТ 52381 | FEPAP |
| 100-Н | P20 | 6-Н | P180 |
| 80-Н | P24 | 5-Н | P220 |
| 63-Н | P30 | М63 | P240, P280 |
| 50-Н | P36 | 4-Н | P320 |
| 40-Н | P40 | М50 | Р320 |
| 32-Н | P50 | М40 | P360, Р400, P500 |
| 25-Н | P60 | М28 | P600, P800 |
| 20-Н | — | М20 | P1000, Р1200 |
| 16-Н | P80 | М14 | — |
| 12-Н | P100 | М10 | P1500 |
| 10-Н | P120 | М7 | P2000, P2500 |
| 8-Н | P150 | М5 | P3000 |
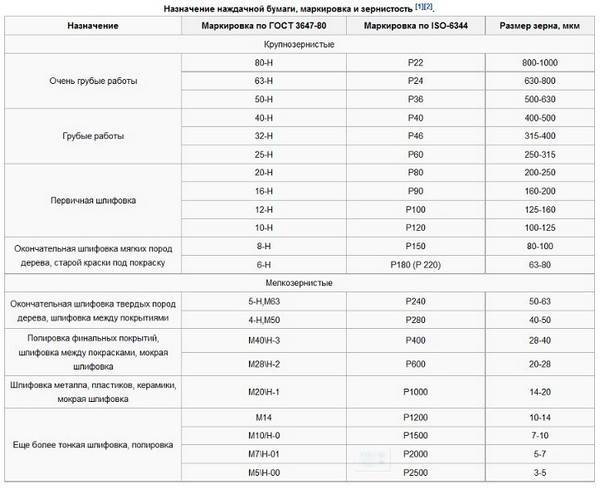
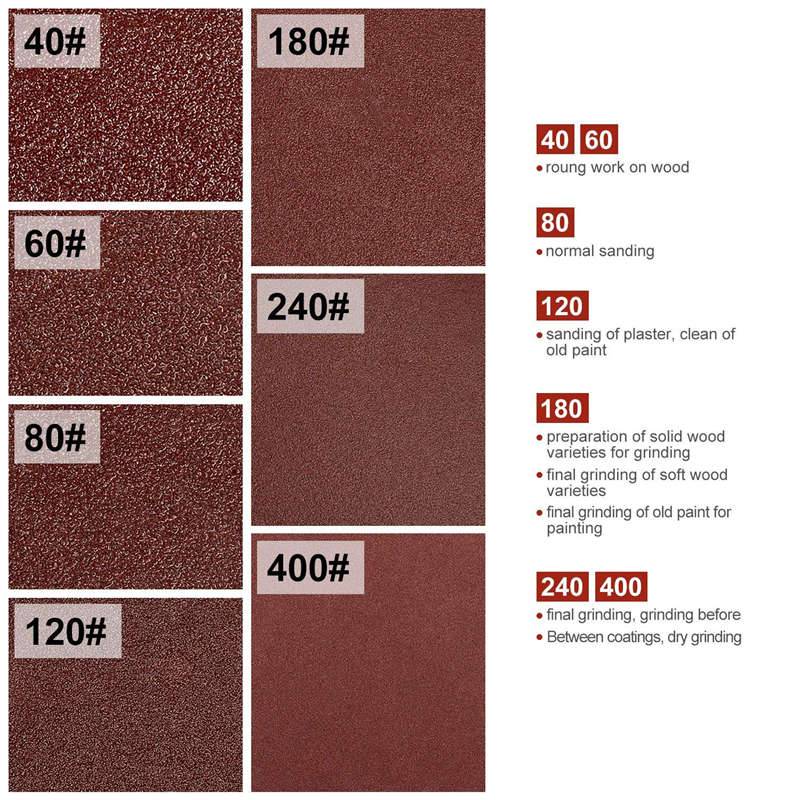
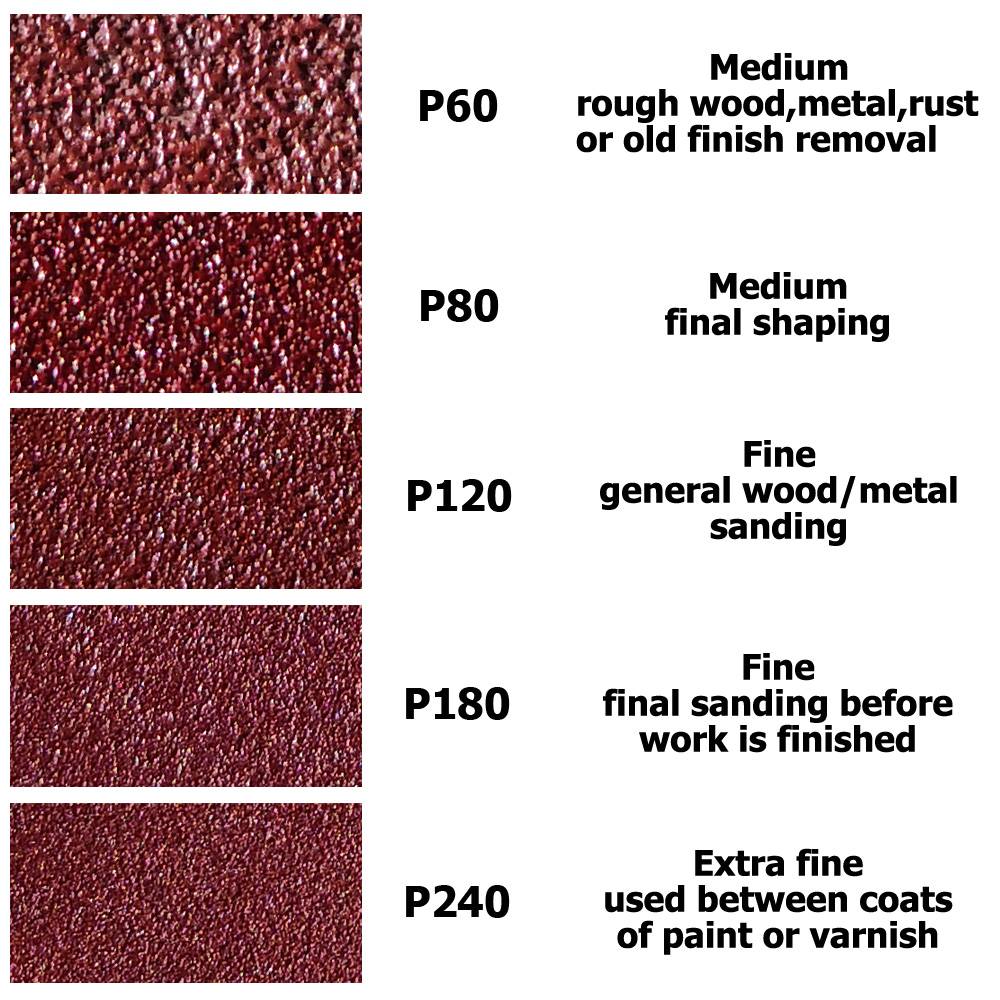
Условно можно выделить три категории зернистости шлифовальной шкурки:
- Крупнозернистая.Используется при черновой обработке материала и очистке его от краски и лака. У этой шкурки грубые и крупные зерна. Крупнозернистое шлифовальное изделие применяют, когда требуется не сгладить поверхность, а счистить верхний слой. Наждачка оставляет на поверхности глубокие царапины, далее нужна последующая обработка менее зернистой шкуркой. Номера зернистости от Р20 до Р80.
- Среднезернистая.Применяется в промежуточной обработке. Очищает и выравнивает поверхность. Обрабатываемая поверхность становится гладкой и ровной. Такая шлифовальная шкурка оставляет менее глубокие царапины, чем крупнозернистая. Номера от Р80 до Р180.
- Мелкозернистая.Эту шкурку применяют на последней стадии обработки для шлифовки поверхности перед покраской. К этой категории относится и наждачная бумага нулевой зернистости, 0 или нулевка. Номера от Р180 до Р3000.
Вышеперечисленные категории зернистостей — это лишь обобщенная градация. При выборе шлифовального изделия важны другие параметры, чтобы результат работ оправдал ожидания.
В зависимости от условий применения инструмента необходимо учесть следующее:
- Выполняемые операции.
- Обрабатываемый материал и степень его обработки (шероховатость).
- Характеристики оборудования и его состояние, условия применения. К последним относятся скорость резания и подачи материала, нагрузка.
- Нормы расхода изделий.
- Характеристики изделия: исполнение, зернистость, геометрические размеры, конструктивные особенности.
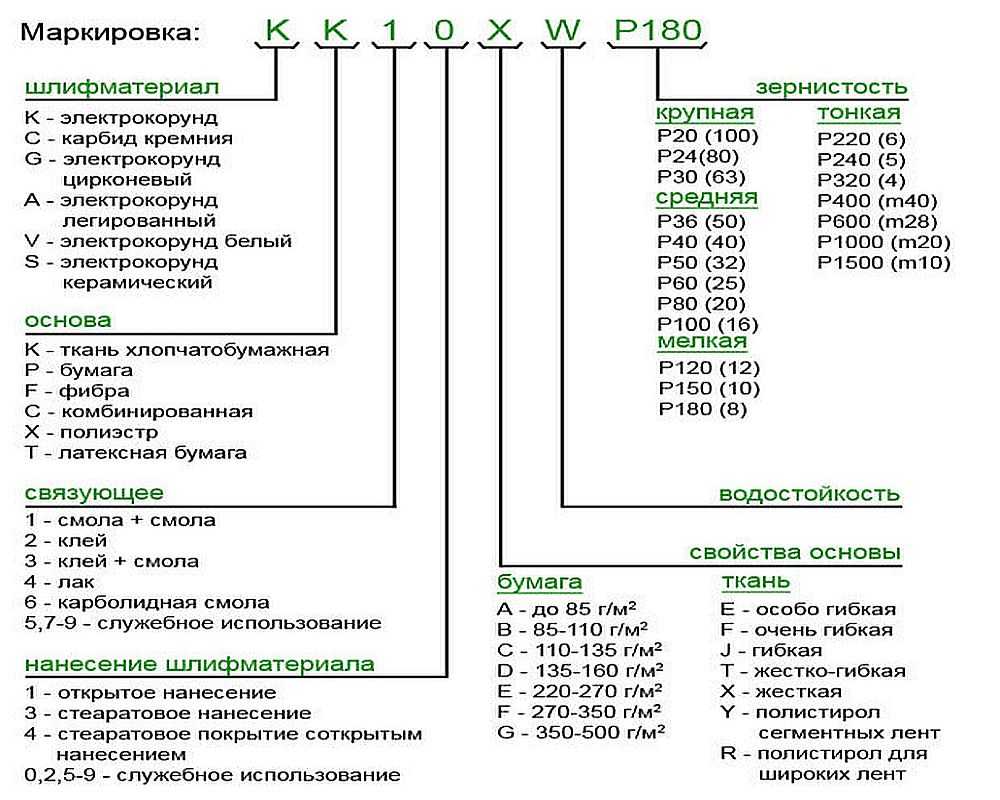
Маркировка абразивного мягкого материала
Любая наждачная бумага имеет свой шифр, которой несет в себе основную информацию о материале. В шифре указана следующая информация:
- тип нанесенного абразива;
- вид материала основы;
- вид связующего вещества;
- метод нанесения абразивных частиц;
- характеристики основы;
- водостойкость.
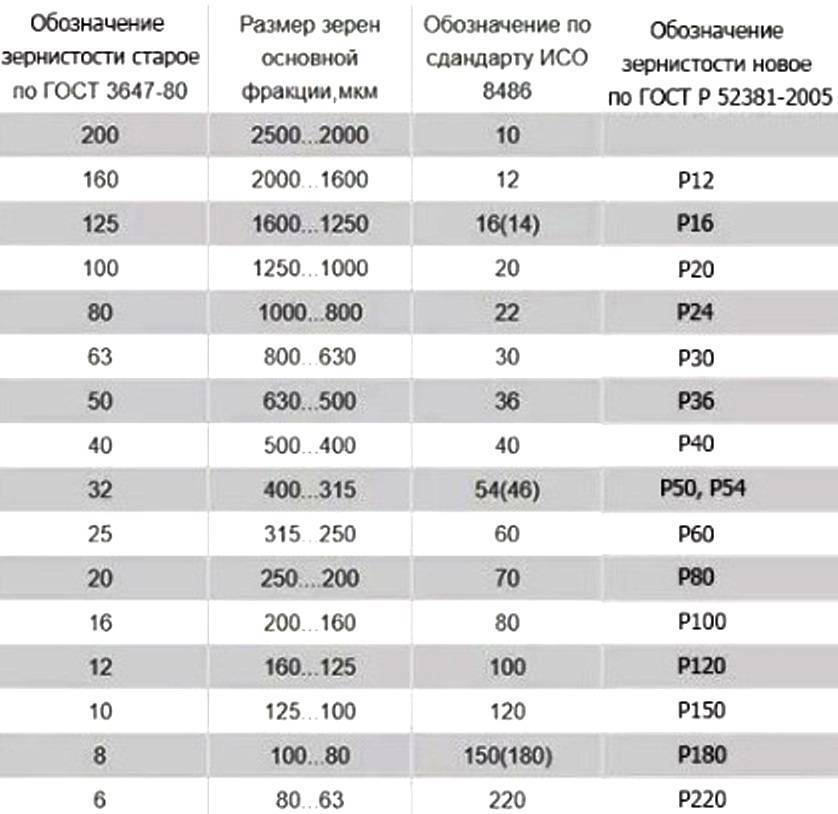
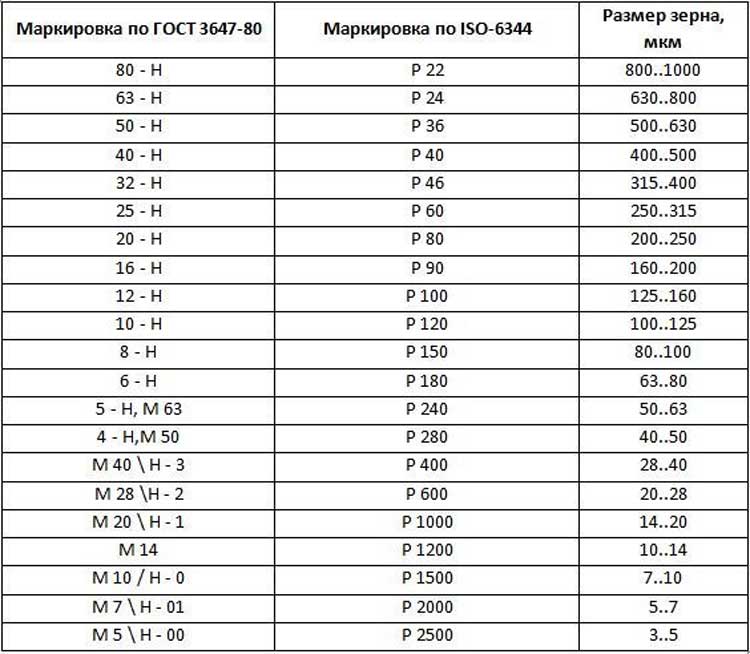
Интересно отметить, что до 2005 года в мире существовала некоторая путаница в маркировке наждачной бумаги. Ранее для записи маркировки абразивного наждачного материала использовали ГОСТ. Так, по этому нормативному документу зернистость наждачного материала записывалась непосредственно в маркировке.
Таким образом, на материале можно было увидеть размер абразивных частиц, который указывался в десятых долях микронов. По новому мировому стандарту в маркировке зернистости принято записывать количество отдельных проволочек сита, через которое просеивается абразив на одну единицу площади (дюйм). Таким образом, получается, что чем меньше абразивные частицы на наждачной бумаге, тем выше число в маркировке.
Также следует помнить, что ранее (до 2005 года) на зернистость наждачной бумаги маркировалась на обратной стороне материала буквами «Н» и «М». Однако теперь на обратной стороне наждачной бумаги можно увидеть букву «Р».
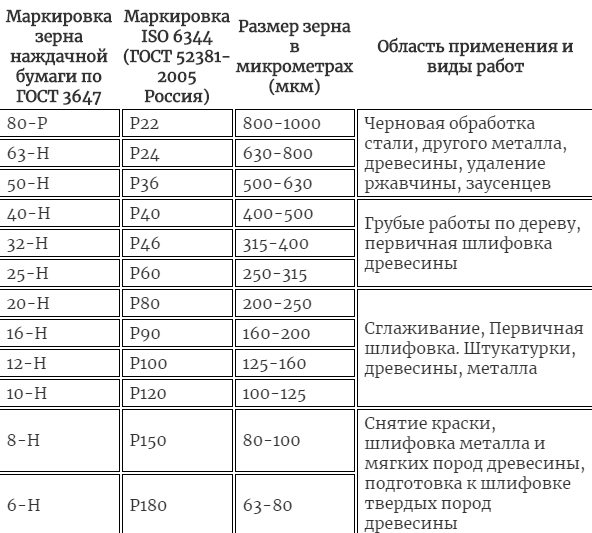
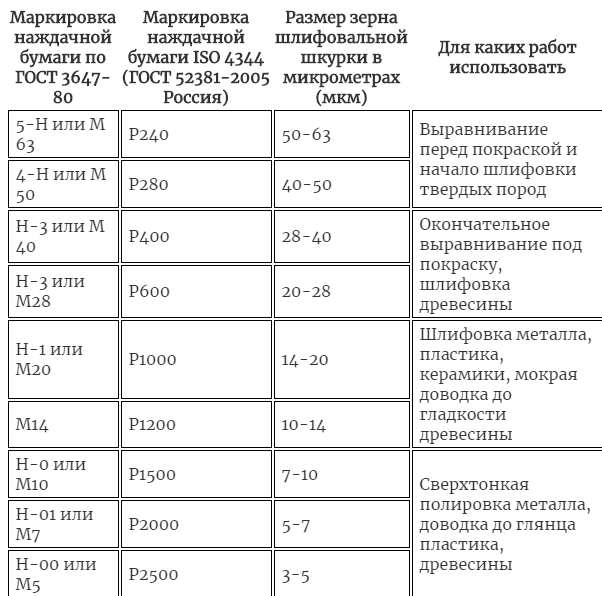
Зернистость наждачной бумаги приведена в таблице 1. В полную маркировку входит множество букв и цифр, которые не имеют отношения к величине зернистости.
Таблица 1 – Зернистость и маркировка абразивной наждачной бумаги
Виды зернистости наждачной бумаги:
- крупнозернистая;
- мелкозернистая.
К наждачным бумагам крупной зернистости можно отнести материала с размером абразива от 63 до 1000 мкм. В группу мягкого абразивного материала мелкозернистого типа относятся наждачки с зерном от 3 до 63 мкм.
Изготовление
Изготовление такой, казалось бы, простой вещи, как полоска бумаги с абразивной обсыпкой, представляет собой достаточно сложный технологический процесс и требует соответствующего оборудования и подготовки работников. На первом этапе на ленте основы печатают характеристики будущей наждачки с таким расчетом, чтобы они повторялись через расстояние, равное ширине ленты.
Далее проводят пропитку ленты компонентами для придания ей водостойкости. На следующем агрегате на поверхность основы наносят клей. Далее на слой связующего материала наносят предварительно просеянную и откалиброванную абразивную крошку. Следующий этап — сушка в печи, там клеевая масса, реагируя на температуру, запекается и прочно присоединяет абразив к основе. Далее проходит нанесение закрепляющего слоя и финальная просушка.

Аппарат для нарезки бумаги на прямоугольные листы
Последняя операция — нарезка готовой ленты на прямоугольные листы или листы другой формы для изготовления абразивных лент, их склейка, сушка и упаковка.
Особенности применения

Зажим для наждачной бумаги
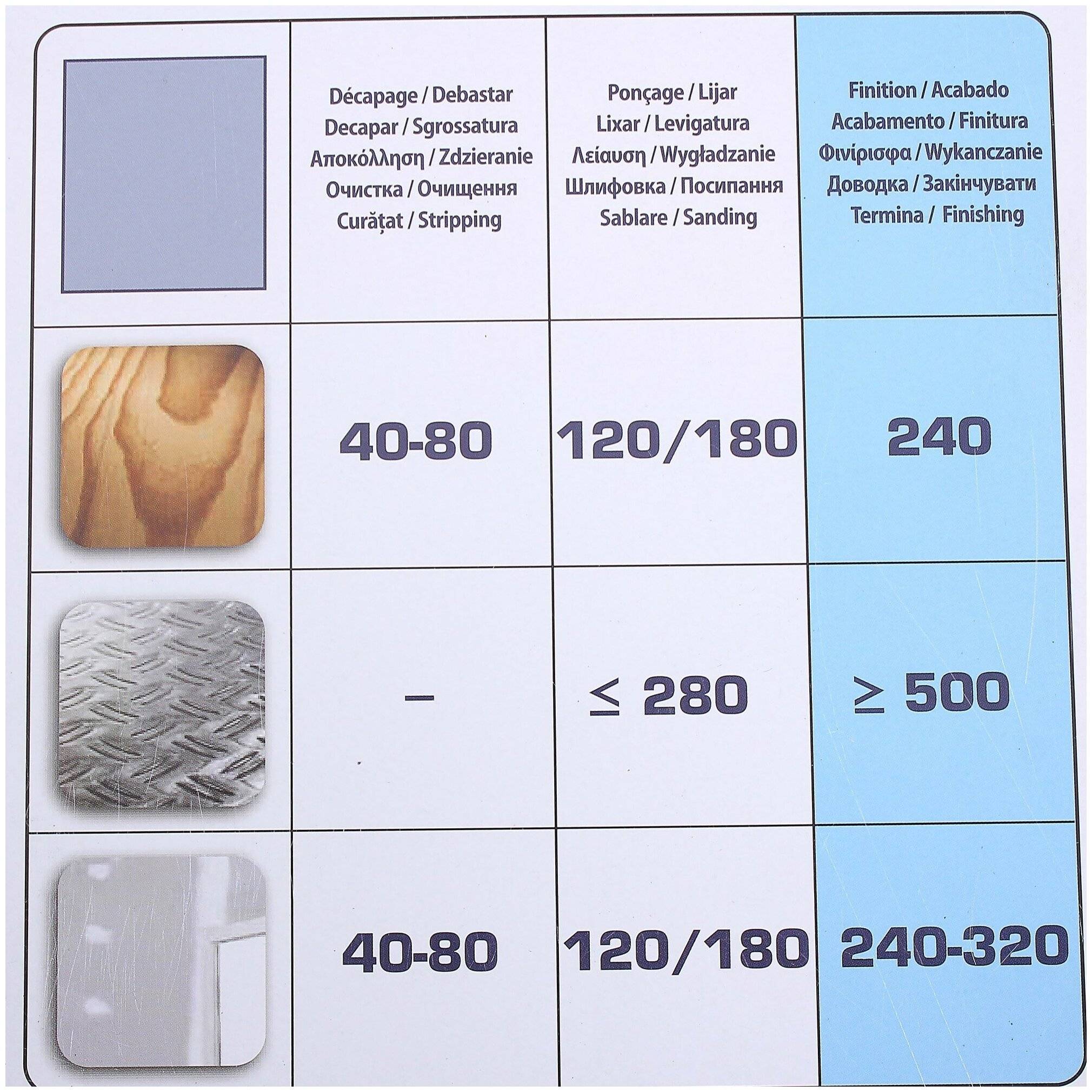
- При обработке поверхности следует придерживаться общего правила: начинать работу с применением более грубой шлифовальной бумаги, постепенно сменяя её на бумагу с более тонким зерном (большим показателем зернистости). Грубое и очень грубое зерно применяется для чернового шлифования дерева, снятия старой краски, ржавчины с металлических поверхностей. Тонкое и очень тонкое зерно — для разных стадий чистового шлифования, шлифования полирования окрашенных поверхностей, шлифования металла. Для пластика с успехом применяется шлифовальная бумага с напылением из карбида кремния.
- Для влажного шлифования обычно используется водостойкая шлифовальная бумага с зернистостью P400-P600. Использование воды при шлифовании позволяет достичь более гладкой поверхности, исключает образование пыли. Мокрое шлифование, как правило, производится вручную для тщательного контроля прилагаемого усилия.
- В настоящее время для ручного и машинного шлифования доступны не только традиционные шлифовальные листы на бумажной и тканевой основе, но и приспособления, наиболее подходящие для некоторых специфических нужд и облегчающих обработку сложных поверхностей или рыхлых сыпучих материалов.
- Медные ламели коллекторов электродвигателей рекомендуют очищать от нагара только стеклянной наждачкой, всякая другая оставит свои зёрна на поверхности меди и вызовет быстрое стачивание угольных или графитовых щёток. Народный способ — использовать для этого «чиркательную» поверхность (тёрку) спичечного коробка, содержащую стеклянную пыль.
- Для ручного шлифования больших криволинейных поверхностей удобно наждачную бумагу закрепить на толстом (около 1 см) куске мягкой резины.
- Для удобства работы с наждачной бумагой её оборачивают вокруг бруска (из любого материала — древесина, пластик, пенопласт) с прикреплённым (прибитым, приклеенным) к нему куском войлока или пористой резины.
качество ручной работы с контролем нажима сочетается с увеличением производительности труда
В качестве тонкой наждачной бумаги для пластмасс можно использовать грубую (обёрточную или газетную без текста) бумагу.
Как разобраться в маркировке?
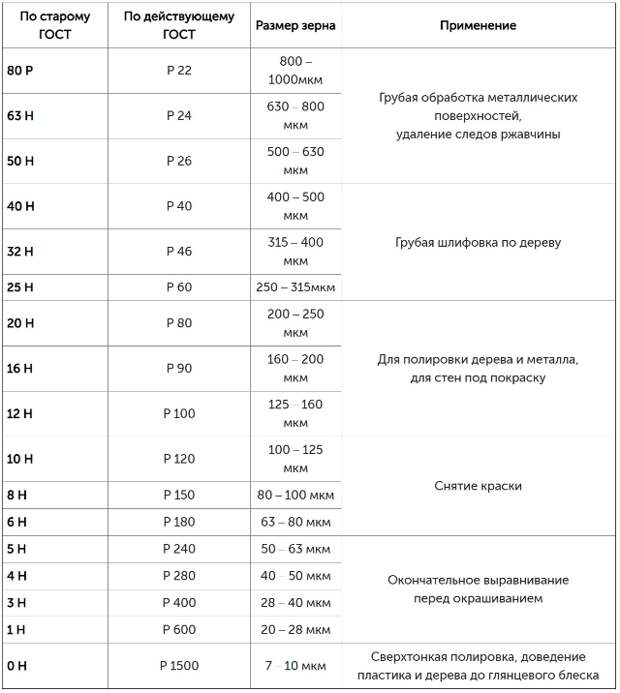
Изначально стоит заметить, что речь идет об отображении размеров фракций оснастки. Ранее при производстве наждачной бумаги отечественные компании руководствовались ГОСТ 3647-80, который на сегодняшний день является неактуальным. Его альтернативой стал новый стандарт, а именно: ГОСТ 52381-2005, соответствующий международным нормам ISO 6344. Актуальный на сегодня стандарт, как уже отмечалось, был внедрен в 2005 году
При этом важно понять его ключевые отличия от предыдущих норм. Так, согласно последним, уменьшение чисел в маркировке наждачки свидетельствовало об уменьшении зернистости
В обновленном ГОСТе все с точностью до наоборот – чем выше число, тем меньше размер зерна. Сейчас без труда можно найти таблицы, по которым определяются параметры насадок как по новым, так и по старым правилам
Особое внимание следует уделить правильной расшифровке данных, скрытых в маркировке. На практике эта задача является довольно простой
Буква «Р» указывает на материал основания наждачной бумаги, а цифры после нее – это непосредственно характеристики зерна. Например, если на обратной стороне наждачки указано «Р-400», то речь идет о мелкозернистой шкурке.
Кстати, этот вид насадки больше известен среди мастеров под народным названием «нулевка» и применяется для финишной обработки поверхностей и их полировки.
Естественно, ключевой параметр фракции указывается в микронах (мкм). Но, помимо непосредственно самого размера фракции, там же присутствует и другая информация, которую не лишним будет уметь трактовать. И речь в данном случае идет о следующих важных обозначениях.
- «Л» – свидетельствует о принадлежности изделия к категории листовых. Если оснастка идет в рулонах, то, как правило, на ней не ставят какие-либо дополнительные отметки.
- «М» – значок, наличие которого является свидетельством того, что наждачка является влагостойкой. Такие оснастки предназначены для влажных заготовок и изделий с минимальным риском преждевременного разрушения основы.
- «П» – эта буква присутствует в перечне параметров насадок, ориентированных для работы исключительно с сухими поверхностями. В данном случае тесное взаимодействие с влагой категорически противопоказано.
- Цифры «1» и «2» на обороте будут обозначать, что насадки ориентированы на мягкие и жесткие поверхности соответственно.
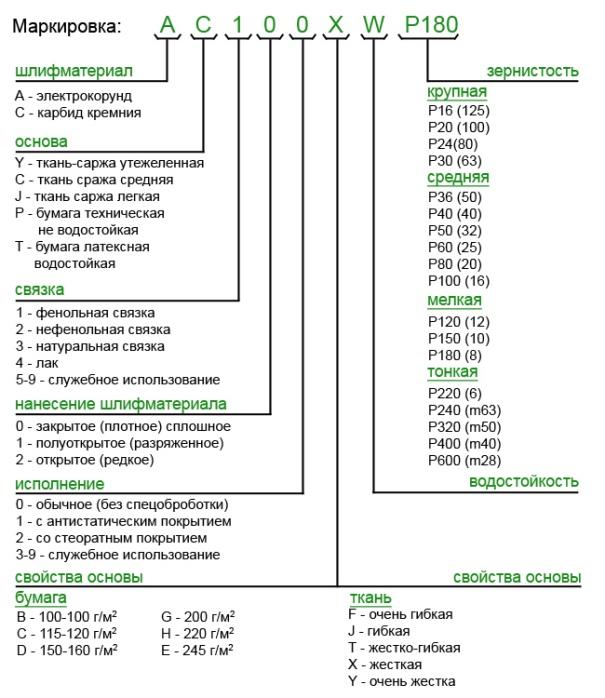
Для наглядности есть смысл привести актуальную маркировку существующих абразивов с полноценной расшифровкой возможных обозначений. Пользуясь информацией, приведенной в соответствующей схеме, можно узнать характеристики абразива. Эти данные помогут подобрать наиболее подходящий вариант для выполнения конкретных работ и с учетом особенностей материалов.
В процессе выбора шкурки настоятельно рекомендуется уделить должное внимание изучению ее обратной стороны. Именно здесь будут указаны все важные параметры, которые помогут определить предназначение абразива
Из каких материалов изготавливается основание
Для изготовления абразивных наждачек применяются основания из следующих материалов:
- Бумага — наиболее распространенный вариант изделий, который имеет низкую прочность, поэтому стоит недорого. Для повышения прочностных свойств изделия, основание пропитывается различными полимерами и смолами. За счет использования таковых материалов для пропитки, происходит повышение не только прочности, но еще и устойчивости к влаге. Зачастую бумага служит для производства мелкозернистых, а также средней и крупной зернистости шкурок. Бумага на оснастке бывает разной плотности, что влияет на сферу применения и цену
- Тканевая основа — стойка к истиранию. Обусловлена такими положительными свойствами, как эластичность, прочность, влагостойкость. На тканевой положке выпускаются наждачки крупной и средней зернистости. Ткани для изготовления рассматриваемых устройств бывают разные — гибкие, жесткие, особо-гибкие и т.п.
- Комбинированное двухслойное полотно — состоит их бумаги и ткани. Расходный материал на такой основе характеризуется эластичностью, стойкостью к истиранию, а также воздействию влаги. На комбинированном составе изготавливаются крупнозернистые варианты шкурок
Особой популярностью пользуется шкурка на губчатой основе. Их еще называют фибровыми. Они стоят дороже обычной наждачной бумаги, но при этом обладают такими положительными факторами, как пропускание пыли, продолжительный ресурс, а также возможность применения не только для ручной, но и механической обработки. Именно такие наждачки применяют для полировки автомобилей и удаления царапин с лакокрасочного покрытия.
Маркировка наждачной бумаги
Напомним, что маркировкой называют буквенно-цифровой код, в котором зашифрована масса информации. В технике маркируют огромное количество различных материалов, например сталей, а так же различные станки, приспособления, инструменты и много еще чего.
Шифр наждачной бумаги содержит в себе следующие сведения:
- вид абразива;
- вид основы материала;
- тип связующего между основой и абразивом;
- способ нанесения рабочих зерен;
- свойства материала основы;
- водостойкость.
Следует отметить, что с маркировкой наждачной бумаги с некоторого момента, а именно с 2005 года произошла некоторая путаница. До этого времени в СССР и России существовал один ГОСТ, согласно которому и осуществлялась обозначение шифра, позже было принято общемировое шифрование информации о материале. Если до 2005 года зернистость наждачной бумаги, указывавшаяся цифрами, соответствовала его натуральному размеру, и проставлялась в десятках микрон, то в настоящее время за единицу принято количество проволок сита, через которое осуществляют отсев абразивного материала, на дюйм. Таким образом, с уменьшением зерна раньше цифра в маркировке убывала, теперь, возрастает и может достигать 2400.
Кроме этого, в современной маркировке перед цифрой, указывающей на размер абразива ставится буква Р, раньше стояли буквы Н и М. Ориентируясь на указанные особенности можно определить период маркировки наждачной бумаги, которую вы изучаете.
Наждачная бумага используется для решения большого перечня задач. К ним можно отнести:
- удаление старого слоя лакокрасочного покрытия или коррозионного поражения металлов;
- зачистка поверхности деталей из различных материалов для уменьшения шероховатости, подготовка их к последующей отделке;
- полирование древесины и металлов, в том числе во влажной среде.
Каждый вид обработки предъявляет к абразивному материалу те или иные требования, которым должны удовлетворять все части шкурки.
От величины зернистости напрямую зависит тонкость обработки поверхности. В зависимости от обрабатываемого материала и вида работ подбирайте соответствующую наждачную бумагу.

Кроме этого различные виды абразива, например, карбид кремния, могут при частичном разрушении образовывать новые рабочие грани, что продлевает срок службы шкурки. Один из показателей – покрытость основы. При слабом распределении зерна наждачная бумага меньше засоряется отходами обрабатываемого материала и может использоваться для мягких древесных пород, при более плотной засыпке бумага подойдет для обработки твердой древесины и металлов.
Вид основы так же важен при подборе гибкого абразива. Ткань (буква К) обладает большей прочностью и износостойкостью, она влагостойка. Более жесткие ее виды хороши при механизированных видах обработки. Недостаток ее – увеличение линейных размеров – растягиваемость. Бумага (буква Р) менее прочна, но позволяет получать шкурку с минимальным размером зерна, что незаменимо при полировании.
Вид связующего, удерживающего рабочие зерна на основе, так же важен для выполнения некоторых видов работ
Связки обладают различной механической прочностью, что важно при механическом шлифовании, а так же по-разному реагируют на увлажнение
Каждый элемент наждачной бумаги важен. Необходимо не только правильно читать маркировку, но и уметь подбирать конкретный вид шкурки для определенного вида работ. Профессиональные шлифовщики по внешнему виду могут отличить различные виды и дать полную информацию о материале, для непрофессионала достаточно запомнить две-три основных марки, обладающих достаточной универсальностью.
Уважаемые читатели, если у вас остались вопросы, задавайте их, используя форму ниже. Мы будем рады общению с вами
Как правильно шкурить наждачной бумагой
Технология несложная. Главное – аккуратность и терпение. Для ошкуривания нужно брать разные номера наждачной бумаги для покраски авто – от самого мелкого до крупного шлифовального материала.
Особенности процесса
Работу проводите в чистом, сухом, хорошо освещенном боксе. Сделайте влажную уборку, застелите пол и стены полиэтиленовой пленкой.
Подготовьте спецодежду, защитите органы дыхания респиратором, глаза – очками. Собирайте образуемую в процессе ошкуривания крошку пылесосом.
Подготовительные работы
Конечный результат окрашивания напрямую зависит от подготовительного этапа:
- Сначала помойте машину на автомойке.
- В гараже снимите все пластиковые, хромированные детали, не имеющие отношения к окрашиванию.
- Вымойте авто еще раз с шампунем, вытрите насухо, обезжирьте уайт-спиритом.
- Осмотрите кузов, оцените масштаб работ. Возможно, зачищать, красить и шкурить придется не всю площадь.
- Заварите места, которые в этом нуждаются, проведите рихтовку.
Подготовительные работы
После еще раз начисто уберите помещение.
Особенности ручного шлифования
Для облегчения работы заранее подготовьте шлифок – колодку с держателями наждачной бумаги. Приспособление можно купить либо изготовить самому из подручных материалов: куска деревяшки, жесткой губки.
Первый этап зачистки кузова автослесари и маляры называют матированием. Полировать на больших площадях удобнее с применением шлифовальной машины, но там, где инструментом не подлезть, затирать лучше вручную. Номер наждачки для матирования авто – Р220-240.
После этой процедуры четко обнажаются вмятинки, царапины, другие дефекты. Запускайте шкурку под номером Р120: она сравняет царапины, острые кромки краски, подчистую уберет ржавчину.
Шлифок ручной
Цель процедуры на данном этапе – не гладкая поверхность. Для лучшей адгезии шпаклевки с кузовным металлом на последнем должны оставаться равномерные микроцарапины.
Не забывайте убирать мусор пылесосом. Когда поверхность подготовлена, прошпаклюйте ее, дайте высохнуть. Подберите подходящий номер наждачной бумаги для шлифовки после шпаклевки авто, пройдитесь по всем панелям.
Одного слоя грунтовки недостаточно, поэтому кузов покройте вторым, по необходимости – и третьим слоем, каждый раз ошкуривая место ремонта.
Как шлифовать шпаклевку на авто с помощью шлифмашинки
Лучший результат будет достигнут с помощью эксцентриковой виброшлифмашины. Электроинструмент прост в использовании: просто нужно прикрепить к машине специальные шлифовальные круги с крепежными отверстиями. Далее водите по поверхности в случайно выбранных направлениях.
На оборудовании предусмотрен пылесборник, который засасывает остатки абразива
Важно подобрать для шлифования грунта на авто нужный номер наждачной бумаги и размер зерна, а скорость и качество будут обеспечены прибором
Шлифовка с помощью шлифмашинки
Для самых больших и ровных площадей подойдет ленточная шлифмашина. На нее закрепите наждачную бумагу в виде полотна. Далее включите аппарат и, взявшись за рукоять, водите им в нужном направлении. Стоит учитывать мощь инструмента: машина может сточить большой слой металла.
Классификация по материалу основы
Основа наждачной бумаги (нажмите для увеличения)
Основа, подложка наждачной бумаги ещё одна не менее важная характеристика, которая также определяет назначение шкурки. Подложки бывают трёх видов. Решение, какой из них отдать предпочтение зависит от предполагаемых целей использования абразива:
- бумажной основе, которая в основном производится с мелкой или среднего размера фракцией зерна, является самой дешёвой, среди недостатков – короткий срок службы, впитывание влаги;
- тканевой, обладающей высокой износостойкостью, прочностью, эластичностью, влагостойкостью;
- комбинированной, высокой зернистости, высокой эластичности, прочности, износостойкости.
Современная промышленность выпускает абразивы на основе фибры и полиэстера. Обработка пластика дерева и иных волокнистых материалов позволяет использование бумаги с покрытием зернами абразива 60% площади.
Современные материалы подложки позволяют осуществлять наиболее эффективное использование зернистого инструмента. Для обработки металла делают покрытие 100% площади инструмента. Эластичность основы необходима при обработке поверхностей от ржавчины и краски.
В шлифовальных машинах применяют водоотталкивающую основу в связи с использованием охлаждающих и смазывающих жидкостей.
На производстве, в мастерских, дома не помешает запас инструмента, чтобы всегда истёртый отработанный наждак можно было заменить, не прерывая работы. Наждачные шкурки, ленты стоят недорого, всегда доступны в полном ассортименте.

Сделать правильный выбор, разбираться в вопросе мере помогут картинки видов наждачной бумаги. Интересные факты о наждачной бумаге смотрите в следующем видео:
Видите неточности, неполную или неверную информацию? Знаете, как сделать статью лучше?
Хотите предложить для публикации фотографии по теме?
Виды бумаги по зернистости
Независимо от степени абразивности, все типы наждачки представляют собой оснастку, которая состоит из подложки или основания и самого рабочего элемента. Основа бывает тканевой или бумажной. Первый вариант, как правило, отличается надежностью, а, следовательно, большим сроком эксплуатации.
Естественно, такая наждачная бумага будет стоить дороже. На основание с одной его стороны наносится само абразивное вещество при помощи специальной смолы или же клеевого состава. Именно с учетом его фракции (крупности) и осуществляется классификация описываемого расходного материала.
Чтобы объективно оценить ключевые эксплуатационные показатели рассматриваемых насадок, во многом определяемых именно размерами зерна, следует уделить внимание материалу изготовления. От этого фактора напрямую зависит градация наждачной бумаги
Наиболее распространенной и популярной сейчас стала наждачная бумага с напылением из электрокорунда. Этот материал является результатом плавления металлической стружки при использовании дуговых печей. Если сравнивать с алмазными наждаками, то у них твердость будет в 4 раза выше, чем у этой разновидности.
Размер фрагментов абразива наждачной бумаги, то есть, ее зернистость, измеряется в микрометрах. С учетом этой единицы измерения следует отметить, что наименьшее зерно – это всего лишь 3-5 мкм. Самый же большой размер достигает отметки в 1000 мкм, что эквивалентно 1 мм. С учетом этого ключевого параметра существующую наждачную бумагу делят на две категории: крупно- и мелкозернистую. Есть еще промежуточный вариант – среднезернистая.
Анализируя актуальные правила, по которым классифицируют наждачку, следует отметить важность таких моментов, как страна и год выпуска. К примеру, согласно международным нормам расходные материалы на гибкой и негибкой основах обозначаются буквами «P» и «F» соответственно
При этом цифрами указывается зернистость абразива. Параллельно в продаже можно найти наждачку, маркируемую в соответствии с действующим российским ГОСТом.
Важно учитывать, что в ситуациях с российской продукцией возможны два варианта. Первый – это ГОСТ, официально утвержденный в 2005-м и разработанный с ориентацией на нормы стран Европейского союза
Во втором случае речь идет о правилах, принятых еще в 80-е годы ХХ столетия профильным министерством Советского Союза. Кстати, отсутствуют единые системы и правила и у зарубежных производителей.
Так, к примеру, свои стандарты действуют в Стране восходящего солнца, Канаде, Соединенных Штатах, Турции и Поднебесной.
Как выбрать наждачную бумагу?
Для шлифовальных машин существуют специальные шкурки различной формы (круг, треугольник, прямоугольник) с основанием-липучкой. Такая бумага долго не теряет форму и пригодна к длительной и беспрерывной работе. Они очень просты в замене и доступны в свободной продаже в любом строительном отделе.
Самым распространенным видом является шлифовальная шкурка на бумажной основе. Именно она наиболее часто встречается в домашних мастерских. Бумажная основа проходит специальные этапы обработки и пропитки, чтобы максимально повысить крепость и влагоустойчивость.
Сетка для затирки шпаклевки маркируется идентично бумаге: чем больше проставленный номер, тем мельче абразивная частица. Степень шлифовки выбирают в зависимости от того, какое последующее действие будет выполняться на шпаклевке. Стены обрабатывают наждачкой вручную или с помощью специальных машинок. Для ручного применения используют своеобразную терку, на которую крепят лоскут сетки и равномерно проходят нужную область.
Наждачка на губке поможет добраться до труднодоступных участков. Так же с ее помощью проще зачистить детали сложных форм. Губка бывает жесткая и мягкая. Жесткую используют для ровных поверхностей, мягкую – для фигурных.





