

Комфортное приспособление для заточки ножей фуганка либо рейсмуса
Ножики для фуганка тупятся достаточно стремительно, в особенности если они относятся к дешевенькой группы. Таковой ножик необходимо затачивать опосля всякого внедрения и материал выдерживает ограниченное количество заточек, опосля чего же необходимо брать новейший ножик. В принципе, ничего ужасного в это процессе нет, если б не одно «но». Безвыходно попортить ножик можно уже первой заточкой, так что принципиально верно соблюдать угол для правки. Но как это создать, если у вас нет специального станка для данной нам цели? И в принципе, можно ли заточить таковой инструмент вручную? Можно, и на практике это обосновал создатель английского YouTube-канала Paoson WoodWorking. Он предложил своим зрителям обычное ручное приспособление, которое дозволяет ровно заточить лезвия под необходимым углом. Вы сможете без усилий сделать такое же для собственной мастерской.
Читайте в статье
Процесс заточки и правила работы
Главной особенностью технологии заточки ножа фуганка является правильный выбор угла относительно абразива и соблюдение постоянного значения этого параметра в процессе обработки. Необходимо отслеживать, чтобы ножи фуганка не касались только края камня. Специалисты стараются остановить держатель на расстоянии не менее десяти миллиметров до края. Для упрощения этой задачи на точило устанавливают специальные упоры. Их расположение ограничивает свободный ход держателя.
Операция продолжается длительное время, что может привести к изменению температурного режима на поверхности лезвия и вызвать его деформацию. Это вызывает нарушение структуры металла и снижение его физических и механических характеристики. Для устранения этой проблемы применяют систему принудительного охлаждения. Она должна быть настроена на равномерное нанесение водяной струи на весь нож фуганка. Подача воды или другой охлаждающей жидкости осуществляется из специальной ёмкости, расположенной в непосредственной близости от точильного камня. В процессе работы следует следить за её наличием. Следует предусмотреть систему отвода отработанной воды.
Длительное применение точильного камня может привести к неприятному эффекту, так называемому засаливанию. Это вызывает проскальзывание элементов абразива, и снижает качество заточки ножа для фуганка. Такой недостаток устраняется периодической чисткой камня и придания ему требуемой геометрической формы.
Кроме соблюдения температурного режима, необходимо постоянно отслеживать следить состояние качества точильного камня. Он должен оставаться чистым, в течение всего режима работы. Приведение его в нормальное состояние предполагает регулярную чистку и придание требуемой геометрической формы. Для решения этой задачи применяют бруски с различным зерном абразива. Если режущий инструмент фуганка изготовлен из более мягких марок стали, точение пройдет гораздо быстрее и точильный камень меньше подвержен засаливанию.

Современные производители изготавливают режущий инструмент для фуганка из различных марок стали. В основном используется инструментальная сталь или более мягкие марки стали.
Заточка выполняется посредством плавного перемещения держателя вправо и влево без сильного нажима. Целесообразно размещать держатель с закреплённым инструментом на расстоянии не ближе двенадцати миллиметров от края камня.
Правильная заточка длится около двадцати минут. После завершения основных работ выполняется доводка. Она производится с применением полировочной пасты или мастики. Поверхность приобретает идеально гладкую форму. В противном случае инструмент не позволит получить требуемое качество поверхности заготовки. Проверку полученного качества режущей кромки проверяют на возможности ровно разрезать лист обычной бумаги. В результате должен получиться аккуратный ровный надрез.
Изготовка приспособления для заточки лезвий
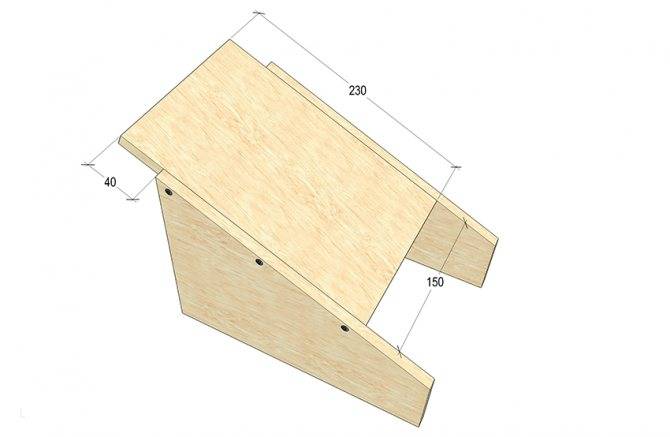
Срез строгального ножика находится под углом в 40 градусов, как следует, необходимо зафиксировать его под сиим углом для заточки. На всякий вариант проверьте угол заточки доступными для вас инструментами.

ФОТО: YouTube.com На заготовке-бруске необходимо создать пропил глубиной приблизительно в 1.2 сантиметра под нужным углом. В эту прорезь будет помещаться лезвие ножика
Направьте внимание на толщину ваших ножей, они бывают различными

ФОТО: YouTube.com Чтоб сформировать на инструменте ручку, необходимо в боковых частях с 2-ух обратных сторон избрать древесную породу, как показано на фото, и отшлифовать эту часть шкуркой, чтоб не занозить ладошки во время работы
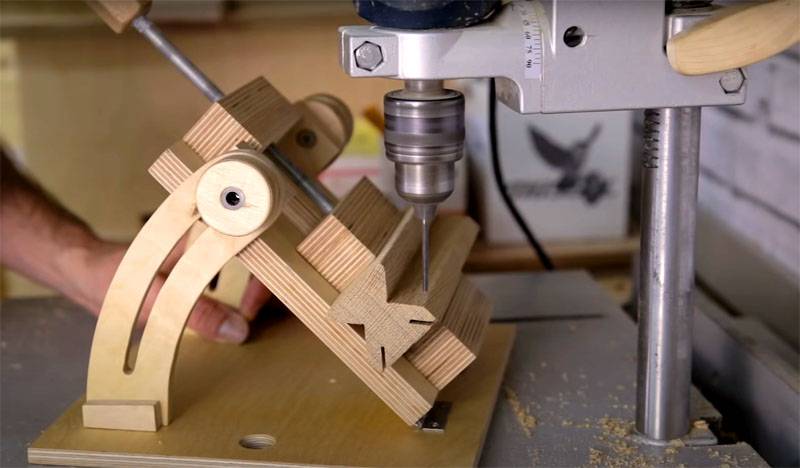
ФОТО: YouTube.com В нижней части плашки с каждой стороны разреза через равные промежутки следует просверлить по 3 отверстия для фиксации болтов
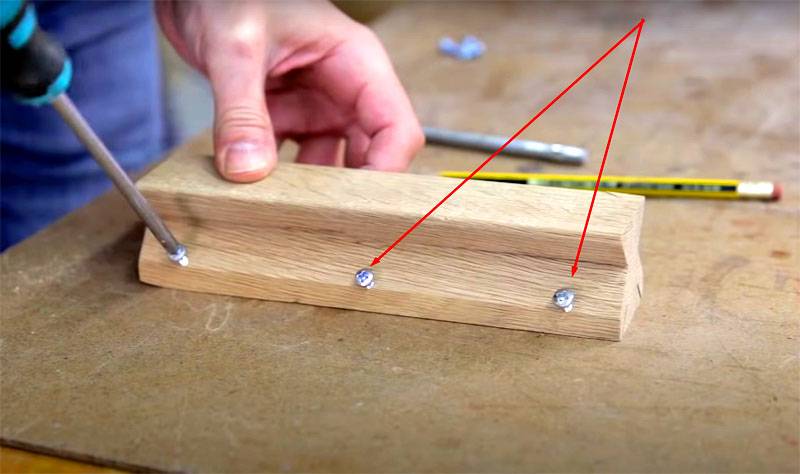
ФОТО: YouTube.com Эти болты будут прижимать лезвие в пазу и не давать ему сдвигаться во время заточки, Фиксация довольно надежная

ФОТО: YouTube.com Сейчас можно поставить лезвия в пазы, зафиксировать их и приступать к заточке
Изготовление самодельного станка
Самостоятельно сделать станок для заточки ножей вполне можно в домашних условиях. Основным требованием, при создании самодельного станка для заточки, является жесткое закрепление затачиваемого лезвия и абразивного элемента. Благодаря этому достигается главное требование ко всей процедуре: создание и сохранение угла заточки.
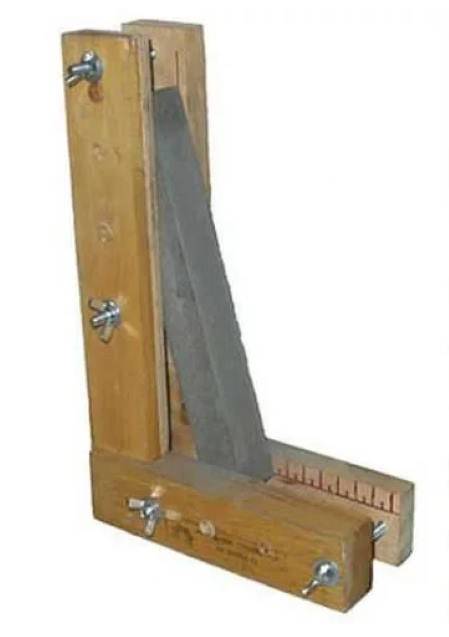
Элементарное вертикальное устройство
Устройство предназначено для быстрой ручной заточки ножей своими руками и представляет собой деревянную конструкцию, собранную в виде уголка. Точный сборочный чертеж здесь приводиться не будет, так как размеры зависят от размера применяемого точильного камня. Нужно подготовить:
- 4 бруска или дощечки шириной 5-7 см и толщиной 2-3 см. Длина дощечки определяется длиной камня;
- 4 болта М4-М6 с гайкой-«барашком». Длина болтов определяется по формуле: (толщина дощечки) х 2 + толщина точильного оселка + 1 см;
- 4 самореза «по дереву». Длина подбирается из расчета: толщина дощечки минус 0,2 см;
- Транспортир или другой углоизмерительный инструмент;
- Дрель со сверлом, размер которого равен размеру болта, или больше его на одну единицу размерного ряда;
- Ножовка по дереву;
- Стамеска или долото (можно мощный нож);
- Карандаш или маркер.
Изготовление приспособления заключается в сборке двух уголков из имеющихся дощечек. На одной из них, на расстоянии, равном ее ширине делается пропил ножовкой до середины. Затем, с торца доски, отпиленная часть скалывается прочным ножом или стамеской. Аналогичный скол делается на второй дощечке. Это делается для того, чтобы при соединении дощечек в уголок, у обеих сторон была общая плоскость. Затем дощечки, сколотыми частями соединяются в уголок. Так же собирается вторая половина устройства. Далее, в верхней и нижней частях приспособления просверливаются отверстия под соединительные болты. Отверстия размечаются с противоположных от места соединения торцов по 3-4 шт. на каждой дощечке. Отверстия размечаются так, чтобы от края доски до наружного болта было не менее 3 см, а расстояние между ним и другими отверстиями позволяло надежно зажать край точильного камня.
На внутренней или внешней стороне одной из дощечек наносится метка, соответствующая каждому из будущих углов заточки.
Преимуществом такого устройства является его простота, легкость сборки и дешевизна. Недостаток заключается в отсутствии жесткого закрепления затачиваемого лезвия.
Точилка из монтажных уголков
Предлагаемое устройство является более развитым по сравнению с предыдущим. В нем жестко закрепляется затачиваемое лезвие и фиксируется угол наклона наждака по отношению к лезвию. Еще одно отличие состоит в том, что в этом устройстве подвижной частью является камень, а не лезвие.
Устройство закрепляется непосредственно на лезвии ножа, в его верхней части. Приспособление состоит из двух, соединенных между собой, металлических уголков и подвижной части, опирающейся на одну из полок.
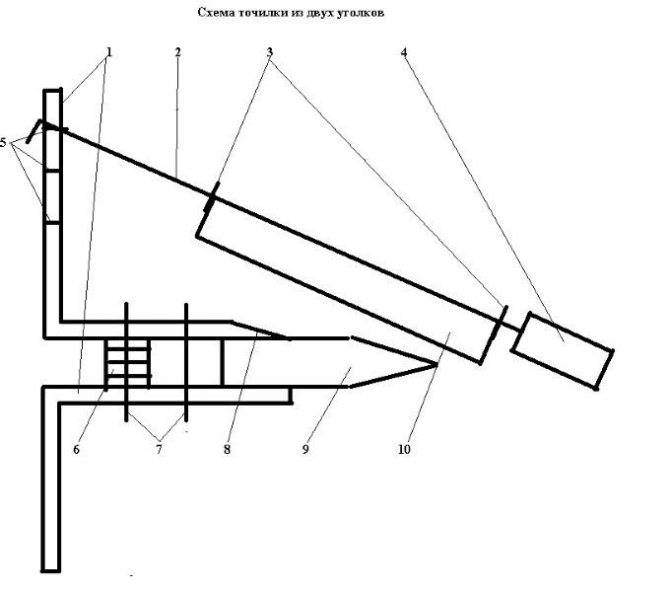
На представленной рисунке схематично обозначены:
- Основа конструкции – 2 уголка.
- Подвижный пруток или спица с нарезанной резьбой.
- Зажимные гайки с шайбами для закрепления наждака на прутке.
- Рукоятка.
- Отверстия для регулировки угла заточки и опирания подвижной части.
- Набор регулировочных шайб.
- Стяжные болты с гайками.
- Стачиваемый край верхнего уголка.
- Затачиваемое лезвие или нож.
- Точильный камень (брусок).
Изготовление устройства начинается с подбора уголков основы. В вертикальной полке верхнего уголка просверливаются 3-4 отверстия размером, большим, чем размер прутка на 3 ступени. Например, для прутка диаметром 6 мм, необходимы отверстия на 9 мм. Наружный край верхней плоскости верхнего уголка стачивается «до низа» на расстоянии 10-12 см от торца, чтобы за него не задевал наждак при заточке. В горизонтальных полках обоих уголках соосно просверливают два отверстия под стяжные болты. Эти отверстия сверлят по принципу: первое – в месте окончания стачиваемой части верхнего уголка, второе – в 10-12 см от первого. Толщина набора регулировочных шайб должна быть равна толщине обрабатываемого лезвия. Диаметр зажимных шайб, расположенных на подвижном прутке должен быть равен толщине точильного бруска, умноженной на 2. В качестве рукоятки можно использовать отрезок ПВХ-трубки подходящего диаметра или намотать несколько слоев изоленты. Чтобы подвижная часть не соскакивала с лезвия, пруток, с наружной стороны верхней полки, необходимо согнуть в виде буквы «Г», либо закрепить законтренной гайкой при наличии резьбы.
Самодельный станок для заточки ножей
Например, очень часто можно столкнуться с необходимостью приведения в порядок только определенных инструментов. Это могут быть сверла, фрезы, пилы или же фуговальные ножи.








В каждом конкретном случае необходим отдельный подход. Самостоятельная сборка станка позволит сделать удобный агрегат для работы с определенными элементами.
Кроме всего прочего наличие точильных агрегатов существенно сэкономит расходы, направленные на покупку новых ножей либо на их восстановление в сторонних мастерских.
Если же необходимо профессионально точить перечисленные выше инструменты, тогда все-таки следует отдать предпочтение покупным устройствам. Они являются более продуманными и проработанными.
Кроме того покупка в магазине гарантирует то, что аппарат будет решать поставленные задачи продолжительный срок. Также следует вспомнить о степени автоматизации. Конечно, в профессиональных устройствах применяется электроника, которую изготовить в домашних условиях без должного опыта просто невозможно.
Вариант 1
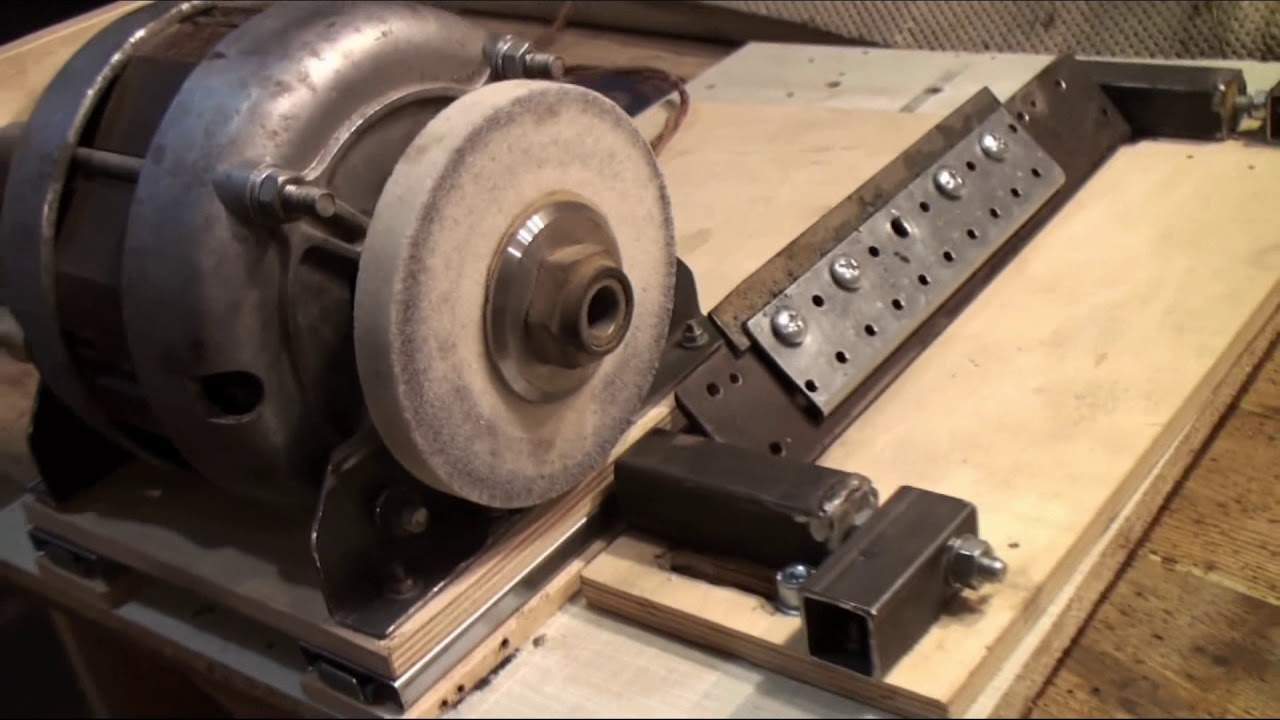
Одним из вариантов создания подобного устройства является использование двигателя с абразивным кругом, наждаком либо приспособлением для заточки с зафиксированным в нем ножом.
Изготовить данный аппарат можно частично из алюминия, металла и дерева. При этом используются подшипники и направляющие, сделанные из подручных материалов, например, уголков трубы или др.
При ровной установке ножей их можно затачивать на большом абразивном бруске. Если такового нет в наличии, следует использовать наждачную бумагу, наклеенную на ровную поверхность.
В зависимости от требований к конечному результату, можно варьировать скорость данного процесса. При наличии выщерблин необходимо предварительно использовать ленточно-шлифовальную машину, а в завершающем этапе обработать инструмент абразивным бруском либо самодельным из наждачной бумаги.
Брусок крепится к пруту, который вставляется в петлю подвижного фиксатора, расположенного на другом стержне. Недостатком данной конструкции является «гуляющий» угол из-за отсутствия жесткой фиксации.
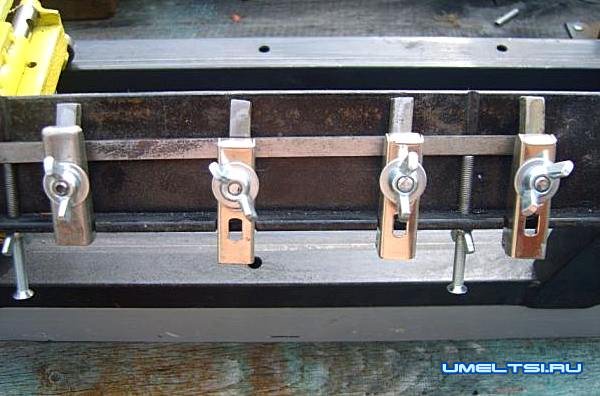
Установка ножа осуществляется посредством двух стальных пластин, закрепленных на неподвижной площадке. Ослабив крепеж вставляют лезвие и зажимают его. Затем регулируют высоту бруска так, чтобы был выставлен требуемый угол.
Вариант 2
Второй тип конструкции предусматривает подвижную площадку, а также магнитный держатель. Этот вариант лишен недостатков предыдущего агрегата. Неподвижной в данном устройстве оказывается рама с бруском, определяющая угол.
Нож, в свою очередь, устанавливается на подвижном столике. Выбор держателя остается за мастером. Можно использовать магнитный тип или обычный, из металлических платин и «барашков».
Важное требование к такому оборудованию – движение столика с режущим инструментом по строго горизонтальной поверхности. В качестве нее лучше всего использовать полимерную или мраморную столешницу
Как видите, самому сделать станок для заточки ножей не так уж и сложно. Если возникают какие-либо проблемы, можно всегда воспользоваться помощью обучающих видео из интернета. При правильном соблюдении всех инструкций изготовить подобное оборудование сможет каждый.
Точильный станок для ножей – необходимое оборудование в мастерской каждого мастера, работающего с деревом. Своевременное решение проблемы заточки ножей поможет не только ускорить процесс обработки материала, но и сэкономит время и деньги.
Зачем ходить по другим мастерским, если можно самостоятельно изготовить необходимое оборудование своими руками?
Источник
Как сделать заточной станок для строгальных ножей-поэтапно
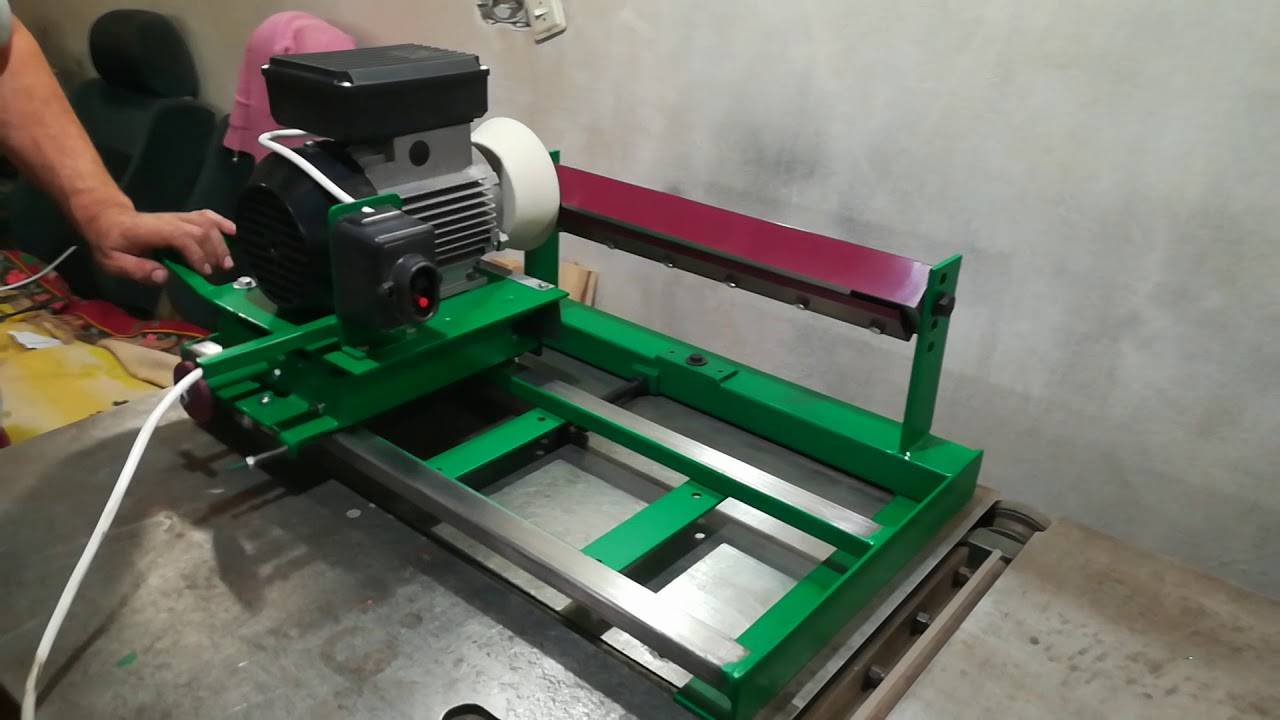
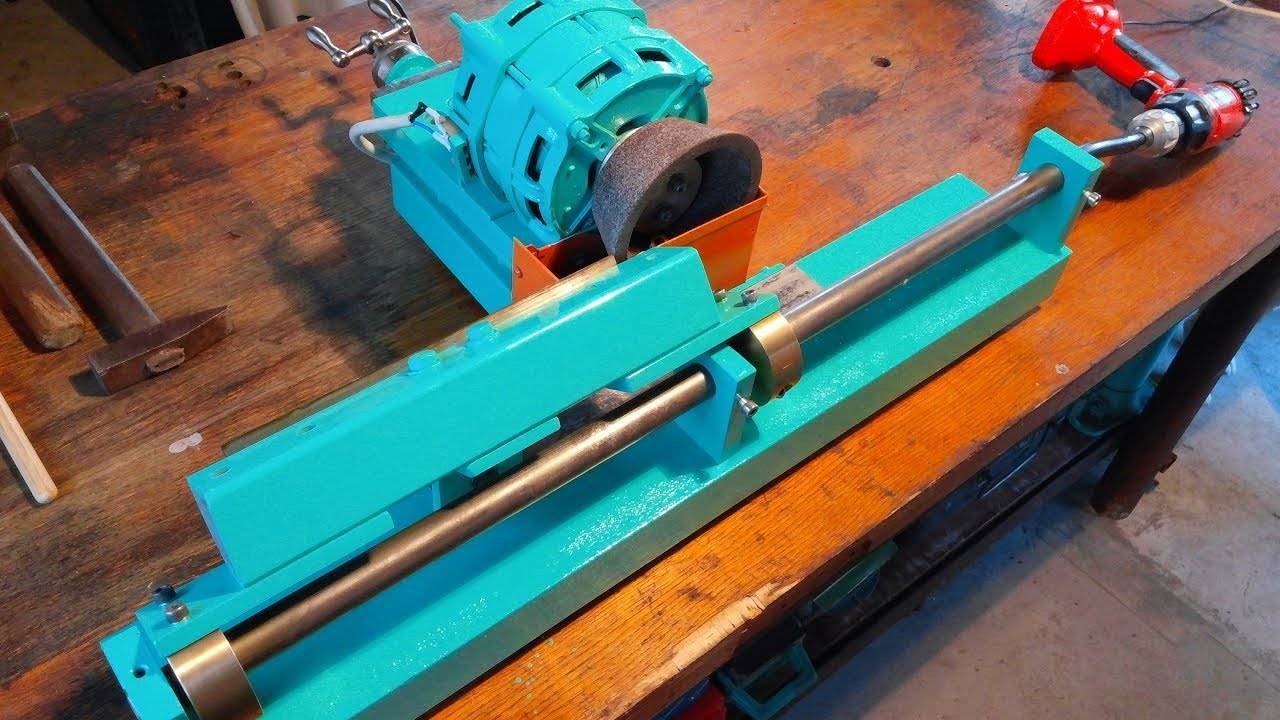
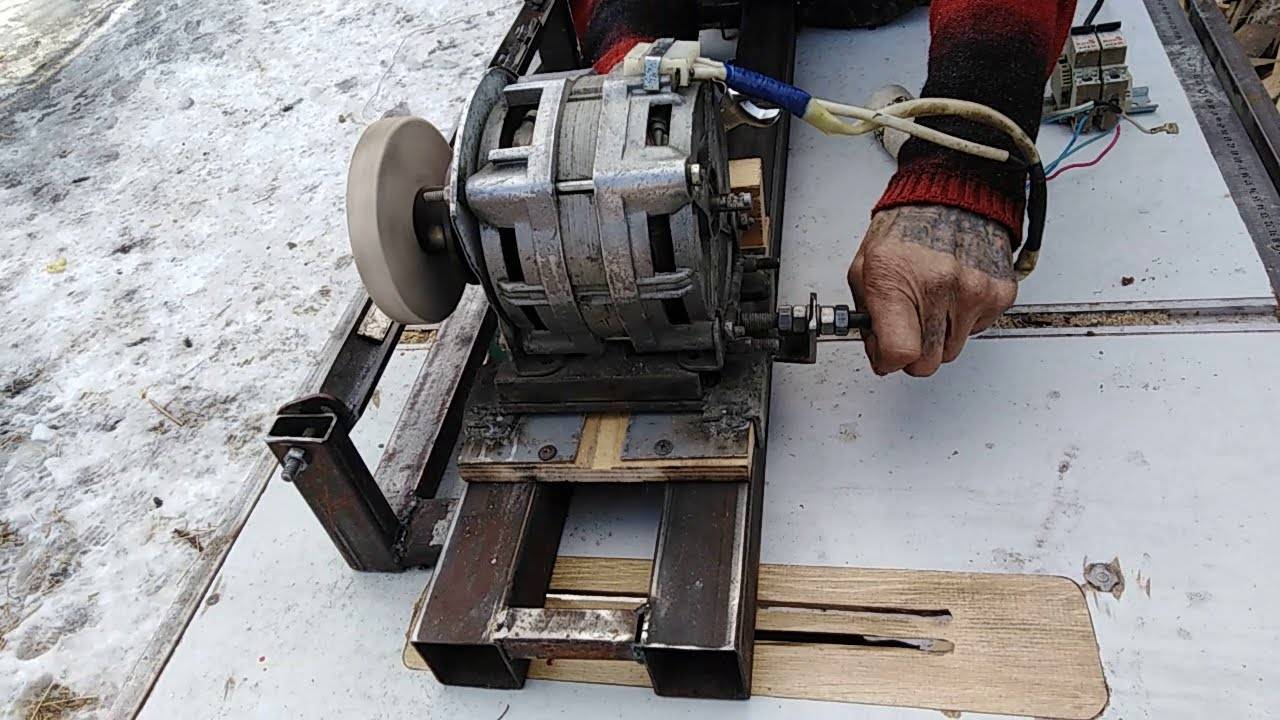
Результатом стал такой станок. Работа агрегата мне нравится, теперь можно не беспокоится о проблеме заточки ножей.

Вопрос силового двигателя решил, взяв ненужную насосную станцию. Используемый из нее двигатель отлично подошел по требованиям для этого станка.

Для изготовления рамы станка использовал профильную трубу 20 х 40. Она была прикручена с помощью саморезов на деревянную основу – так конструкция стала более жесткой, что является очень важным моментом. В центральной части был приварен направляющий профиль с таким же размером. Он направляет движение каретки.

Заточный агрегат выполнен на мощной металлической основе, металл применялся ранее с железнодорожными подкладками для рельсов, которые были обнаружены в мастерской.

После необходимой обработки на основу была установлена направляющая пластина, и на ней – закреплен электрический двигатель в трех точках, в том числе в одной регулировочной. Направляющую пластину относительно опорной я закрепил как подвижную, используя два поршневые пальца от машины «Москвич». Вопрос направляющих валов решил, взяв от КПП УАЗа. Точильный камень к ножу подается при помощи винта, на котором мелкая резьба.Весь станок двигается по направляющим, где расположены закрытые шарикоподшипники, 4 опорные и 4 направляющие. Конструкция должна быть исключительно точной, без какого-либо минимального люфта.
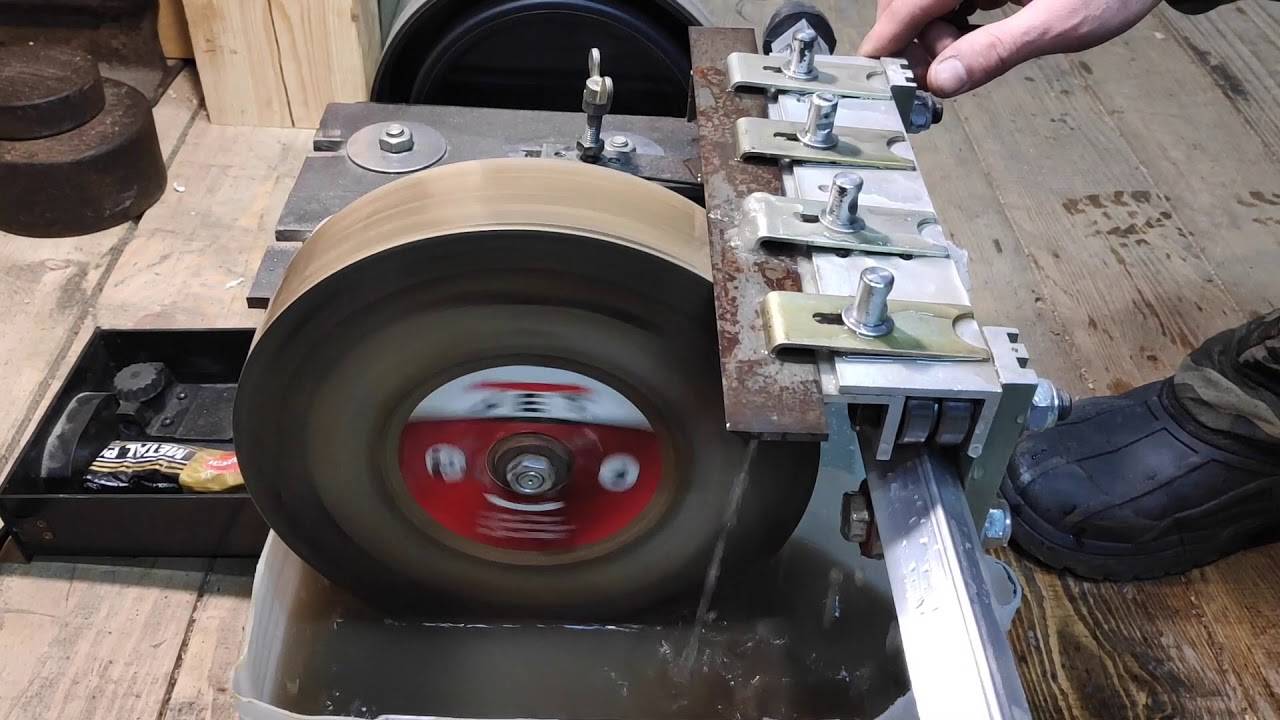
Камень агрегата выполнен в форме тарелки – благодаря этому заточка делается по всем правилам, предусмотренным для такого ножа.


Нож фиксируется при помощи специального устройства, со сменным углом заточки. Для строгания требуется угол 45–60°. Чтобы зафиксировать нож на устройстве, используются навесы, которые стояли на мебельной гарнитуре.







Регулировать нож во время заточки можно при помощи двух регулировочных винтов, учитывая зазор, который образует пластина ножа и заточный камень.Я остался доволен надежным и не затратным крепежом.
Завершив регулировки, нужно включить наждак и начать двигать устройство по направляющим, от одного края станины к другому. В процессе нужно понемногу подкручивать винт подачи, но не переусердствовать, чтобы нож не сгорел.

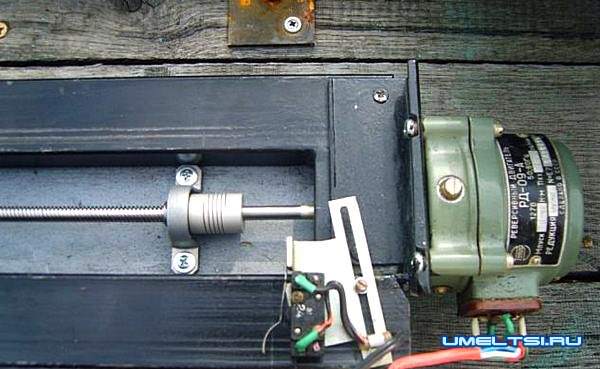
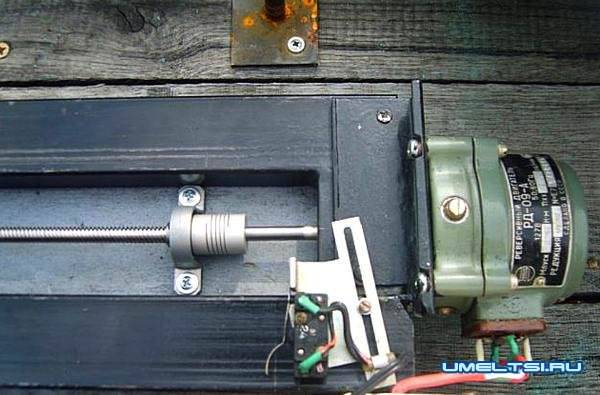
Вопрос с валом под перемещение каретки был решен через заказ соответствующего набора из Китая – комплект вполне подошел. В него вошел 60 см вал, подшипники, соединительная самоцентрирующая муфта, направляющая втулки.

В итоге я могу работать с вот таким устройством – полуавтоматом для заточки ножей, строгальных инструментов.

Здесь работа состоит лишь в подкручивании винта подачи.
Источник
Лучшие модели
Большинство многофункциональных станков изготовлено по единой схеме. Они мало отличаются с точки зрения общего строения, типа привода и прочих деталей. Однако, все они обладают собственными особенностями, прочностью и точностью настройки каждого узла.
Среди образцов продукции разных производителей немало станков, которые выделяются своими рабочими качествами. Рассмотрим их подробнее:
КОРВЕТ 231-31
Комбинированный строгальный станок, обладающий функциями:
- строгание;
- рейсмусование;
- сверление;
- пиление.
На ножевом валу имеется 4 режущих кромки, что позволяет получить чистую поверхность. Скорость вращения вала — 4000 об/мин. Ширина строгания (максимальная) составляет 310 мм, а высота рейсмусования — до 220 мм. Стоимость — 143500 руб.
PROMA ML353G
Продукция чешских инженеров, произведенная в Китае. Модель ML353G относится к профессиональным образцам.
В набор функций входят:
- строгание;
- рейсмусование;
- пиление;
- пазование;
- фрезерование;
- сверление.
Мощность трехфазного двигателя — 4,5 кВт. Ножевой вал оснащен тремя режущими кромками, что облегчает установку и настройку. Ширина строгания — 600 мм, что позволяет обрабатывать мебельные щиты. Цена станка составляет 336753 руб., что доступно не всем желающим. Однако, набор функций и точность обработки достойны такой стоимости.
BELMASH SDM-2500PRO
Компактный станок, удобный для установки в гараже или небольшой мастерской.
В набор функций входят:
- пиление в продольном и поперечном направлении, под углом;
- строгание пласти и кромок, под любым углом;
- фрезерование торцевыми и дисковыми фрезами;
- сверление.
Мощность двигателя 2,5 кВт, а скорость вращения рабочего вала — 2850 об/мин. На шпинделе фрезерного отделения частота 7700 об/мин. Строгальный вал оснащен тремя ножами. Ширина строгания — 28 см (максимум). Цена станка — 54000 руб.
STINKO WOODKRAFT ST-2200
Настольный станок, способный выполнять несколько задач:
- строгание пластей или кромок;
- пиление в продольном или поперечном направлении (под углом);
- сверление.
Двигатель мощностью 2,2 кВт вращает рабочий вал со скоростью 5500 об/мин. Ножевой вал оснащен тремя ножами. Максимальный диаметр сверла — 16 мм. Цена станка — 27000 руб.
Кратон WM-Multi-06P
Станок российского производства, способный выполнять разные операции:
- пиление в разных направлениях;
- строгание пласти или с выборкой четверти;
- рейсмусование;
- фрезерование;
- сверление.
Однофазный двигатель мощностью 2,2 кВт вращается со скоростью 3500 об/мин. Станок может пилить доски толщиной до 60 мм. Глубина рейсмусования может достигать 270 мм. Стоимость станка — 73000 руб.
Hammer MFS900
Компактный станок в настольном исполнении.
Выполняет функции:
- пиление;
- фрезерование;
- полирование;
- заточка режущего инструмента.
Мощность двигателя составляет 0,9 кВт. Скорость вращения рабочего вала — 8500 об/мин. Посадочный диаметр фрез — 20 мм. Допускается пиление досок толщиной до 43 мм. Цена — 12000 руб.
Metabo HC 260 C
Комбинированный станок японского производства, способный выполнять функции:
- строгание;
- рейсмусование;
- сверление.
Мощность двигателя — 2,8 кВт. Частота вращения ножевого вала с двумя режущими кромками — 6500 об/мин. Максимальная толщина стружки — 3 мм. Цена — 79000 руб.
Намеренно приведены модели с разным функционалом, характеристиками и стоимостью. Каждый мастер может подобрать себе нужный вариант, руководствуясь собственными соображениями и возможностями.
Основание
При изготовлении заточного станка на дому можно использовать различные детали. В частности, можно воспользоваться ламинированной ящичной фанеркой толщиной 12 мм, которую раньше применяли при создании корпусов радиотехники.
При сооружении на дому станка домочадец выполняет такие действия:
Выбирает основу для подобной установки, которое должно весить как минимум 5 кг. В противном случае на станке нельзя будет заточить рубящие приспособления и инструменты. Поэтому при изготовлении подобного оборудования квартирант использует различные стальные уголки размером 20х20 мм;
Далее, из фанеры выпиливает лобзиком 2 детали, которые имеют трапециевидную форму, основу — 170 на 60 мм, а высоту 230 мм. При резке слесарь делает припуск 0,7 мм на заточку торцов: они в итоге получаются прямыми и подходят по разметке;
 Устанавливает между наклонными стенками по бокам 3 деталь — наклонную поверхность из фанеры таких размеров 230 х 150 мм.
Устанавливает между наклонными стенками по бокам 3 деталь — наклонную поверхность из фанеры таких размеров 230 х 150 мм.
В подобной ситуации трапециевидные бока находятся сбоку на прямоугольной поверхности.
В итоге получается основа — клин. В подобной ситуации в передней части образуется выступ наклонной поверхности размером в 40 мм;
Затем по боковым стеночным торцам слесарь отмечает рейсмусом 2 черты. При этом он отступает на половину толщины фанерки;
Далее, просверливает в досках по 3 отверстия для соединения частей конструкции шурупами;
Просверливает торцы наклонной поверхности и на какое-то время соединяет детали основы;
 Сзади конструкции слесарь соединяет боковые стенки с помощью брусочка 60х60 мм, который крепится в торец двумя шурупами с 2 сторон; — делает в брусочке 10 мм щель.
Сзади конструкции слесарь соединяет боковые стенки с помощью брусочка 60х60 мм, который крепится в торец двумя шурупами с 2 сторон; — делает в брусочке 10 мм щель.
В подобной ситуации он отступает 50 мм от центра — на 25 мм от края. Для сохранения вертикального положения, сначала сверлится не толстым сверлом с 2 краёв, а потом расширяется;
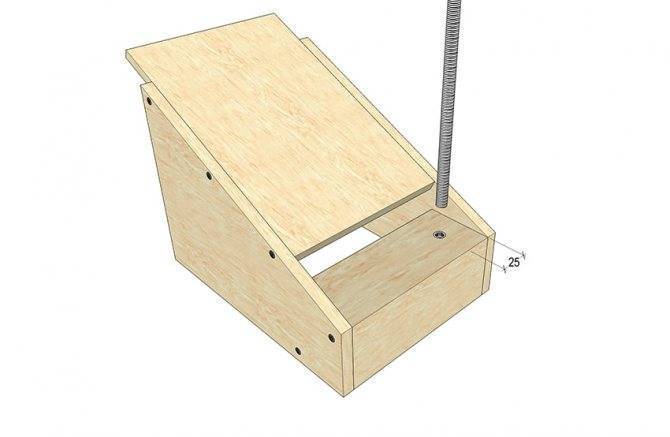 Затем на верху и снизу вкручивается в щель два резьбовых фитинга—футорки, а в фитингах — шпильку размером 10 мм, длина которой равна 250 мм.
Затем на верху и снизу вкручивается в щель два резьбовых фитинга—футорки, а в фитингах — шпильку размером 10 мм, длина которой равна 250 мм.
При несовпадении резьб со шпильками регулируется нижняя футорка.
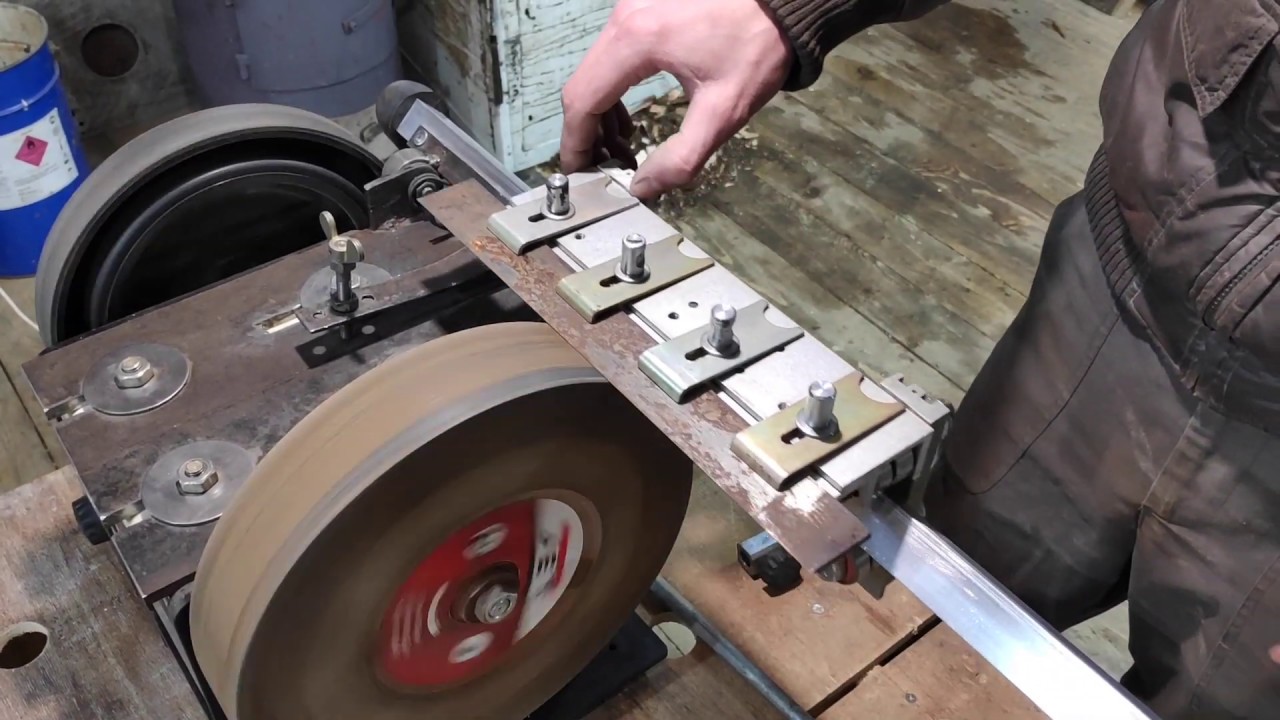
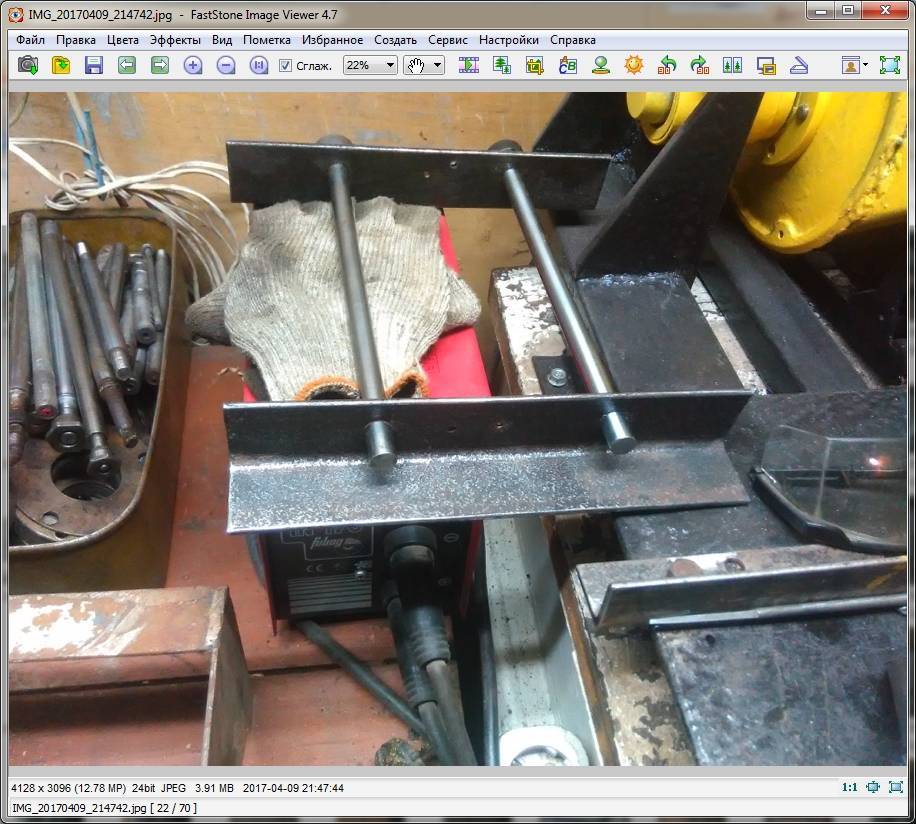
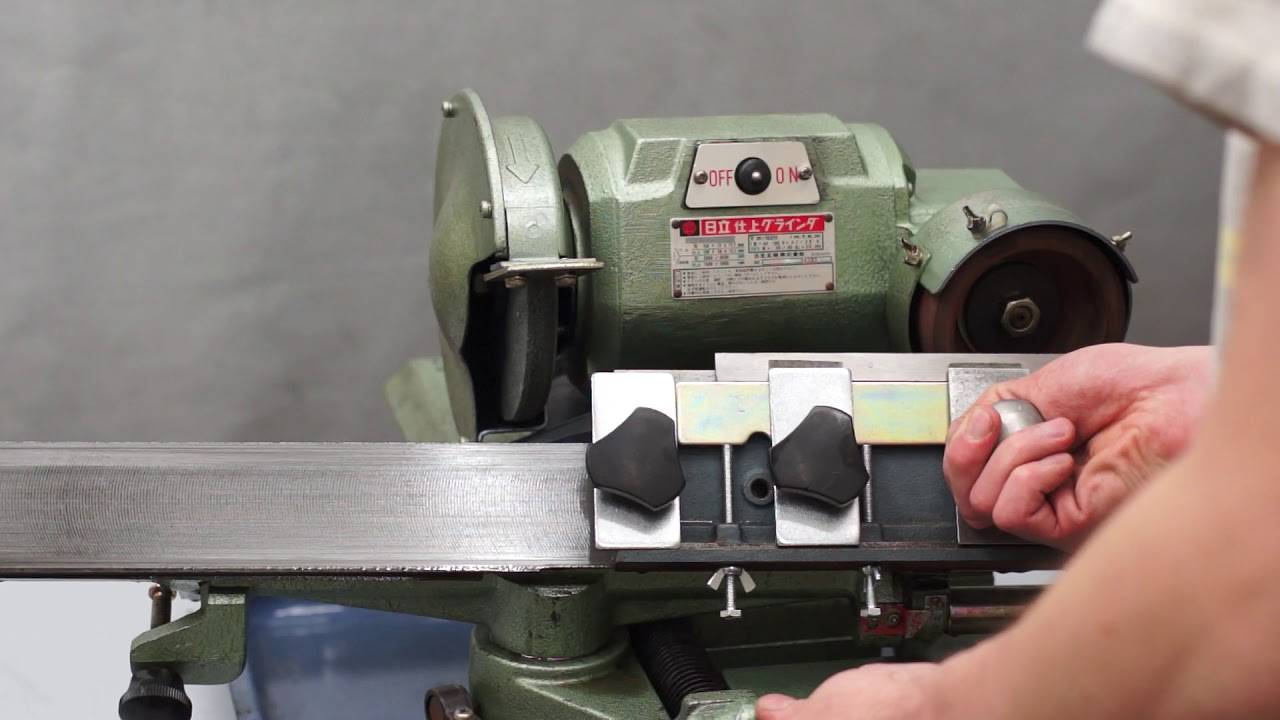
Процесс изготовления приспособления для заточки ножей фуговального станка


Для правильной заточки ножей фуговального станка сделаем приспособление. Начнем с измерения угла их заточки, который оказался равным 38 градусам, но может быть и другим.







Эти углы переносим на торец деревянного квадратного бруса по двум диагоналям. По верхней грани бруса проводим продольную центральную линию.

На равном расстоянии намечаем и сверлим по центральной линии три глухих отверстия под шурупы.

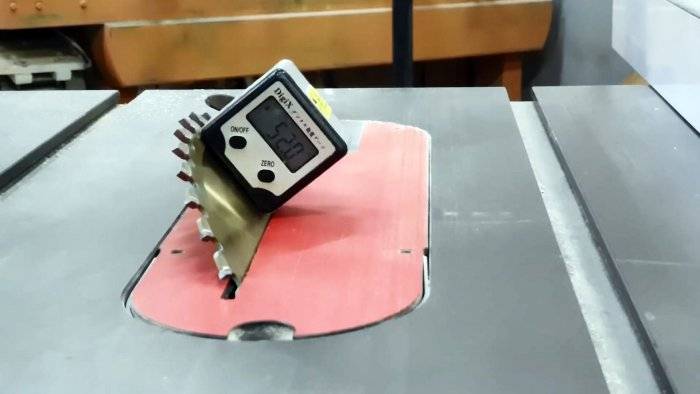
Наклоняем диск циркулярной пилы на заданный угол заточки с помощью электронного измерителя углов. У нас угол наклона диска циркулярки должен быть равен 52 градусам, т. е. дополнением до 90 градусов (38+52).
В брусе выполняем два перекрестных продольных пропила, не доходящих до центра бруса.

Сдвигаем боковой упор в сторону на толщину диска и снова делаем два перекрестных встречных пропила с получением треугольной планки и упоров для ножей. В треугольной планке расширяем три отверстия и вставляем в них шурупы.

Затупившиеся ножи укладываем на наклонные плоскости проема бруса так, чтобы их тыльные стороны легли на упоры. Треугольную планку укладываем поверх ножей, заворачиваем шурупы, зажимая ножи в брусе. Металлической линейки проверяем расположение поверхностей заточки в одной плоскости.

Безопасное в использовании оборудование
Выполняя любой деревообрабатывающий самодельный станок, необходимо позаботиться о безопасности работы на оборудовании. Фреза по возможности должна быть закрыта защитными приспособлениями, а работа на станке, где рабочий режущий элемент не имеет какой-либо защиты, запрещается. Большинство самодельных схем изготовления рейсмуса имеют качественную защиту электрорубанка, что позволяет исключить травмы при работе с таким оборудованием.
- Работая с самодельным инструментом, необходимо использовать защитные очки и рабочие перчатки. В особенности последние потребуются при работе с грубыми плотными заготовками, когда отмечается биение самодельного рейсмуса из электрорубанка при обработке материала.
- Используемые шпильки не должны иметь трещин, дефектов и повреждений. При обнаружении трещин и повреждений следует заменить дефектные части станка.
При соблюдении простейших мер безопасности работа на рейсмусе не будет представлять какой-либо сложности, а сам станок прослужит в течение многих лет. на самодельных станках можно будет выполнять качественную обработку древесины, сэкономив на приобретении промышленных фрезеров.





