

Самодельный электрический профилегиб
Электрический профилегиб, доступный для самостоятельного изготовления, представляет собой ту же ручную конструкцию, отличие которой состоит в наличии электропривода для вращения роликов. Необходимо один из опорных роликов сделать приводным, установив на него шестерню зубчатой передачи. Она входит в зацепление с соответствующей шестерней понижающего редуктора, который соединен ременной передачей с электродвигателем. Подобным образом можно изготовить профилегиб как целиком, так и доработать имеющийся ручной вариант конструкции.
Необходимые инструменты и материалы
Для изготовления электрического трубогиба потребуются те же материалы и инструменты, которые перечислены выше. В дополнение к ним понадобятся:
- понижающий редуктор;
- электродвигатель с частотой вращения около 100 об/мин;
- натяжное устройство для ременной передачи (может быть совмещено с посадочной площадкой для двигателя).
Ни двигатель, ни редуктор самостоятельно изготовить не удастся, поэтому придется их приобретать в готовом виде.
Размеры и чертежи
Размер профилегиба с электроприводом ничем не отличается от величины ручной установки. Единственным изменением конструкции является площадка под редуктор и посадочная натяжная площадка под электродвигатель. Они могут быть установлены на станину с внутренней или наружной стороны, что определяется в процессе проектирования или по ходу сборки, если производится модернизация уже имеющегося станка. Принципиального отличия в конструкционном отношении не имеется, дополнительные элементы устанавливаются на свободный участок внутри станины.

Пошаговая инструкция по изготовлению
 Порядок действий при сборке профилегибов с электроприводом практически не отличается от уже рассмотренной технологии создания ручного станка.
Порядок действий при сборке профилегибов с электроприводом практически не отличается от уже рассмотренной технологии создания ручного станка.
Отличием является установка редуктора и электродвигателя.
Оба узла крепятся на нижней части станины, кинематически соединяются в соответствии с особенностями конструкции.
Если используется сборка двигатель-редуктор, конструктивно выполненная как единый узел, задачей мастера станет лишь фиксация в определенном положении и соединение зубчатой передачей с опорным роликом. При использовании отдельных узлов сначала производится монтаж и соединение с роликом редуктора, после чего устанавливается электродвигатель и с помощью ременной передачи соединяется с редуктором.
Необходимо установить кнопку пуск-остановка, расположенную на видимой части станка, удобной для использования в случае возникновения экстренной ситуации.
Самостоятельно изготовить профилегиб могут только люди, имеющие опыт и навыки пользования слесарным инструментом и сварочным аппаратом. Если возникают сомнения в результате, лучше приобрести готовый станок или выйти из положения иным способом. Приобретение готового станка обойдется недешево, но, если планируется большой объем работы, расходы могут оказаться не слишком большими, а экономия времени — более предпочтительной, чес изготовление самодельного станка с непредсказуемым результатом.
Какие нужны материалы и нюансы конструкций
Основание трубогиба делают из швеллера или двух сваренных уголков. Толщина полочек — не менее 3 мм, ширину полок и спинку швеллера подбирайте под имеющиеся детали. Одно правило — основание должно быть массивным и надежным.
По краям платформы можно сделать несколько отверстий. Через них можно фиксировать станок к какому-то тяжелому основанию при помощи саморезов большого диаметра. Фиксация нужна, так как при изгибе труб с толстой стенкой усилия приходится прилагать значительные и удобнее работать, если станок закреплен прочно.

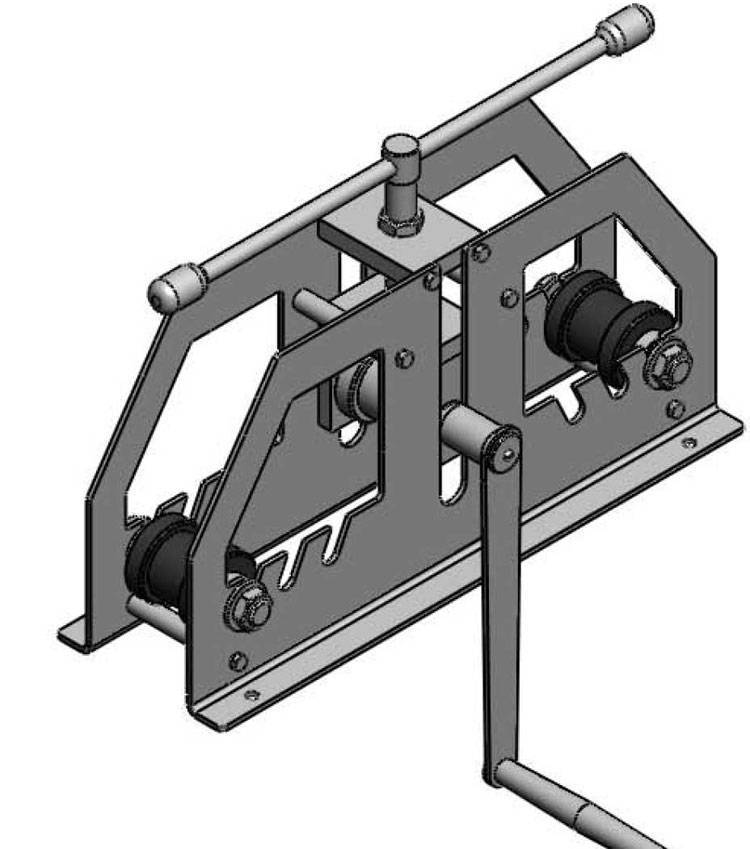
Так выглядит станина в приваренными стойками для крепления подвижного ролика
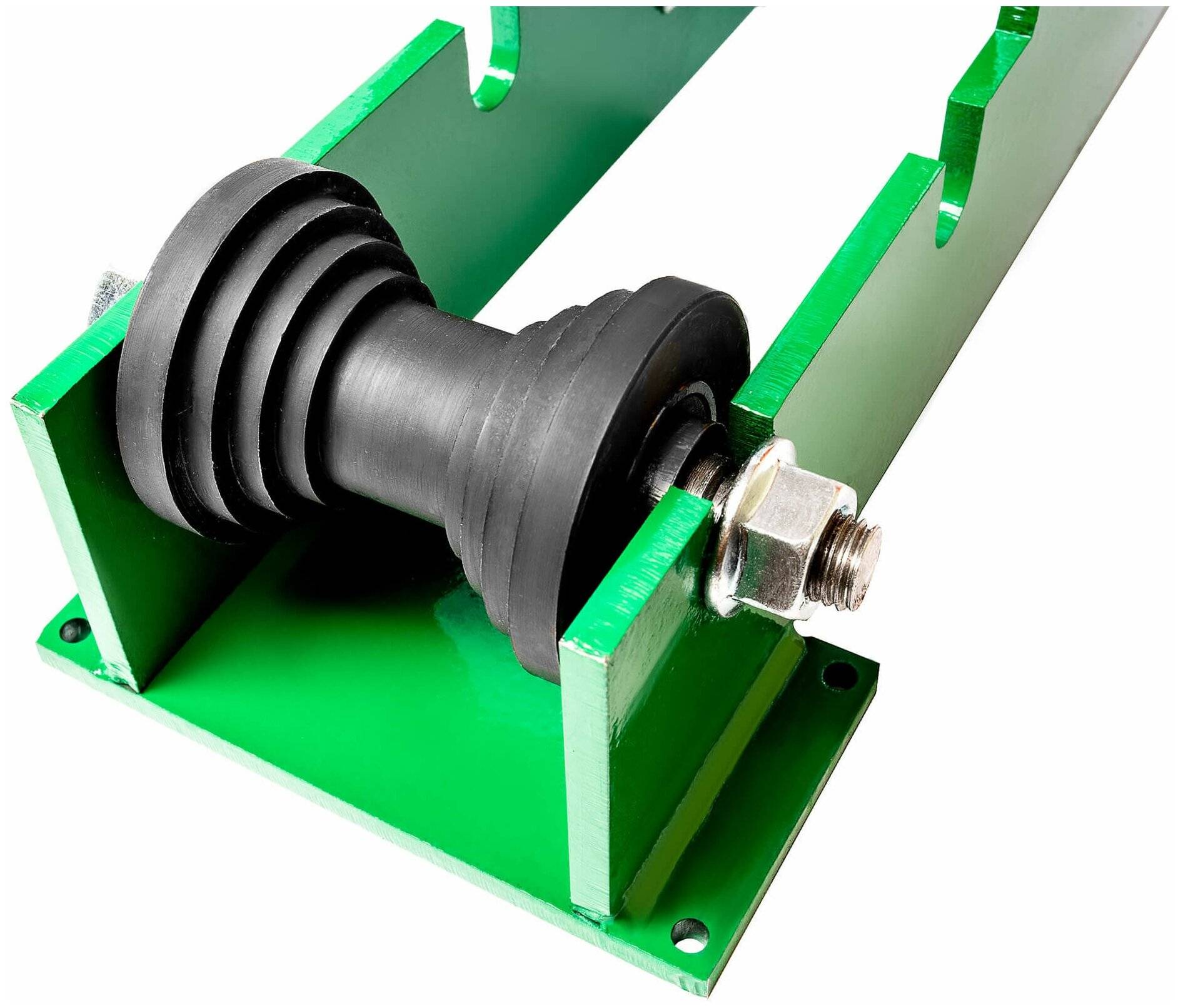
Несколько слов о роликах. Они должны быть сделаны из хорошей, качественной, желательно, закаленной стали. Именно на ролики и на оси, которые их удерживают, приходится большая часть нагрузки.
Надо сказать и о форме роликов. Они не должны быть гладкими — по краям должны быть валики, которые не дадут «гулять» трубе во время проката. Только при таких условиях дуга из профильной трубы будет ровной, а не покрученной. В идеале под каждый размер трубы нужны свои ролики. Но тогда конструкция усложняется — их надо делать съемными, продумывать надежный способ крепления. Второй вариант — сделать ролики сложной формы, такие как на фото. Выточить несколько ступенек под разные размеры труб.

Ролики для гибки профильной трубы разной ширины
На том же фото видно, что верхняя часть станины неровная, а зубчатая. С помощью таких зубьев можно ролики переставлять на разное расстояние и таким образом тоже регулировать радиус изгиба.
В общем и целом, собирают самодельные гибочные станки для профильных труб из того, что имеется под рукой или того, что найдут/купят недорогого. Кто имеет возможность — вытачивает ролики, вставляет подшипники. У кого такой возможности нет, используют то, что есть — вплоть до втулок от велосипедных колес. В целом надо понять конструкцию и
Как сделать самостоятельно станок для гибки труб
Чтобы сделать станок для гибки профильной трубы своими руками необходимо помнить о тому, что конечное изделие должно отличаться предельной простотой и выполняло свою функцию.
1-й способ
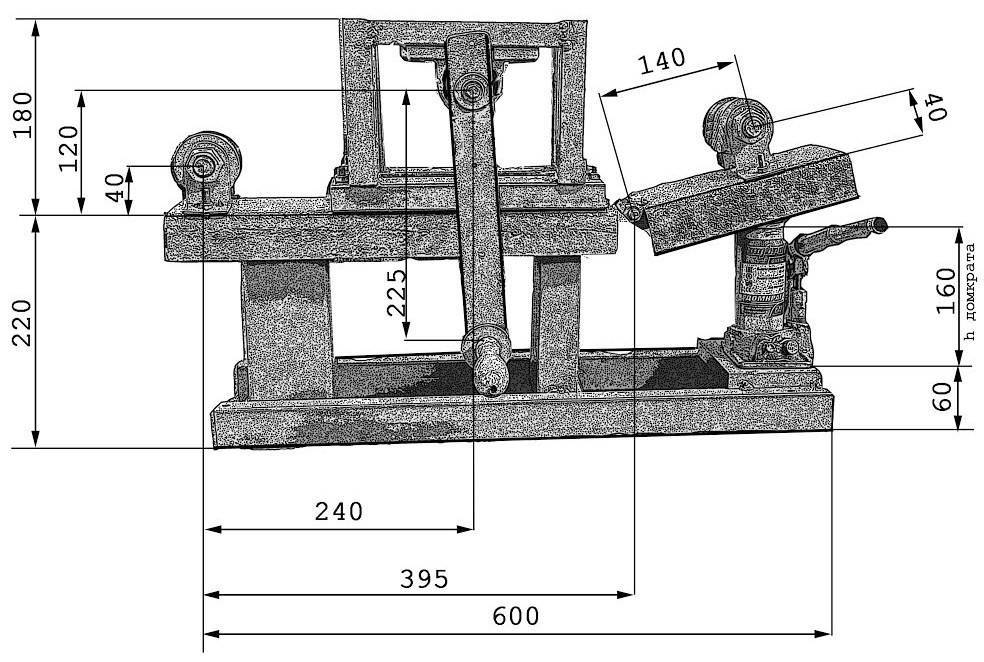
Чтобы сделать и пользоваться гибочным станком для профильной трубы необходимо подготовить два куска швеллера, два обрезка пальцев, являющихся частью гусениц трактора, и четыре уголка.
Чтобы согнуть заготовку понадобится домкрат, способный развивать усилие в 5 тонн и более. При этом потребуется его модернизация за счет установки на выдвижном штоке стальной платформы, для изготовления которой можно использовать выработанный шкив, имеющей ширину «ручейка» сопоставимую с профилем трубы. В данном случае обустройство гидравлического привода предполагает отрезание половины шкива и высверливание в нем посадочного места под шток домкрата.
Станина будущего станка собирается из уголков, закрепленных на стальной плите посредством сварки. Всего используется четыре уголка, имеющих полку от 60 до 80 мм, на верхних концах которых фиксируют с помощью сварки два швеллера. Для регулировки угла загиба предусматривается необходимость наличия симметричных отверстий в стенках швеллеров, которые требуется высверлить.
Чтобы привести готовый станок в исходное для работы положение, достаточно:
- в полученные в швеллерах отверстия вставить оси (пальцы) и закрепить на них ролики в качестве упоров для заготовки;
- поднять платформу домкрата до того уровня, чтобы в образовавшийся промежуток могла пройти заготовка;
- установить заготовку в станок для профильной трубы и создать требуемый изгиб с помощью домкрата, используя его функциональность.
2-й способ
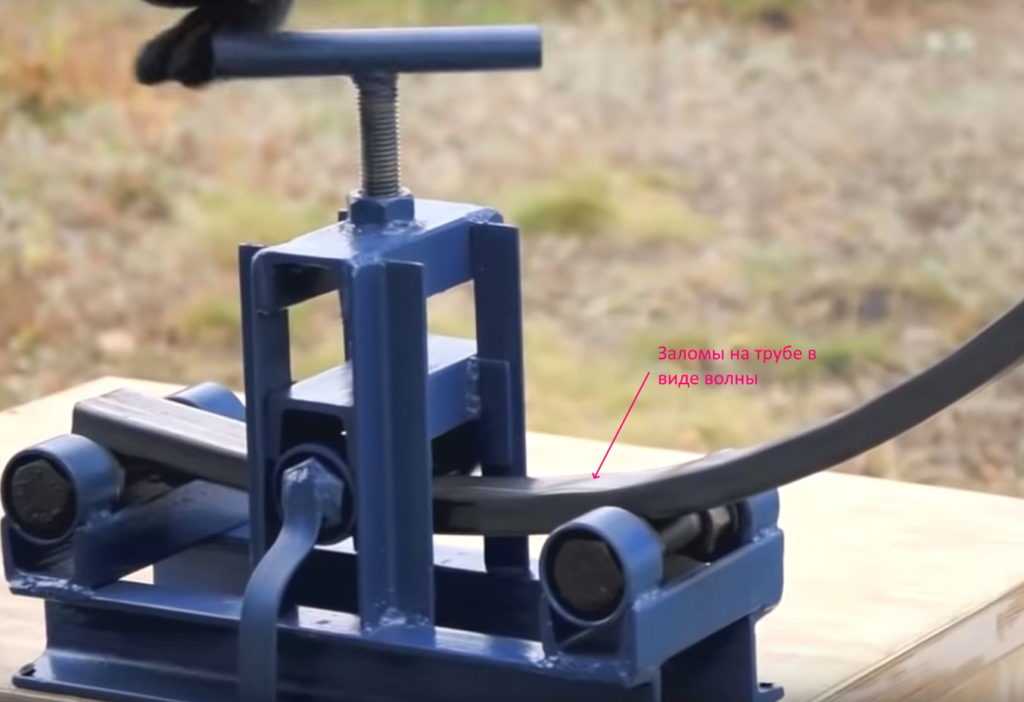
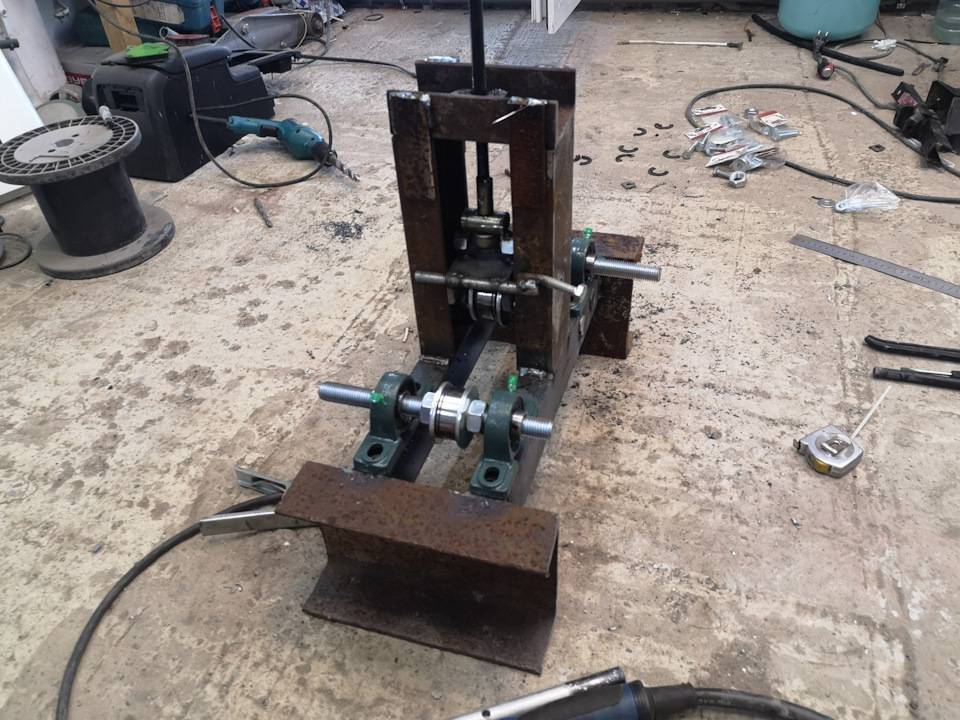
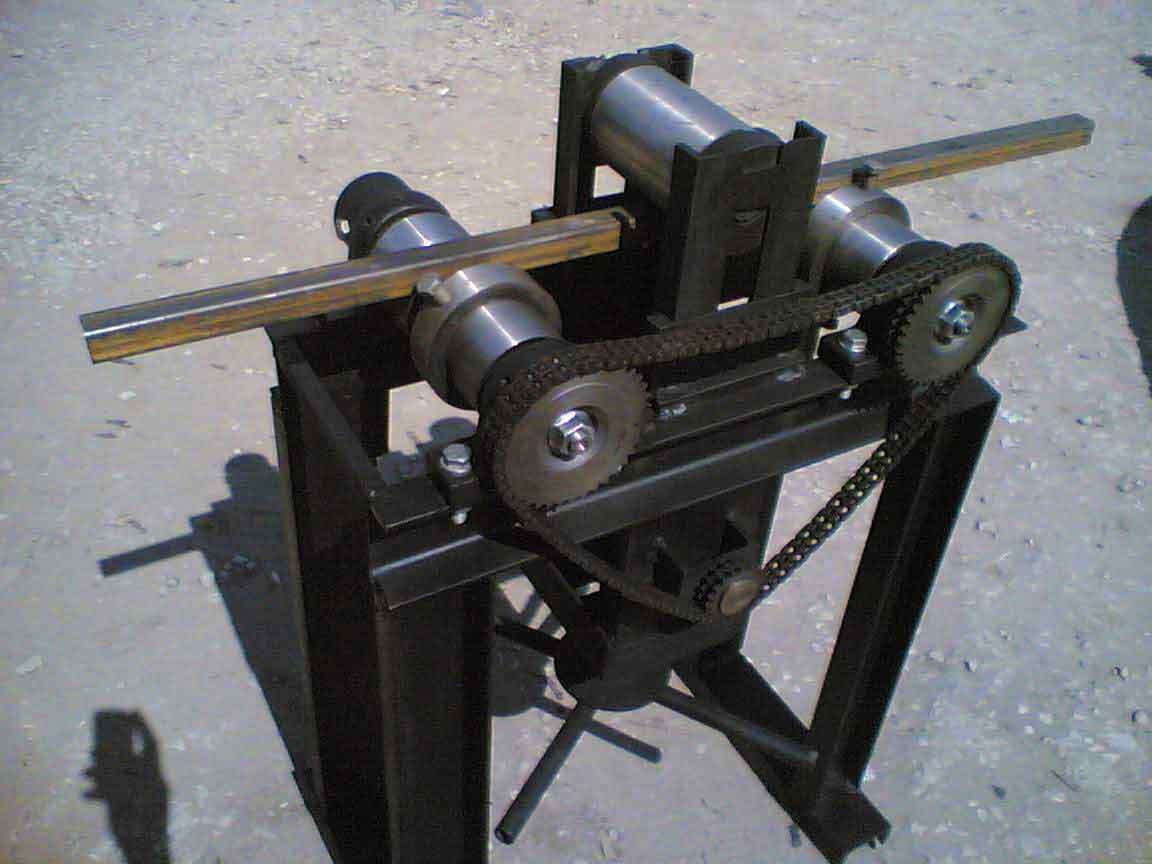
Самодельный трубогиб для профильной трубы на основе проката подразумевает, что заготовка будет уложена на боковые ролики, а сверху прижата третьим. После фиксации трубы в этом положении останется только привести посредством цепной передачи в движение валы для достижения нужного изгиба.
Чтобы сделать станок для прокатки профильной трубы потребуется:
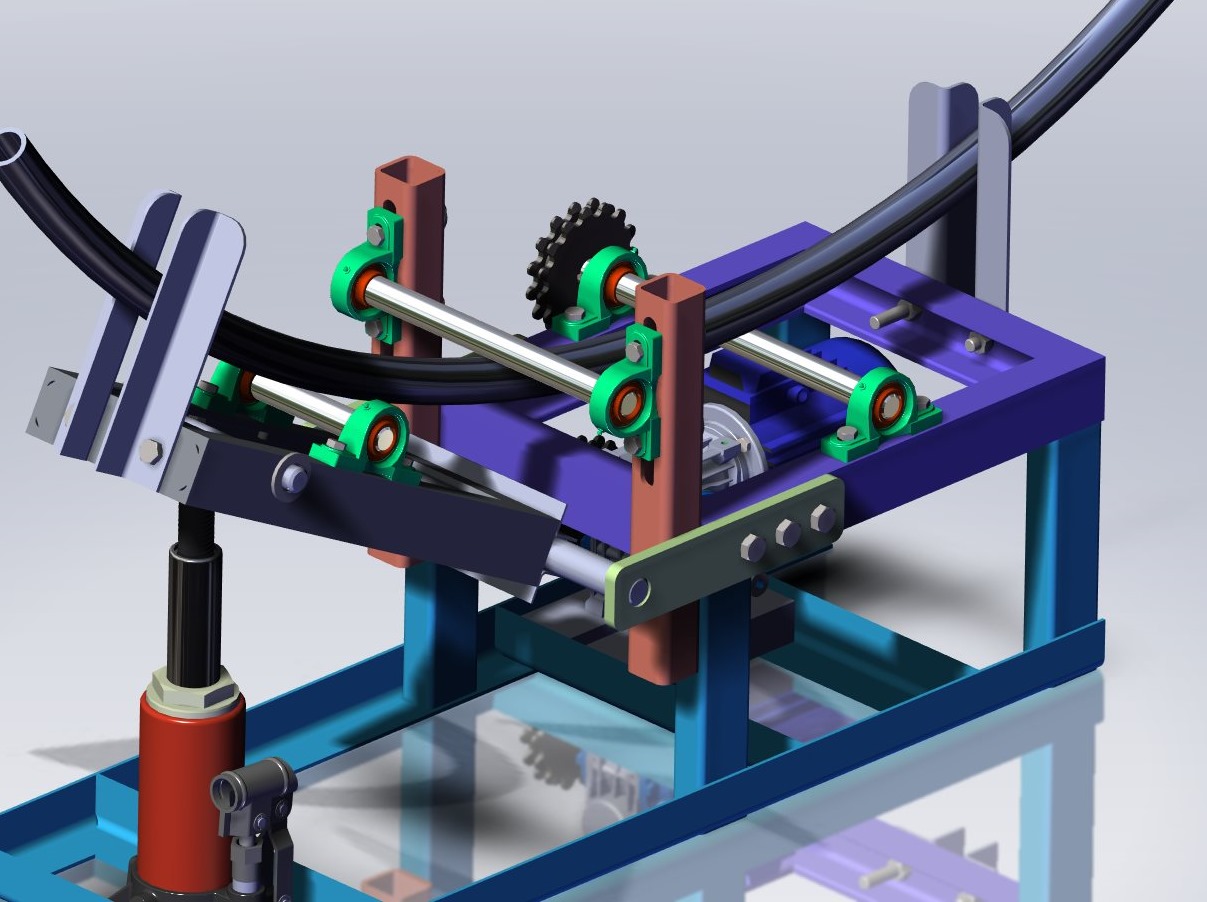
- изготовить ролики и обоймы для размещения подшипников, что может быть достигнуто за счет обращения к услугам профессионального токаря. Всего конструкцией создаваемого устройство предусмотрено наличие трех валов, где один крепится на пружинах, а другие фиксируются в боковинах рамы;
- подготовить полку. Для этого понадобится швеллер (50 мм), из которого надо будет собрать прямоугольник 100 на 30 см. Затем в собранной полке следует проделать отверстия под валы и нарезать резьбу, необходимую для реализации возможности изменять силу воздействия прижимного вала;
- посредством сварки собрать конструкцию из имеющихся деталей;
- полку подвесить на пружины, а боковые валы соединить цепью посредством звездочек, приварив на один из валов рукоятку;
- установить домкрат таким образом, чтобы его использование позволяло изменять силу прижатия.
Внимание! Проблематично изготовить функциональный прокаточный трубогиб без соответствующих расчетов и чертежей. При этом не все обладают необходимыми для этого знаниями, поэтому лучше всего воспользоваться готовой документацией
Самостоятельное изготовление трубогиба для профиля – это вполне реализуемая задача, которая должна соотноситься с определенными целями
Если вы планируете проведение таких работ лишь как разовое мероприятие, то можно собрать деревянную конструкцию, которая вполне способна выдержать короткий срок эксплуатации. В противном случае, когда предполагается изготовление труб с тем или иным изгибом на постоянной основе, желательно обзавестись стационарным агрегатом более сложной и надежной конструкции
Самостоятельное изготовление трубогиба для профиля – это вполне реализуемая задача, которая должна соотноситься с определенными целями. Если вы планируете проведение таких работ лишь как разовое мероприятие, то можно собрать деревянную конструкцию, которая вполне способна выдержать короткий срок эксплуатации. В противном случае, когда предполагается изготовление труб с тем или иным изгибом на постоянной основе, желательно обзавестись стационарным агрегатом более сложной и надежной конструкции.
Чтобы собрать стационарное устройство, востребованное для изгиба труб, необходимо сделать следующее:
- смонтировать металлический каркас, соединив его элементы с помощью болтов и сварки;
- установить оси и валы на них в соответствии с имеющимся чертежом, соблюдая уровни размещения: два выше третьего;
- собрать цепную передачу, используемую для приведения станка в действие, для чего понадобится не только цепь, которую можно позаимствовать, например, со старого мотоцикла, но и три шестерни;
- закрепить на одном из валов ручку.
Типы профилегиба
На текущий момент известно несколько видов инструментов для гибки стальных деталей и заготовок:
- электрические;
- гидравлические;
- ручные.
Электрический
Одной из особенностей подобных приспособлений являются большие размеры, что обуславливает необходимость их стационарной установки. Использование подобного гибочного инструмента обеспечивает высокую точность, при этом это никак не сказывается на прочности обрабатываемых деталей.
Гидравлический
 Наибольшее распространение профилегибы подобного типа получили в промышленности. В первую очередь они полезны при выполнении работ по монтажу систем водоснабжения и канализации. Применяя подобное оборудование, удается с минимальными затратами времени и усилий выполнить деформацию обрабатываемого изделия. Однако только этим достоинства изготовленных своими руками профилегибов не ограничиваются. Имея в наличии подобное оборудование, можно довольно легко гнуть заготовки любых габаритов.
Наибольшее распространение профилегибы подобного типа получили в промышленности. В первую очередь они полезны при выполнении работ по монтажу систем водоснабжения и канализации. Применяя подобное оборудование, удается с минимальными затратами времени и усилий выполнить деформацию обрабатываемого изделия. Однако только этим достоинства изготовленных своими руками профилегибов не ограничиваются. Имея в наличии подобное оборудование, можно довольно легко гнуть заготовки любых габаритов.
Ручной
Среди предлагаемых сегодня на рынке подобных приспособлений рассматриваемый вариант является наиболее доступным по своей стоимости. Его отличают небольшие размеры, что дает возможность пользователю переносить его в любое место
Если обратить внимание на чертежи подобного оборудования, то в них не предусматривается какое-либо основание
Однако, решив использовать подобный инструмент для гибки деталей, следует иметь в виду, что этот процесс сопряжен с определенными сложностями. Прежде всего, деформация деталей с применением профилегиба подобного типа требует больших усилий. К тому же, чтобы придать заготовкам необходимую форму, приходится затрачивать много времени. Среди минусов, которыми обладают ручные профилегибы, следует отметить то, что им не под силу выполнить деформацию толстых труб, а также они не в состоянии обеспечить высокую точность.

Но даже невзирая на все их недостатки, все же подобные профилегибы лучше всего подходят для выполнения работ в домашних условиях. Дело в том, что у домашнего мастера возникает необходимость в выполнении работ небольшого объема. По этой причине ему будет под силу справиться с ручным станком.
Правила изготовления
Если иметь под рукой необходимый инструментарий и заготовки, подобный станок просто сделать своими руками в домашних условиях. Самые простые конструкции изготавливаются без токарных работ. Для изготовления достаточно иметь алюминиевый двутавр. Также станок легко сделать из задвижки, рельсы и даже из швеллера. Арочный профилегиб может пригодиться даже в быту. На создание такого станка уйдет не более нескольких часов. После оборудование можно будет использовать каждый раз, когда появится необходимость починить конструкцию, где используется гнутый профиль. Самый простой пример – мягкая мебель.

Перед тем как приступать к изготовлению профилегиба, нужно понять, какая конструкция выглядит более привлекательной для пользователя. Обязательно выполняют небольшой чертеж. Готовый можно скачать в интернете. Чем проще выбранная конструкция, тем меньшим функционалом будет обладать станок. Если не планируется налаживать производство по изготовлению гнутого профиля, то такого приспособления будет вполне достаточно. Простота и отсутствие больших финансовых затрат при создании профилегиба позволят быстро приступить к работе.

Чтобы изготовить станок для работы с заготовками диаметром до 2 сантиметров, нет необходимости даже изучать видео с подробной инструкцией. С простым чертежом можно разобраться и самостоятельно. В конструкции такого профилегиба должно быть бетонное основание, несколько зафиксированных штырей. Именно между ними и будет происходить гибка металла.
При отсутствии такого участка его придется сначала создать. Во дворе нужно выбрать место, утрамбовать грунт на нем, а затем насыпать щебня. Перед тем как заливать бетон, щебень выравнивают. Цемент можно заказать, но в небольшом количестве его легче сделать самостоятельно. Делают раствор, используя такие материалы, как песок и цемент в пропорции 4 к 1.

На этапе подготовки в земле закрепляют несколько швеллеров. Вместо них подойдут трубы, диаметр которых должен быть 7 см. Они должны стоять по отношению к поверхности земли под углом в 90 градусов. Между швеллерами сохраняют расстояние 5 сантиметров. Бетонный раствор высыхает в течение нескольких дней.

Изделия из нержавеющей стали также можно сгибать при помощи такого нехитрого станка.Если предполагается делать изделия из заготовок с большим диаметром, чем 2 см, то такое оборудование не поможет. Конструкцию станка придется усовершенствовать
Бетонное основание также будет важной составляющей, но в качестве дополнения потребуется установить два прута. Они обязательно должны быть изготовлены из металла, при этом подбираются элементы с круглым сечением. Пруты играют роль осей, куда помещают ролики
Размер желоба обязан соответствовать тому диаметру, которым обладает сгибаемая труба. Чтобы использовать станок, потребуется установить заготовку между роликами, а один ее конец прочно закрепить. Второй привязывают к лебедке. Именно она должна дать требуемое усилие для сгиба трубы. Лебедка может быть как электрической, так и ручной
Пруты играют роль осей, куда помещают ролики. Размер желоба обязан соответствовать тому диаметру, которым обладает сгибаемая труба. Чтобы использовать станок, потребуется установить заготовку между роликами, а один ее конец прочно закрепить. Второй привязывают к лебедке. Именно она должна дать требуемое усилие для сгиба трубы. Лебедка может быть как электрической, так и ручной.

Виды дорновых трубогибов и особенности их конструкции
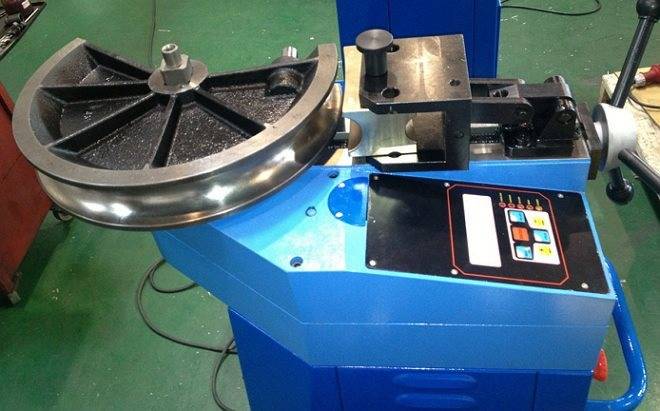
Дорновый трубогиб из-за особенностей своей конструкции может быть только стационарным. Даже станки, изготовленные для бытовых нужд своими руками, отличаются массивностью. Серийные трубогибы дорнового типа не бывают ручными, для их работы необходимо электрическое питание.

Универсальный трубогибочный дорновой станок Stankras
Среди дорновых трубогибов встречаются полуавтоматические и автоматические приспособления. Более дорогостоящим, естественно, является полностью автоматизированное оборудование. Всеми рабочими процессами, протекающими на таких трубогибах, управляет система ЧПУ, в память которой предварительно заносятся все требуемые параметры: тип материала и класс трубы, угол загиба и его радиус, давление прижима, скорость поворота гибочного узла и др. Для обслуживания такого оборудования, которое позволяет добиваться высокой эффективности рабочего процесса, не требуется много людей.
Автоматическая дорновая трубогибочная машина с ЧПУ
Полуавтоматический дорновый трубогиб, на котором часть технологических операций выполняется в ручном режиме, требует уже большего внимания со стороны рабочего персонала. Однако в тех случаях, когда необходимо гнуть изделия из разного материала и с разными геометрическими параметрами, целесообразнее использовать дорновый трубогиб полуавтоматического типа, который также значительно дешевле автоматического оборудования.

Гибочная головка с узлом подачи дорна
Любой трубогиб дорнового типа состоит из следующих конструктивных элементов:
- рамы с направляющими, на которую крепятся и позиционируются все элементы оборудования;
- чугунной головки, за счет которой создается гибочный момент;
- гидравлического бустера, усиливающего действие гибочной головки;
- патрона, в котором фиксируется заготовка (с его помощью также задается плоскость загиба);
- гибочного ролика, задающего радиус загиба;
- зажимных колодок, фиксирующих изделие на участке выполнения загиба;
- дорновых оправок и тяг, на которых они крепятся;
- натяжного кронштейна, за счет которого на трубогиб устанавливаются тяги с дорновыми оправками.
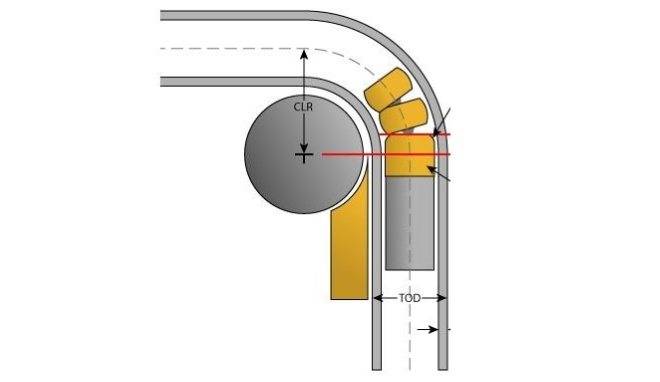
Принцип работы дорнового трубогиба
Классификация приспособлений для сгибания труб
Устройства для гибки стальных труб классифицируются:
- по степени мобильности (стационарные и переносные);
- по типу привода (ручной, электрический, гидравлический, электрогидравлический);
- по способу воздействия (обкатка (роликовый), намотка, воздействие штоком (арбалетный), прокатка).
Суть способов воздействия трубогиба на трубу заключается в следующем.
Обкатка
При таком способе один конец трубы зажимается, а для придания ей требуемого изгиба используется неподвижный шаблон. Для обкатки изделия вокруг шаблона используются прижимные ролики.
Чертежи обкаточного трубогиба
Намотка
В таком устройстве труба прижимается к подвижному шаблону (ролику), на который она и наматывается, протягиваясь между вращающимся роликом и специальным упором, установленным в начале точки гиба.
Схема трубогиба, работающего по принципу намотки
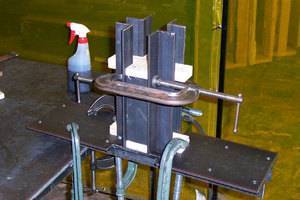
Арбалетные трубогибы
В таком трубогибе труба опирается на два неподвижных ролика, а сгибание выполняет шаблон, который закреплен на подвижном штоке. Шаблон давит на середину закрепленного участка трубы, тем самым придавая ей требуемый угол изгиба.
Схема арбалетного трубогиба: 2 — домкрат, 3 — башмак (пуансон)
Прокатка, или вальцовка
Требуемый радиус изгиба получают при помощи трехвалкового устройства, основу конструкции которого составляют два опорных и один центральный ролик. На трубу осуществляет давление центральный ролик, положение которого и определяет радиус ее изгиба. Прокаточный трубогиб является более универсальным, во всех остальных станках радиус изгиба зависит от используемого шаблона.
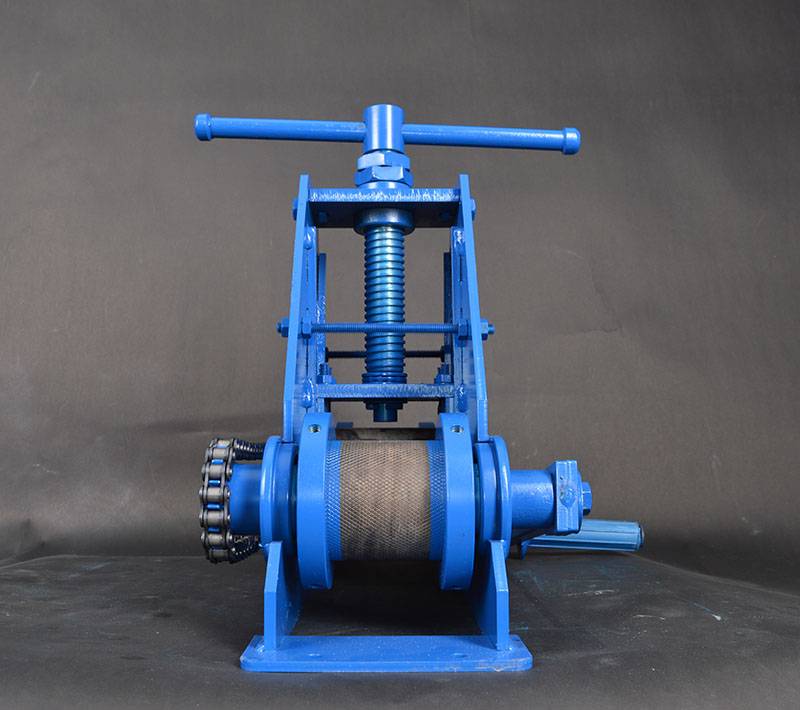
Ручной прокаточный трубогиб компактных размеров
Изготовление трубогиба, работающего по принципу намотки, не отличается простотой, поэтому такое устройство делают преимущественно промышленным способом. Арбалетный метод обладает еще одним значительным недостатком: давление от штока с закрепленным на нем шаблоном, который называется башмак, сосредоточено в его верхней части. Такой способ воздействия на трубу приводит к ее значительному растяжению по наружному радиусу изгиба, что может сопровождаться уменьшением толщины стенки и даже ее разрывом. Особенно не рекомендуется использовать арбалетный способ для гибки тонкостенных изделий.
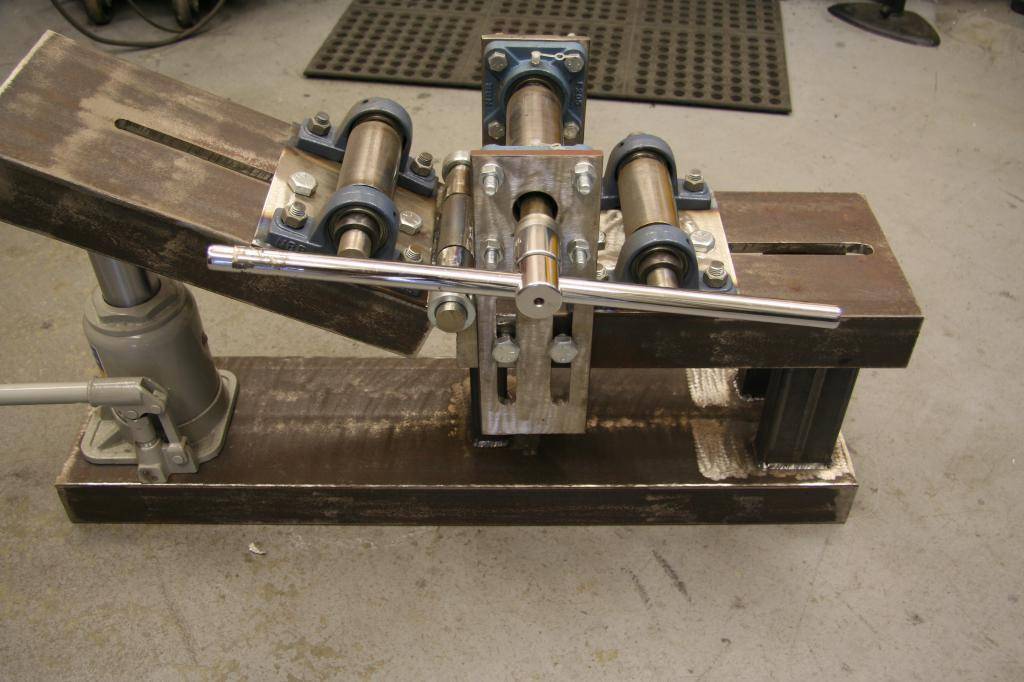




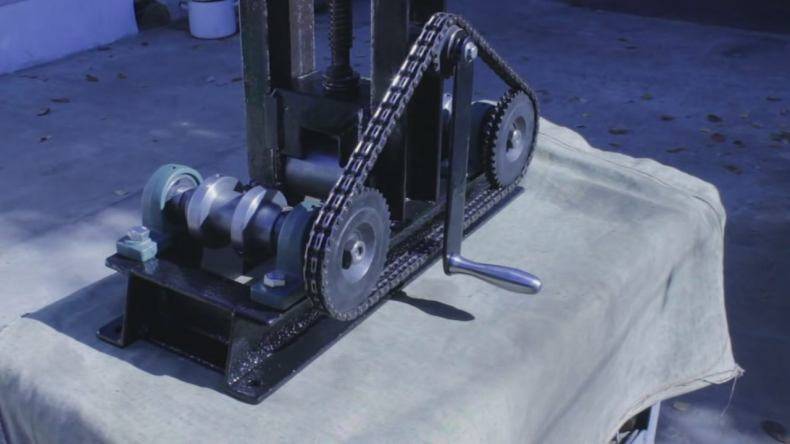
Пример самодельного трубогиба прокаточного (вальцовочного) типа
Станок, работающий по принципу прокатки (вальцовки), практически не имеет всех вышеперечисленных недостатков, такую технологию используют при производстве отводов в заводских условиях.
Станок для сгибания труб, изготовленный своими руками, может иметь различную конструкцию. Выбирать ее тип следует исходя из того, какой радиус изгиба стальной трубы вам необходим. Существует перечень рекомендаций, в соответствии с которыми и осуществляется выбор конкретной модели устройства для сгибания стальных труб. Важные параметры, которые необходимо учесть, это толщина стенок трубы и ее общий диаметр. Перед началом работы с трубогибом не помешает ознакомиться данными таблицы, отображающей максимально возможные радиусы для изгибания стальных труб.
Зависимость радиуса изгиба от диаметра и толщины стенок трубы
Чтобы получить радиус загиба меньший, чем оговорено в таких рекомендациях, необходимо использовать дорновый трубогиб или горячее вальцевание, которое применяется преимущественно в производственных условиях. Устройство с дорном сложнее создать в домашних условиях, поэтому их намного реже делают самостоятельно, отдавая предпочтение вальцовочным.
Для того чтобы самостоятельно выполнить горячую прокатку трубы, можно прибегнуть к использованию трубогиба, сделанного своими руками, но при условии, что он полностью изготовлен из металла, а его станина отличается высокой надежностью. Для выполнения такой технологической операции дополнительно потребуется паяльная лампа или газовая горелка.
Назначение профилегиба
Создать самодельный профилегиб относительно несложно, устройство предназначается для концентрации и передачи усилия. При применении гибочного станка можно проводить работы следующего типа:
- Гибка металлического профиля квадратного и прямоугольного сечения. Профиль может изготавливаться при применении различных металлов.
- Придание изогнутой формы трубам, которые изготавливаются из стали или цветных металлов.
- Гибка прудков различного сечения.
- Загибание различных видов проката: уголки, швеллеры и другие.
Большинство изготавливаемых моделей применяются для загиба заготовки с различными показателями. Кроме этого, многое оборудование применяется для изгиба профиля в холодном состоянии.
В заключение отметим, что для бытового применения можно изготовить профилегиб своими руками. Это связано с высокой стоимостью промышленных вариантов исполнения. Созданный станок может иметь относительно небольшие размеры, устанавливаться в небольшой мастерской. Большинство моделей может применяться для изгиба металлической заготовки в горизонтальной и вертикальной плоскостях.
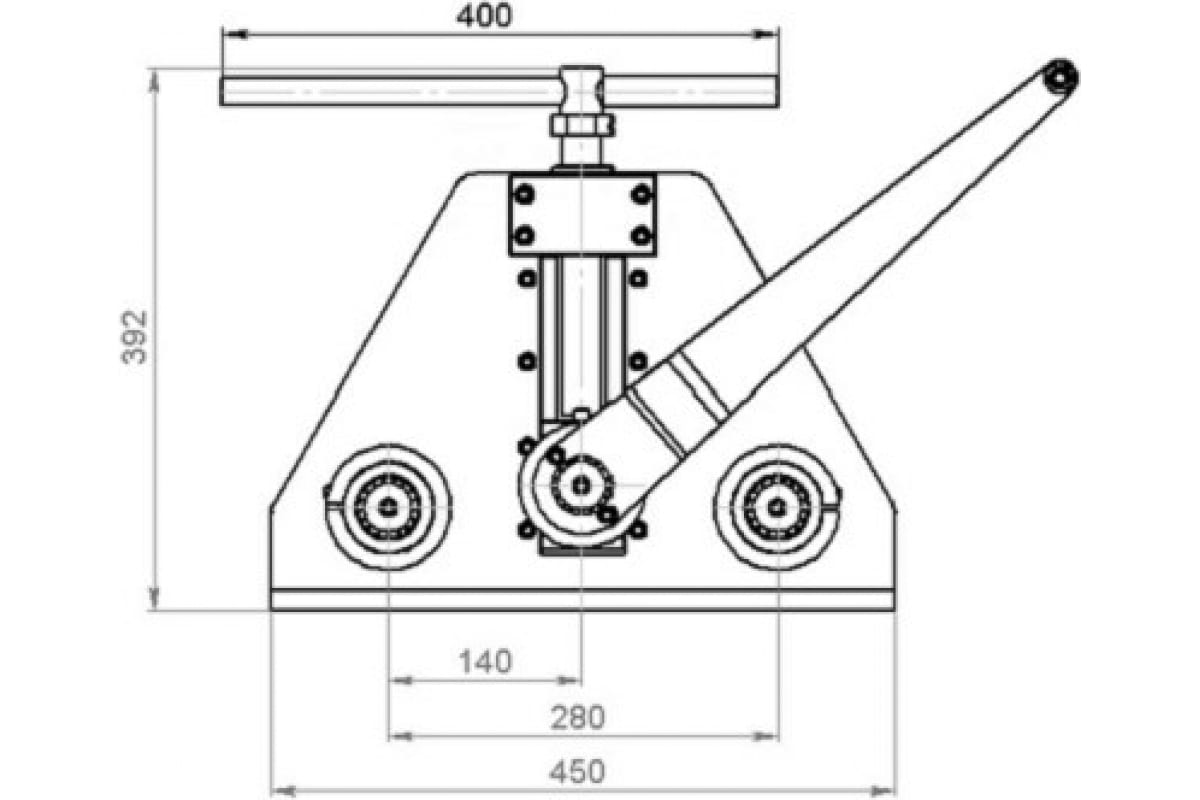
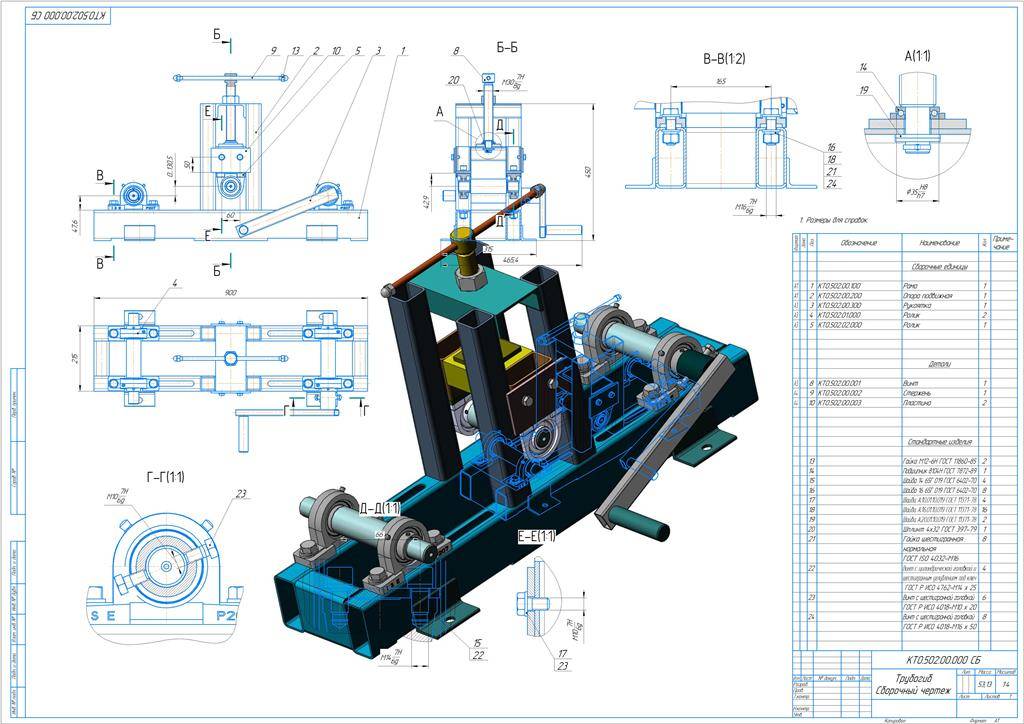
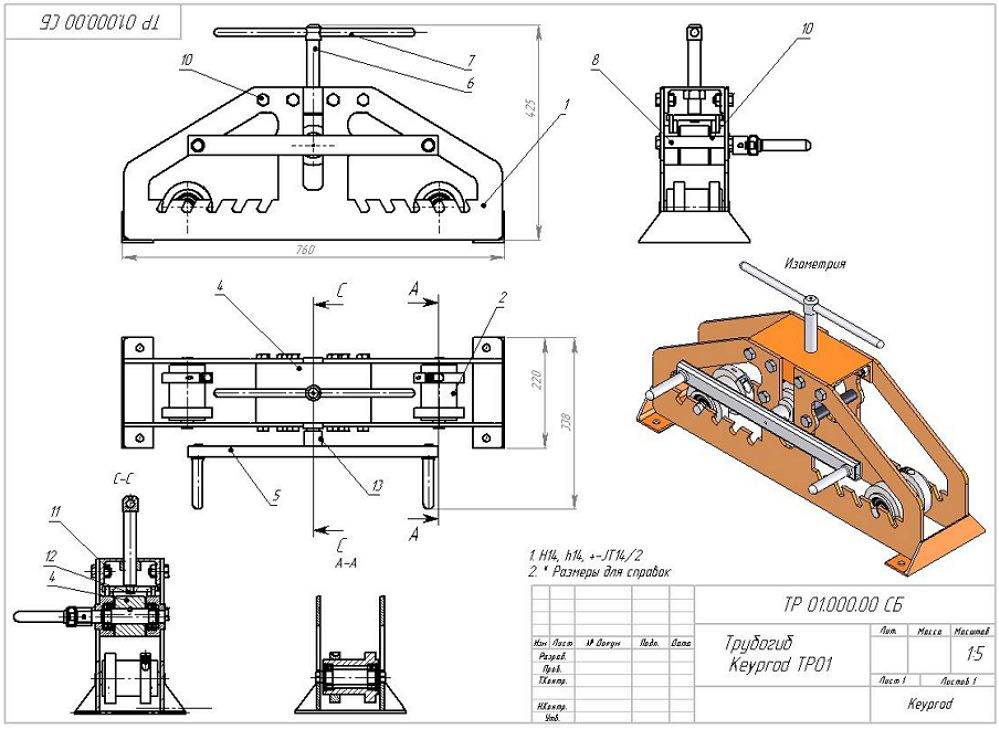
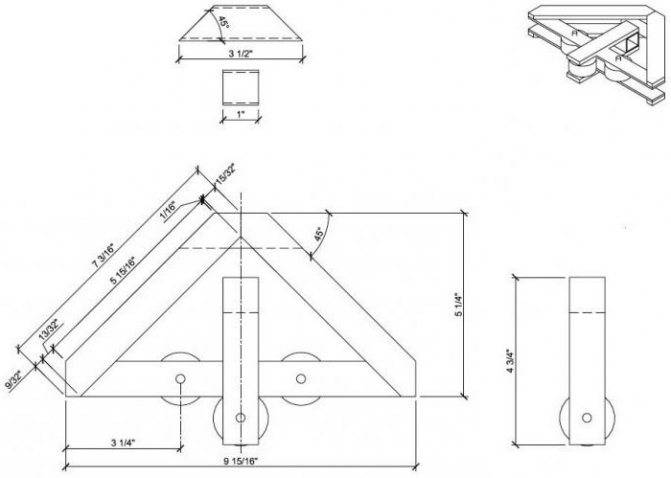
4 Профилегиб ручной своими руками – чертежи, схема изготовления
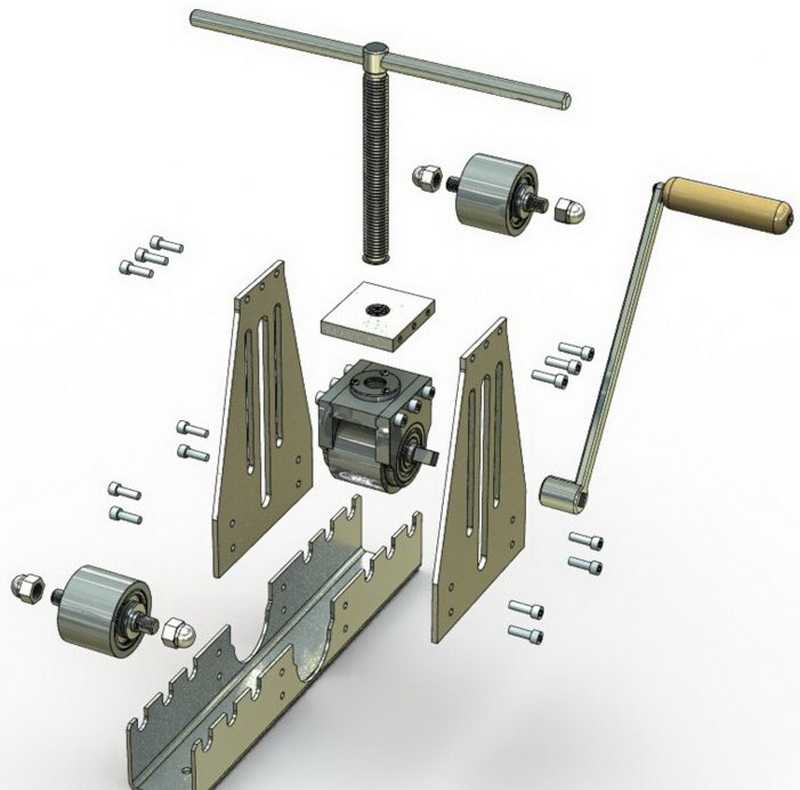
В интернете можно найти массу чертежей более сложных вариантов ручных профилегибов. Рассмотрим один из них, который дает возможность выполнять загиб (радиальный) часто используемых труб прямоугольного профиля. Принцип его функционирования базируется на применении трех роликов – рабочего и двух опорных. Рабочий ролик деформирует (не сразу, а постепенно) обрабатываемую заготовку.
Основной стальной рабочий вал при этом располагает некоторым свободным ходом, который ограничивается геометрическими параметрами направляющих. Эти элементы конструкции изготавливают из:
- 5–8-миллиметровых по толщине пластин;
- одной большой пластины;
- уголков из стали длиной 30 см и размерами 5х5 см (потребуется четыре штуки таких уголков);
- вспомогательных роликов.
На большую пластину крепят вспомогательные ролики (при помощи болтов) и уголковые направляющие (сварными швами). Для повышения прочностных характеристик основания снизу к нему рекомендуется приварить два отрезка уголка из стали. На направляющих сверху приваривают еще одну металлическую пластину с отверстием. Его диаметр должен быть по своей величине больше сечения винта, предназначенного для оказания нагрузки на рабочий вал гибочного самодельного устройства.
1 Нюансы изготовления профилегиба и разработки чертежа
Профилегиб, несмотря на простоту его конструкции, следует изготавливать по чертежу. Собранное на глазок и по принципу “примерно” устройство в лучшем случае будет работать не так, как от него требуется, а в худшем – вовсе не станет ничего гнуть.
Можно использовать чертежи, фото и видео, предлагаемые в интернете и других источниках информации, и даже полностью позаимствовать предлагаемые в них схемы профилегиба. Однако копирование один в один будет удачным только в том случае, если понравившаяся конструкция:
- Предназначена для гибки именно того профиля, который нужен (трубы, причем круглой либо прямоугольной, прутка, уголка или швеллера из определенного материала – стали или цветного мягкого металла), и с требуемыми размерами сечения, а также на необходимый угол.
- Не содержит технических ошибок – надо разобраться, будет ли она вообще работать.
- Имеет достаточно подробное описание, а если это ее чертеж, то он содержит все необходимые данные по размерам, материалу, креплению и взаимному расположению всех деталей и элементов, чтобы профилегиб действительно можно было собрать.
- При сборке не вызовет проблем с поиском и/или изготовлением необходимых деталей и комплектующих.
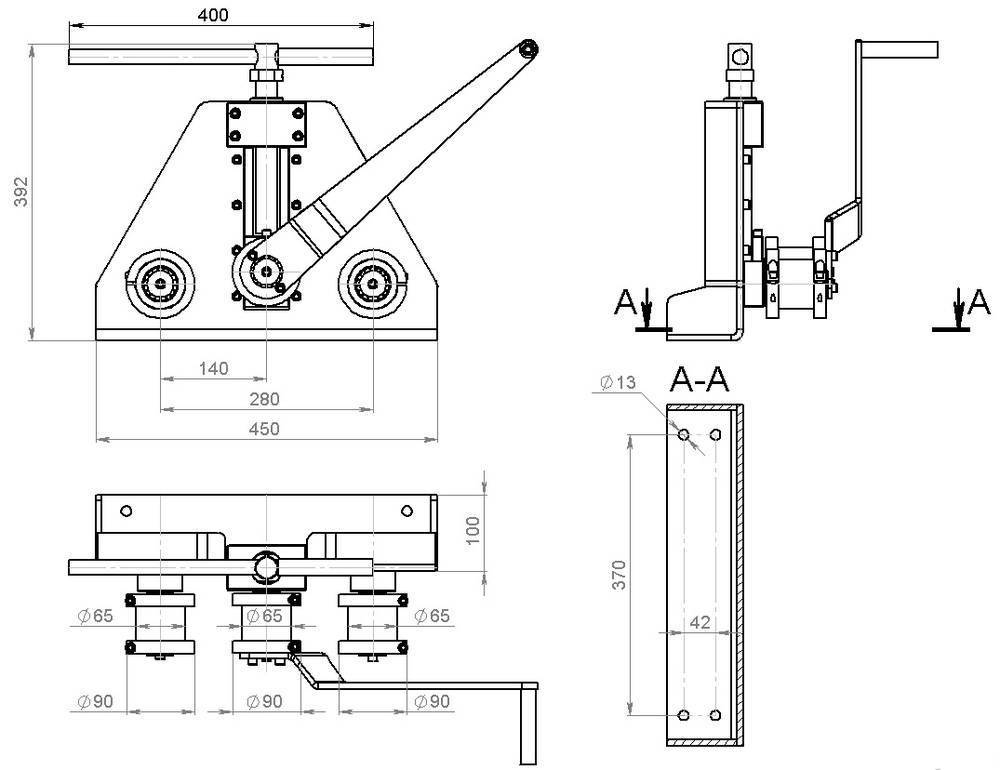
Чертеж профилегиба
Поэтому чаще всего самодельный профилегиб изготавливают по собственным чертежам, которые являются скорректированной версией какой-либо конструкции, взятой за основу. При разработке чертежей тоже надо учитывать все вышеуказанные моменты для уже готовых решений. Кроме того, необходимо исходить из доступности тех или иных материалов, комплектующих, а также возможности изготовить самому либо заказать нужные детали. Отправной точкой в конструировании и изготовлении профилегиба должно стать его назначение (п. 1 из вышеприведенных требований).
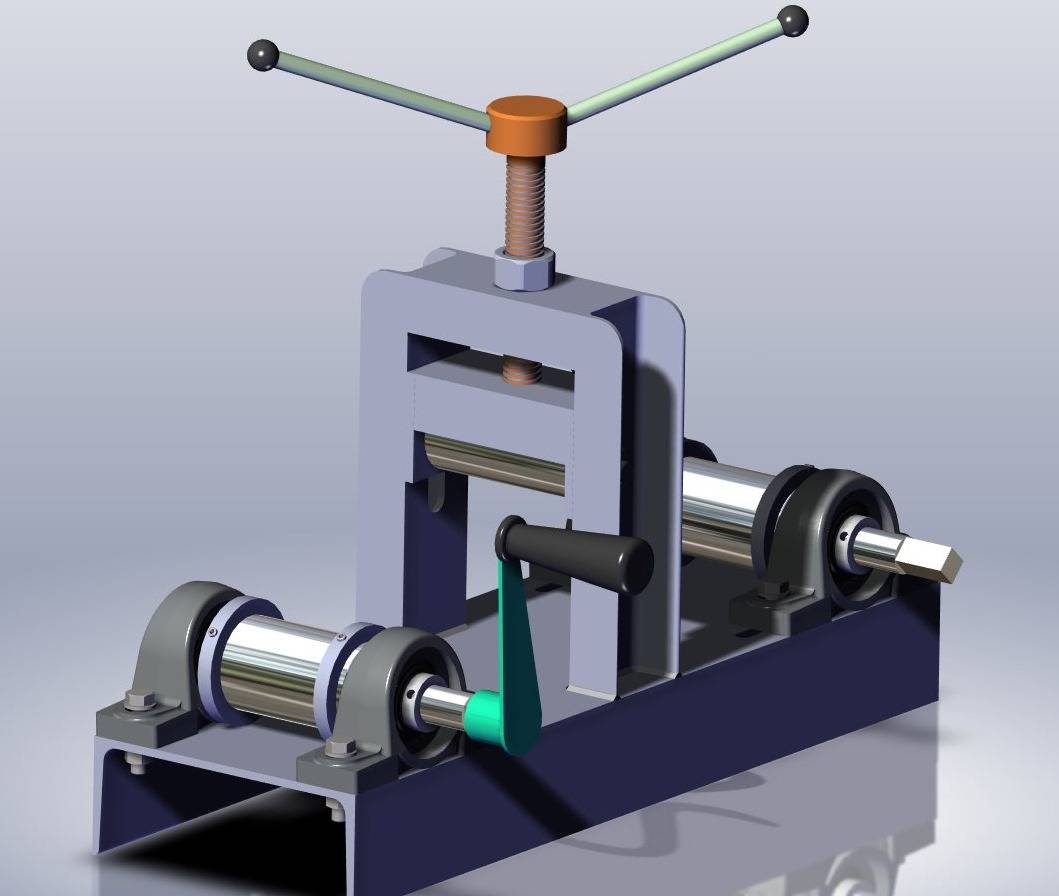
Профилегиб своими руками: размеры и чертежи
Есть несколько способов сделать профилегиб своими руками, каждый из которых требует определенных инструментов и умений. Ниже приведены четыре основных варианта:
Простой станок с роликами
Для создания такого станка нужно использовать ролики, резьбовые стержни и шарниры. Ролики устанавливаются на резьбовые стержни, которые, в свою очередь, размещаются на поддоне станка.





Для сгибания листа нужно поместить его между роликами и нажать на них, чтобы сгиб образовался. Размеры резьбовых стержней и роликов должны соответствовать толщине используемого листа. Также можно использовать шарниры, чтобы управлять углом сгиба и получать более сложные формы.

Простой ручной профилегиб
Для ручного сгибания листа можно использовать простые инструменты, такие как гильза и направляющие.
- Гильза – это металлическое кольцо с резьбой на внутренней стороне, которое устанавливается на конце листа. Направляющие – это металлические пружины с круглыми секциями, которые также устанавливаются на конце листа.
- Для сгибания нужно поместить лист между гильзой и направляющей, нажать на них и сгибать лист вручную. Такой способ подходит для небольших листов и простых форм.

Механизированный профилегиб
Для создания более сложных форм и изготовления более толстых листов можно использовать механизированный профилегиб. Это может быть станок с ручным управлением, использующий гидравлические силы для сгибания листа, или автоматический станок с электронным управлением.

Такие станки обычно имеют более сложную конструкцию и требуют большего опыта и навыков для их изготовления.


















Электрический станок
Это самый современный и технологичный способ профилегиба. Электрический станок обычно использует электромеханические силы для сгибания листа и имеет электронное управление с программируемыми настройками.

Профилегиб без токарных работ
Если у вас нет доступа к токарному оборудованию или вы хотите создать профилегиб без дополнительной обработки, то можно использовать специальные пресс-формы.

Это металлические формы с рельефными поверхностями, которые устанавливаются на пресс и используются для сгибания листа при помощи силы, например, ручной силы или гидравлической силы. Такой способ подходит для небольших листов и простых форм.

После того, как вы выбрали способ профилегиба, нужно создать чертежи и размеры для станка или пресс-формы. Это может быть сделано с помощью специального ПО для черчения, например, AutoCAD. После того, как чертежи готовы, можно приступать к сборке станка.

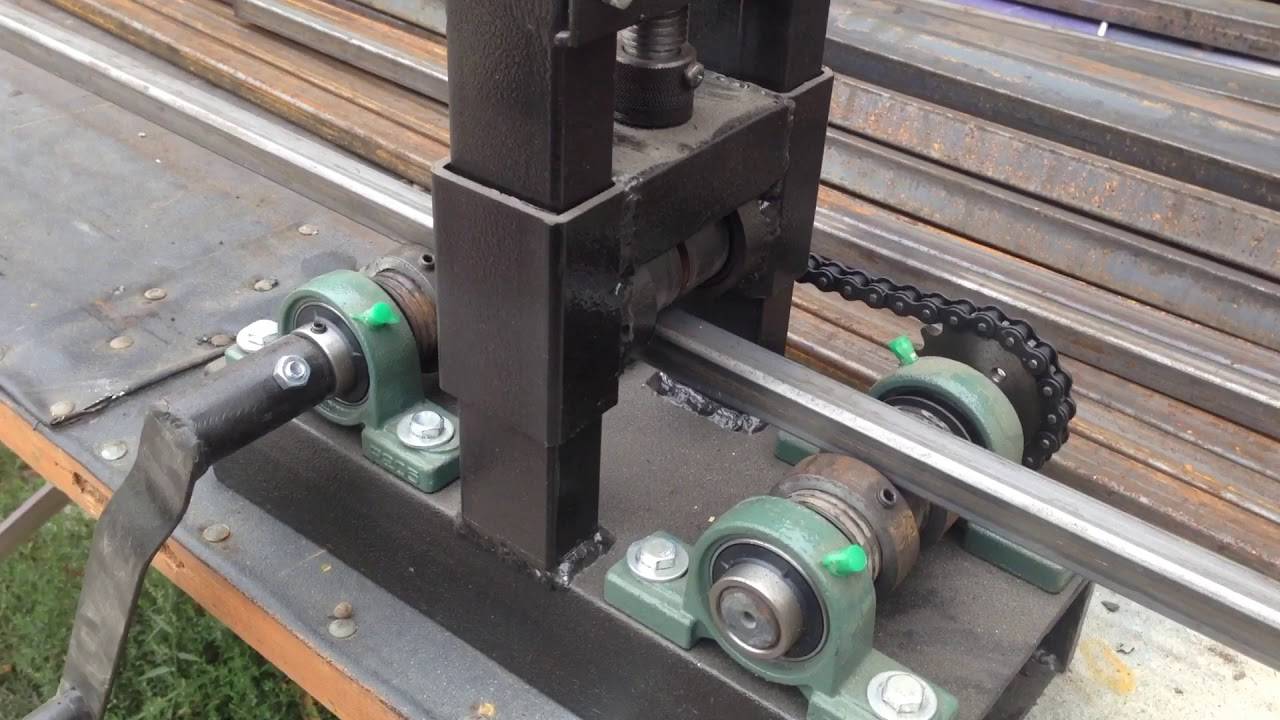
Как закрепить подшипники на каркасе профилегиба.
Лучший вариант, это если подшипники применить в уже готовом корпусе. Если нет таких подшипников, то используем любые подходящие без корпуса. Их не обязательно жестко крепить к каркасу трубогиба. Можно сделать под них подставки из профильной трубы или уголков. Ниже на фото представлены различные варианты крепления подшипников.

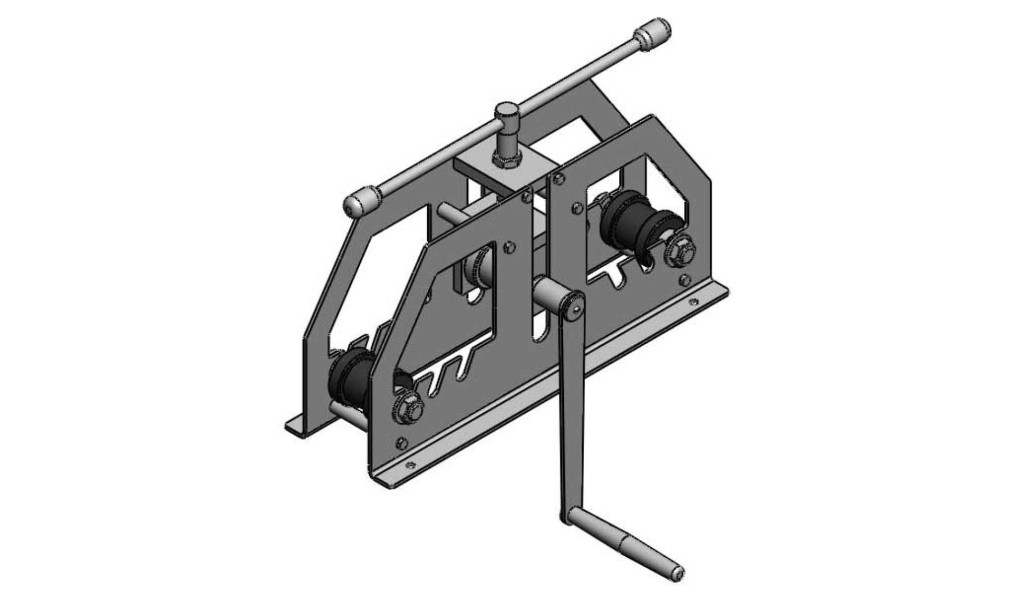
Профилегиб с переставными роликами.
Трубогиб для гибки профильной трубы.
Профилегиб для гибки профильной трубы.
Трубогиб для гибки профильной трубы.
Трубогиб для гибки профильной трубы.
Каркас профилегиба.
Профилегиб сделанный с подшипниками в корпусе.
Классификация приборов
Видов на практике применяется несколько:
Электрический. В домашних мастерских и в условиях небольшого производства применяются стационарные станки. С их помощью можно выгнуть профили с небольшим диаметром. У оборудования высокий уровень по точности.







Гидравлический. В основном предназначен для промышленного производства. Если необходимо провести систему снабжения водными ресурсами, а также обустроить канализацию. Работают исключительно от сетевого ресурса.
Что касается достоинств, к ним относят:
- Большую скорость;
- Мобильность;
- Простой принцип действия;
- Оператор работает с нормальной нагрузкой;
Ручные. Самые недорогие и доступные. Для домашней мастерской самый удобный вариант. Неудобством считается создание нескольких участков с изгибами. Кроме того, пользователь работает с сильной нагрузкой. Работа получается трудоемкой и вести ее возможно исключительно с малым диаметром заготовки.
Особенности использования
Один конец изделия следует установить между упором и шаблоном, а после, взявшись за другой, аккуратными плавными движениями необходимо осуществить изгибание по заготовке. Можно сделать рычаг на противоположном конце, для этого рекомендуется вставить в трубу достаточно прочный стержень. Можно использовать метод, который предполагает применение элемента более внушительного диаметра. Не следует пытаться сгибать трубу от центральной части шаблона, так как это может стать причиной поломки изделия.
Если будет изготавливаться станок для гибки профильной трубы своими руками, то можно сформировать изгиб большего радиуса, но тогда шаблон будет выполнен из фанеры и крючков.
Рекомендуемое расположение и инструмент
Само собой, изначально вы должны спланировать то, в каком месте будет вообще находиться ваш инструмент. Подойдет любой прочный стол из дерева или металла, старый верстак и так далее.

Главное, чтобы место было устойчивым и не поломалось в ответственный момент. Вам придется сконструировать его, если в распоряжении такового не нашлось, и только после этого начинать создавать гибочный станок для листового металла своими руками.

Заметьте, что прежде чем начинать это ответственное дело, удостоверьтесь в том, что у вас есть следующие приборы:
- шлифовальный инструмент со специальными съемными кругами для шлифовки и отрезки.
- прибор для сварка.
- электрический перфоратор.
- тиски, струбцины, инструмент для слесарных работ.






