

Что такое сварочный инвертор?
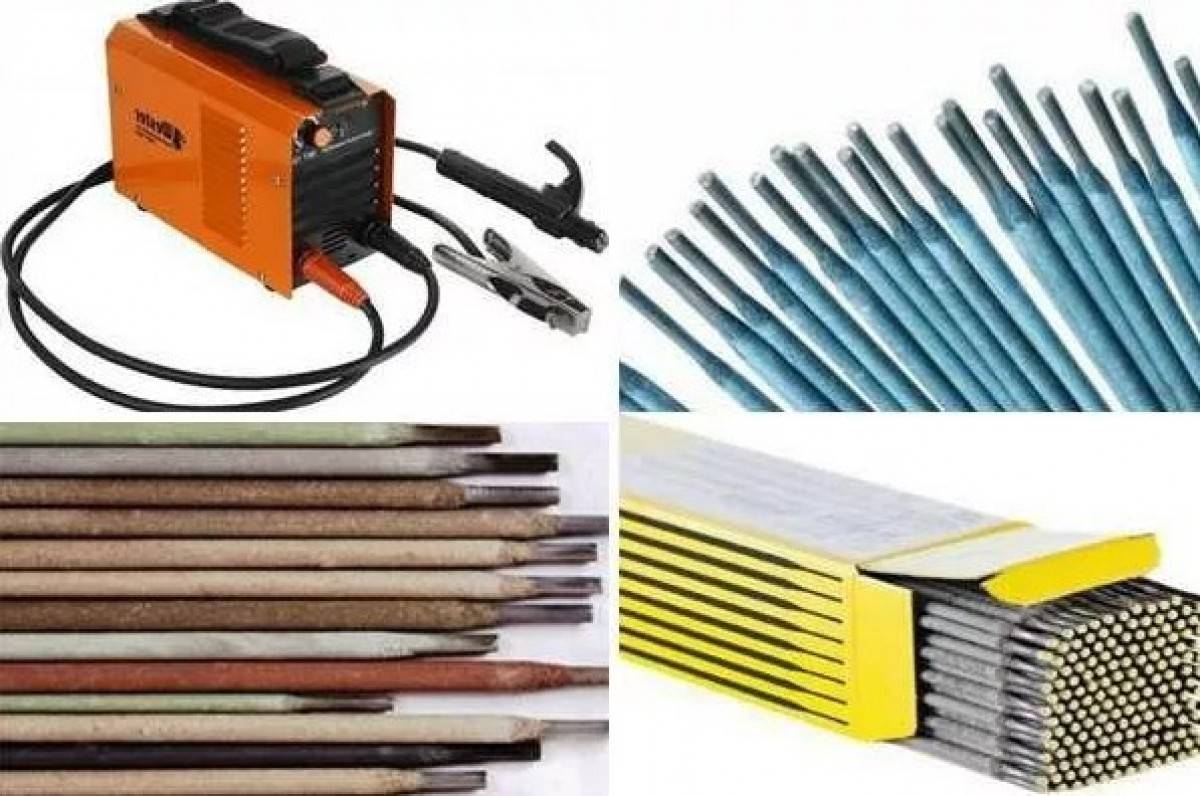
Сварка — процесс непростой и ответственный. Освоить это ремесло может при желании каждый, но если раньше для работы приходилось использовать сложное и громоздкое оборудование, то сейчас достаточно приобрести сварочный инвертор, намного упрощающий задачу. Это сравнительно небольшой прибор, имеющий намного меньший вес, чем любой другой сварочный аппарат. Таким образом удалось упростить и облегчить процесс сварки. Сейчас сварочный инвертор практически вытеснил с рынка стандартные сварочные аппараты.
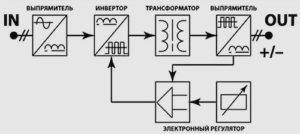
Как же работает сварочный инвертор? Напряжение, поступающее от электросети, подается на так называемый выпрямитель, далее происходит преобразование постоянного тока в переменный за счет особого силового модуля. Но переменный ток имеет повышенную частоту. Он, в свою очередь, подается на сварочный трансформатор, и напряжение от него после выпрямления подается на очень устойчивую сварочную дугу.
Сварочный инвертор КАЛИБР СВИ-250 4600 Вт
Главные достоинства сварочного инвертора:
- сравнительно небольшой вес прибора;
- улучшение характеристик дуги;
- повышение КПД;
- возможность снизить количество брызг во время работ;
- можно использовать различные электроды;
- широкий диапазон регулировки тока;
- упрощенный поджиг электрода;
- можно получить более прочный и качественный шов;
- легче освоить ремесло сварщика;
- электроды почти не залипают при соприкосновении с деталью.
Минусы, конечно, тоже есть. Как минимум, это высокая стоимость оборудования (раза в три больше, чем у обычных трансформаторов)
Также инверторы важно регулярно чистить от пыли — не реже раза в год. Да и на морозе работать с ними не получится — приборы не любят холод
Также сетевой провод, необходимый для подключения устройства к электросети, не может превышать длину 2,5 м.
Расположение и характер соединения
Подходящая сила сварочного тока зависит от места расположения шва и положения, из которого выполняется сварка. Кроме этого обязательно нужно учитывать скошены ли кромки свариваемых изделий, показатель угла, под которым они находятся. Наиболее ясным это будет после рассмотрения примеров.
Если производится сваривание горизонтального шва в верхнем положении, то ток при сварке должен иметь высокое значение в отличие от сварки соединений вертикального и горизонтального типа в нижнем положении. Это связано с тем, что сварочная ванна горизонтальных, свариваемых сверху соединений имеет повышенную стойкость, она не растекается. Высокие показатели тока обеспечат наиболее глубокое проваривание изделий. В результате этого выйдет сплавление с высокой прочностью, оно будет находиться на всей толщине изделия.
Небольшой ток для сварки рекомендуется выбирать во время сваривания потолочных соединений в нижнем положении. В данной ситуации расплавленная металлическая смесь под влиянием силы тяжести будет стремиться отделиться от соединения и упасть. Это смогут сдержать до некоторого времени силы поверхностного натяжения расплавленной металлической основы.
Обычно данные работы требуют от сварщика большого опыта и высокой квалификации. Ведь ему в процессе сварки необходимо будет тщательно контролировать состояние жидкой массы сварочной ванны, он должен предотвращать вытекание из нее металла.
Важно! Сварщик, который имеет большой опыт и навыки, сможет производить регулирование процесса без уменьшения силы тока. Он будет повышать скоростные показатели передвижения стержней вдоль сварного соединения
Это существенно сокращает временные затраты.
Перед тем как сваривать торцевые поверхности изделий обязательно подготавливаются, для этого осуществляется их скашивание. Но при их сваривании обязательно уменьшается величина электрического напряжения. Это связано с тем, что неподготовленные кромки провариваются глубже в отличие от предварительно снятых. Но в данной ситуации, если имеется опыт и навыки, то можно будет выбрать требуемый режим при помощи корректировки скоростных показателей сварки.
Критерии выбора электродов
В первую очередь следует иметь в виду, что электроды могут быть плавящегося и неплавящегося типа. Первые изготовлены из металлического стержня, на поверхность которого наносится специальная обмазка, способствующая защите зоны сварки и повышающая устойчивость горения дуги. Именно они используются для выполнения ручной дуговой сварки. Изделия второй категории — неплавящиеся — применяют для выполнения сварочных работ в среде защитного газа (аргона), их разновидности и особенности использования будут рассмотрены в отдельной статье.
Выбирая электроды для сварки с использованием инвертора, следует учитывать то, что материал изготовления соединяемых деталей также будет оказывать влияние на качественные характеристики формируемого шва. Соответственно, для того чтобы варить разные материалы, используются сварочные электроды разных типов. Так, к примеру:
- для соединения изделий, выполненных из низкоуглеродистых и низколегированных марок сталей, выбирают углеродные электроды;
- для соединения изделий, выполненных из легированных сталей, используют электроды соответствующих марок: ОЗС-4, МР-3 (ГОСТ 9466-75), МР-3, АНО-21, УОНИ 13/45 (ГОСТ 9467-75);
- если необходимо выполнять сварочные работы с наплавками или сталями других типов, то выбирают электроды с сердечником из высоколегированного металла — ЦЛ-11 (ГОСТ 9466-75);
- для того чтобы варить чугун, тоже необходимо выбрать электроды соответствующей марки — ОЗЧ-2 (ГОСТ 9466-75).
Общий вид электродов МР-3
На сегодняшний день сформировался следующий рейтинг электродов, применяемых для сварки с использованием инвертора.
- АНО. Сварочные электроды данной марки хорошо воспламеняются, их не надо дополнительно прокаливать. С ними одинаково успешно могут работать как начинающие сварщики, так и профессионалы.
- МР-3 — универсального типа, их можно использовать даже для соединения неочищенных поверхностей.
- МР-3С. Электроды данной марки следует выбрать, если к характеристикам шва предъявляются повышенные требования.
- УОНИ 13/55 используют для монтажа ответственных конструкций, требующих высокого качества исполнения сварного шва. Начинающему сварщику с ними работать будет сложно: их использование требует определенного опыта и высокой квалификации.
Электроды УОНИ 13/55
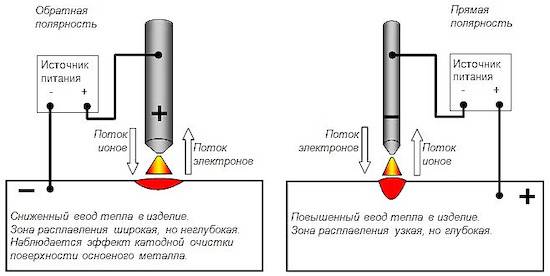
Особенности сварки с прямой и обратной полярностью
Прямая и обратная полярность инвертора обладают индивидуальными свойствами, которые нужно обязательно учитывать при выполнении сварочных работ.
Особенности сварки при подключении инвертора с прямой полярностью:
- Электроды и присадочные материалы во время работы расплавляются и переносятся в сварочную ванну в виде крупных металлических капель. Это приводит к увеличенному разбрызгиванию металла и росту коэффициента проплавления.
- Режим прямого подключения отличается нестабильностью электрической дуги.
- С одной стороны заготовки глубина проваривания снижается, а с другой – снижается количество углерода, внедряемого в металлическую массу детали.
- Металл нагревается правильно, его структура не нарушается и остается неизменной.
- Сварочная проволока или электрод нагревается меньше, что дает возможность при необходимости увеличить силу тока.
- Отдельные сварочные материалы отличаются увеличенным коэффициентом наплавки, особенно, когда в активных и инертных газах используются плавящиеся электроды. Такой же эффект получается при взаимодействии присадок с некоторыми типами флюсов.
- Прямая полярность при сварке оказывает влияние на структуру материала, остающегося внутри шва между сваренными металлическими деталями. Получается состав с содержанием марганца и кремния при полном отсутствии углерода.
Обратная полярность при сварке инвертором обязательно используется, когда свариваются заготовки из тонких листовых металлов
Этот процесс требует внимания и осторожности, поскольку велика вероятность прожечь и испортить материал. Данный режим подключения дополняется другими методами, позволяющими избежать неосторожных повреждений
Среди них можно выделить следующие:
- Понижение силы тока, вызывающее уменьшение температуры на поверхности заготовки.
- В процессе сварки рекомендуется использовать прерывистый шов. Вначале свариваются несколько участков в разных местах, после чего они соединяются между собой в единое целое. Данная схема может меняться, в зависимости от конкретных условий соединения металлов. Таким образом, удается предотвратить деформацию металлических заготовок, особенно, если их длина превышает 20 см. Большее количество отрезков делает каждый участок более коротким, и металл за счет этого намного меньше коробится.
- Сварка слишком тонких заготовок осуществляется с периодически прерывающейся электрической дугой. Электрод быстро выходит из рабочей зоны и тут же возвращается на место и поджигается. Процесс выполняется практически непрерывно.
- При соединении внахлест прижим заготовок друг к другу должен быть максимально плотным и герметичным. Наличие даже незначительного воздушного зазора может вызвать прожигание детали, расположенной сверху. Создать плотное прилегание можно каким-нибудь грузом или струбцинами.
- Выполняя соединение встык, необходимо обеспечить минимальный зазор между свариваемыми изделиями. В идеальном варианте зазор должен вообще отсутствовать.
- Если тонкие листовые заготовки имеют слишком неровные кромки, то в этом месте под сварочным стыком укладывается материал, компенсирующий избыточное тепло. Лучше всего для этих целей подходят медные или стальные пластины, толщину которых желательно выбирать как можно больше.
Новичкам, только начавшим осваивать данный вид соединения, рекомендуем проводить тренировочную сварку с обратной полярностью на испорченных металлических листах. Это даст возможность прочувствовать все особенности процесса и в дальнейшем избежать прожогов и других дефектов.







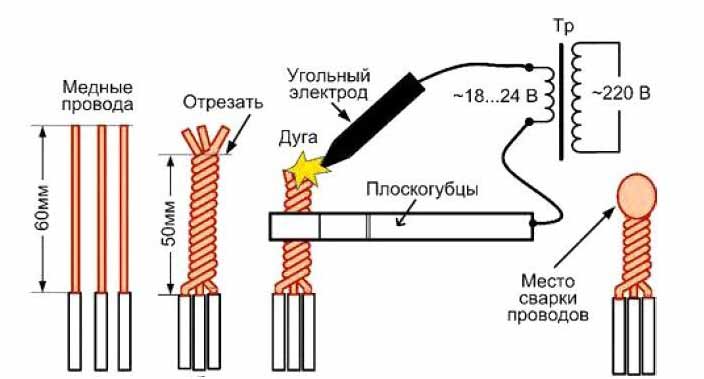
Сварка медных проводов: технология, аппараты для сварки
Сварка медных проводов инвертором с применением угольного и графитового электрода, и точечным методом
Как варить инвертором: советы новичкам

Выбираем электроды для сварки инвертором

Как правильно паять многожильные и одножильные провода паяльником
Какой сварочный инвертор лучше выбрать для дома и дачи
Как выбрать электроды для инверторной сварки
Выбирая лучшие электроды для сваривания важно учитывать, что от выбранных комплектующих во многом зависит качество и долговечность сварного шва. Не стоит гнаться за самой доступной ценой при выборе электродов, поскольку это может стать причиной некачественной работы
Конечно, профессиональный сварщик сможет сделать идеальный шов, используя любые электроды, но это лишь результат многолетней практики. Если вы не имеете большого опыта, лучше переплатить, но получить достойный результат.
Существует несколько наиболее распространенных марок электродов, пользующихся популярностью у начинающих и практикующих мастеров:
- Марка АНО: стержни этой марки отлично воспламеняются, не нуждаются в прокаливании. Марка популярна как у новичков, так и у профессионалов своего дела.
- Марка МР-3: универсальные, наиболее распространенные. Их можно использовать даже для соединения деталей, которые были подвержены слабой коррозии.
- Марка МР-3С: электроды этой марки лучше использовать, если требуется сделать особо прочный и аккуратный шов.
- Марка УОНИ 13/55: позволяет выполнить шов высочайшего качества. Эту марку предпочитают сварщики с высокой квалификацией, поскольку опыт позволяет им без труда выполнять работу быстро и качественно. Начинающим мастерам будет сложно работать с электродами этой марки. Если вам нужен эстетичный шов, но не хватает опыта, выберите марку МР-3С.
Помимо марки существует ряд других важных характеристик, о которых мы поговорим далее.
Варианты сварочного оборудования
Разные варианты сварки могут выполняться аппаратом одного вида, универсальный ИИСТ работает в разных режимах, с различными материалами. Основная цель – постоянный стабильный процесс горения сварочной дуги, необходим также легкий поджиг.
Источники питания сварочной дуги:
- Трансформаторы. Специально предназначен для сварочных работ, с помощью преобразования напряжения сети в низкое напряжение переводит ток из низкого в высокий. Показатели достигают тысяч ампер. Изменение параметров проходит за счет секционирования витков обмотки аппарата, первичной или вторичной.
- Электрогенераторы, работающие на дизеле, бензине или от электричества. Иначе именуются сварочными агрегатами, по сути – мобильные электростанции., способные генерить электрический ток для сварки и резки электродуговым способом.
- Выпрямители. Преобразователи энергии переменного электротока в постоянный, однонаправленный, выходной тип.
- Инверторы. Устройства для преобразования тока постоянного типа в переменный, меняется напряжение по типу дискретного сигнала. Используются как отдельные аппараты или в системах бесперебойного питания.
Выпрямители и инверторы относятся вариантами одной электрической машины. Это обусловлено правилом обратимости электромашин, заключающемся в преобразовании электроэнергии в механическую, и обратном преобразовании.
Популярные марки электродов
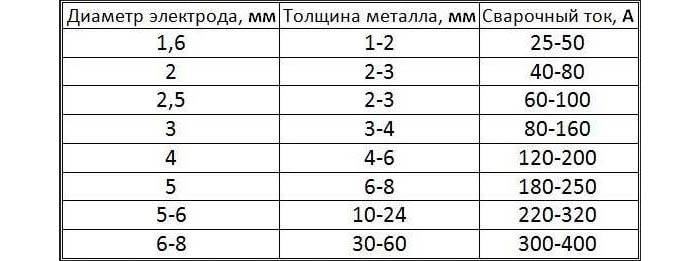
Диаметр электрода и сила тока – главные критерии, которые требуется настраивать в первую очередь. От них зависит правильный и качественный сварочный процесс. Особенно тяжело с подбором данных параметров новичкам, потому что они не знают правильно соотношение напряжения и размера диаметра стержней. По этой причине стоит предварительно изучить специальную литературу, таблицы с указанием настроек режимов сварки.

Но все же нужно знать не только, как выбрать силу тока при сварке инвертором, но и марки стержней для работ с применением переменного и постоянного напряжения.
По этой причине стоит рассмотреть популярные марки стержней:
- Электроды МР-3С. Данные стержни считаются востребованными расходниками, они относятся к универсальным видам. Их можно использовать, когда применяется постоянный и переменный ток сварки. Преимущество расходников состоит в том, что при их использовании отмечается легкое воспламенение дуги при первом и при последующих розжигах. На поверхности имеется обмазка из рутила, она защищает соединения от окисления, от проникновения шлака.
- АНО-37. Электроды рекомендуется использовать при сваривании и ремонте изделий из углеродистых и низкоуглеродистых металлов. Обладают низкой чувствительностью к грязи и ржавчине. Расходники этой марки с легкостью перекрывают большие зазоры в металлических изделиях. В инструкции на упаковке имеется подробная инструкция, в ней указывается на каком токе нужно варить электродом 3 мм, 4 мм, 5 мм и с другими размерами диаметра. При их использовании отмечается легкое разжигание дуги. Соединение отлично образуется при небольших показателях напряжения сварки. Данные стержни могут применять новички, начинающие сварщики при помощи них смогут сделать качественные сварные соединения.
- ОК 46.00. Электроды этой марки рекомендуется применять при сваривании изделий из углеродистой стали. Их можно спокойно применять для плохочищенных изделий, они обладают легким поджигом. Их можно смело применять для заваривания широких зазоров. Стержни обладают низкой чувствительностью к поверхностям с загрязнениями, ржавчинной. Во время их применения разбрызгивание расплавленного металла небольшое. Подходят для проведения сварки в разных пространственных положениях.
- ОЗС-4. Стержни применяются при работе с изделиями из углеродистого металла. Перед проведением сварки поверхность изделий не обязательно очищать от загрязнений, ржавчины. Электроды подходят для сварки, даже если на заготовках присутствует влага. Обеспечивают легкое разжигание дуги и сохраняют ее равномерное горение на протяжении всего сварочного процесса. В инструкции к стержням указывается, какой должен быть ток для сварки электродом 3 мм, 4 мм, 5 мм и с другими диаметрами. Электроды позволяют осуществлять сварку на режимах, при помощи них можно с легкость сваривать изделия с большой и средней толщиной.
- LB-52U. Стержни обладают несколькими положительными качествами – имеют высокую степень производительности, снижают до минимума разбрызгивание расплавленного металла, наделены отличными механическими качествами, обеспечивают сохранение стабильной дуги при низком и высоком напряжении.
- АНО-4. Электроды применяются для сваривания изделий из углеродистого металла. При помощи стержней можно варить загрязненные, ржавые и даже влажные заготовки. Они обеспечивают легкое разжигание дуги, а затем они поддерживают ее стабильное горение. Но все же у них наблюдается небольшая склонность к появлению пор. Готовые соединения обладают высокой прочностью. Электроды обладают низкой чувствительностью к изменению длины дуги.
Практически ко всем электродам независимо от марки прилагается инструкция. В ней указывается, как выбрать ток для сварки инвертором и другими сварочными аппаратами для стержней в зависимости от диаметра. Но все же опытные сварщики полагаются и на другие факторы – вид металла, его толщина, размер будущего соединения и прочее.









Вопрос-ответ
Из чего состоит сварочный электрод?
Центральный стержень изготавливается из сварочной проволоки, которую покрывают обмазкой. В её состав входят стабилизирующие, легирующие, газообразующие и шлакообразующие добавки. Связующее для компонентов обмазки – жидкое стекло.
Как сушить сварочные электроды?
Снижение уровня влаги в обмазке поможет уменьшить вероятность залипания, улучшит первый и повторный поджиг. Для сушки можно использовать газовую или электрическую духовку. Температура для прокаливания выбирается с учётом рекомендаций производителя, лежит в пределах 150-250 градусов. Время сушки – 1,5-2,5 часа.
3ачем нужна обмазка на сварочном электроде?
Покрытие сварочной проволоки создаёт среду, которая позволяет получать расплавленное железо с заданными свойствами. Обмазка обеспечивает стабильное горение дуги, что упрощает работу.

Лучшие аппараты для точечной сварки
Какие электроды лучше для инвертора?
На выбор элементов влияет толщина материалов, которые необходимо соединить посредством сварки. Заготовки небольших размеров не нуждаются в использовании крупных сварочных аппаратов. Это обусловлено тем, что в процессе эксплуатации габаритные электроды образуют большое количество тепла, которое помимо влияния на деталь оказывает термическое воздействие и на весь аппарат.
При работе с небольшими изделиями очень важно правильно подобрать электроды. Слишком высокое термическое воздействие спровоцирует прожигание металла, а высвободившиеся тепло разлететься на все стороны.. Важно: Можно применять электроды большего диаметра
Некоторые профессиональные сварщики способны удерживать дугу в режиме разогрева и затухания. За счет этого специалисты могут использовать электроды, превосходящие рекомендованные параметры.
Важно: Можно применять электроды большего диаметра. Некоторые профессиональные сварщики способны удерживать дугу в режиме разогрева и затухания
За счет этого специалисты могут использовать электроды, превосходящие рекомендованные параметры.
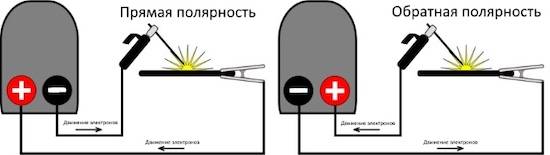
Как влияет на сварку прямая и обратная полярность
Само понятие полярности, применительно к сварочной аппаратуре, означает тот или иной вариант подключения, связанный с текущими процессами и необходимостью решения конкретной задачи. Для того чтобы изменить полярность, достаточно всего лишь поменять местами клеммы подключения. Ток изменит свое направление и физические процессы, а сама сварка в каждом случае будут протекать по-разному.
Существует два вида полярности, настраиваемые перед выполнением работы:
- Прямая полярность. Устанавливается на аппаратуре перед началом соединения толстых заготовок с глубокими швами. В данном случае электрод подключается к минусу, а свариваемый металл – к плюсовой клемме. Благодаря прямой полярности, в процессе сварки возникают так называемые анодные и катодные пятна. Более горячее анодное пятно появляется со стороны заготовки. За счет этого основной металл расплавляется на большую глубину, позволяя сваривать чугунные, алюминиевые и другие заготовки из сложных металлов.
- Обратная полярность. При таком подключении плюс соединяется с электродом, а минус – с металлической заготовкой. Анодное пятно с повышенной температурой возникает уже на противоположной стороне, то есть, на электроде. Металл остается относительно холодным, а электрод разогревается. Этот способ соединения позволяет сваривать тонкостенные заготовки.
В соответствии с конкретными задачами, сварщиком настраивается прямая и обратная полярность при сварке инвертором. Некоторые молодые специалисты не знают всех особенностей настройки, поэтому у них иногда возникают сложности с прогревом и проплавлением заготовок из разных материалов. Рекомендуется сначала изучать техническую документацию инверторной сварки и проверять теорию практическими действиями.
Самые распространенные марки электродов и сфера их применения
Составить объективный рейтинг электродов для сварки инвертором невозможно, поскольку все они разрабатываются для различных металлов и условий применения
При этом принимается во внимание рекомендуемое рабочее положение стержня, характер покрытия, какой полярности постоянка или переменка нужна при выставлении настроек сварочного аппарата. Сильно влияют на выбор и индивидуальные предпочтения сварщика, складывающиеся в процессе многолетней работы
Мы представим наиболее распространенные в среде сварщиков марки, пользующиеся заслуженной популярностью не один год.
МП-3
Рутиловые электроды этой марки являются одними из самых распространенных и востребованных. Они разработаны для сварки углеродистых и низколегированных сталей с предельным усилием разрыва до 490 МПа. С их помощью можно варить инвертором детали размером до 2 см. Для этого используется источник переменного или постоянного тока обратной полярности с напряжением холостого хода не менее 50В.

- легкость розжига и исключительная устойчивость дуги;
- незначительное разбрызгивание стали;
- легкость создания сплошного и ровного шва, доступная даже новичку;
- простое отделение шлаковой корки;
- высокая производительность работы;
- минимальные требования к качеству подготовки кромок;
- возможность сварки при любом положении электрода.
- большое количество производителей изделий данной марки, среди которых встречаются и недобросовестные;
- строгий подход к условиям хранения, объясняемый резким ухудшением эксплуатационных параметров шва при намокании обмазки стержней.
ОЗС-12
Еще один представитель семейства рутиловых электродов, который хорошо подходит для сварки сталей с низким содержанием углерода. Отменная прочность шва с отсутствием посторонних включений и склонности к растрескиванию в широком диапазоне термических условий и внешних нагрузок востребована при изготовлении сложных конструкций на потенциально опасных объектах. Варить ими можно постоянным и переменным током, при этом потребляется минимально возможная мощность.

- превосходное качество шва;
- любое направление стержня в процессе сварки;
- моментальный розжиг и устойчивая дуга;
- возможность сварки минимальными токами;
- легкость очистки шва от шлаков;
- низкая стоимость.
- повышенная восприимчивость к влаге, что требует обязательной прокалки электродов перед работой при 150оС в течение часа;
- необходимость тщательной зачистки области сварного соединения перед началом работы.
ОЗЧ-2
Электроды с кислой обмазкой, рассчитанные на сварку заготовок из серого и ковкого чугуна и устранения дефектов литья. На сварочном аппарате устанавливается постоянный ток обратной полярности. Шов выполняется в нижней горизонтальной плоскости или в вертикальном направлении при движении снизу вверх короткими валиками с периодической проковкой и охлаждением.

- сложная технология производства работ;
- приходится выдерживать расходную партию в муфельной печи течение часа при температуре 190-210оС.
УОНИ 13/55
Лучшие электроды для сварки инвертором самых сложных и качественных изделий из углеродистой и низколегированной стали имеют основной тип покрытия.
Неразъемное соединение превосходно выдерживает значительные нагрузки и может использоваться в широком интервале температур.

- однородность шва, обеспечивающая применение изделий этой марки при изготовлении ответственных трубопроводов и нагружаемых строительных конструкций;
- простое удаление шлака;
- высокая производительность работы;
- экономичный расход электродов;
- широкий диапазон возможных пространственных положений стержня;
- приемлемая стоимость.
- сложность повторного розжига;
- необходимость привыкания к достаточно сложному режиму поддержания дуги.
ОЗЛ-8
Эти электроды с обмазкой основного типа применяются для работы по нержавейке. При этом материал шва превосходно переносит влияние химически активных сред и не боится высоких механических нагрузок. Сварку ведут в произвольном положении постоянным током обратной полярности.






Совет! Для исключения растрескивания материала его охлаждение должно производиться в плавном режиме.
Такие электроды используются при изготовлении, монтаже и ремонте аппаратов и трубопроводов в пищевой, химической и нефтехимической промышленности. Полученные с их помощью швы выдерживают экстремальные температуры и повышенное давление.
- высокое качество шва;
- широкий диапазон применения;
- устойчивая дуга;
- простой режим сварки в любых положениях;
- минимальное количество шлака и легкость его удаления;
- доступная цена для изделий своего класса.
- необходимость предварительной прокалки электродов при 300оС;
- повышенный расход материала.
Какая должна быть сила тока при работе с инверторами?
Этот показатель определяется с учетом диаметра электрода. Но в большинстве случаев на пачке с элементами нанесены все рекомендации от производителя, включая ток, необходимый для работы с конкретным электродом. Например, при работе с элементом диаметром 3 мм расчетный рабочий ток находится в диапазоне от 60 до 90 А. Однако на практике берут запас и осуществляют работу в диапазоне от 30 до 120 А без отрыва, иначе работе осуществляется с током от 90 до 129 ампер.
Стоит отметить, что даже рекомендации производителя не всегда правильные для конкретного случая. Рекомендуется начать именно с них и уже в процессе сварки подобрать наиболее подходящий параметр.
Для высококачественной сварки инверторным аппаратом стоит учитывать массу факторов, одним из которых является выбор правильного электрода. Поэтому непосредственно перед началом сварочных работ необходимо правильно подобрать электрод с учетом специфики использования. Да, некоторые электроды универсальные, но для узкоспециализированной работы следует использовать определенные типы.
Если нужна максимально быстрая TIG сварка негабаритных элементов, тогда отлично подходят электроды с рутиловым покрытием. Такие компоненты не требуют предварительной очистки основания, что существенно ускоряет проведение всех работ. Однако для соединения крупногабаритных конструкций лучше применять изделия с основным покрытием.





