

Технология монтажа полиэтиленовых труб
Прокладка полиэтиленовых труб начинается с подсчета количества необходимых материалов. Оно зависит от протяженности трубопровода, наличия углов и перепадов трассы. Подготовка общие правила монтажа ПЭ выглядят следующим образом:
- Отключите подачу воды. Опираясь на проект, подготовьте материалы.
- Если Ваш дом имеет автономную сеть отопления, монтаж производите по направлению от отопительного котла.
- Подготовленные отрезки труб спаивайте между собой в трубопровод паяльной лампой, с его же помощью соединяйте ПЭ-трубы с фитингами и металлическими трубами. Если вы производите паяльные работы своими руками впервые, тщательно ознакомьтесь с инструкцией к инструменту, посмотрите советы и видео-рекомендации в интернете.
Монтаж труб с использованием сварочного оборудования
Соединение трубы бытового трубопровода с ПЭ фитингом методом сварки
Соединение полиэтиленовых труб можно проводить и методом сварки. Последовательность монтажа такова:
- Нарежьте необходимое количество отрезков труб. Под углом 45 с торца трубы снимите фаску.
- Обработанный конец трубы разместите на насадке паяльной лампы нужного диаметра. Одновременно с этим на другую насадку оденьте соединительный фитинг.
- Осуществите кратковременный нагрев обеих деталей, снимите с паяльника и соедините.
Следите, чтобы нагревание фитинга и трубы происходило синхронно, а выбранная температура была равна 270 С – это важный момент монтажа.
- Обеспечьте получившемуся соединению естественное остывание, без каких-либо посторонних воздействий, иначе качество шва значительно снижается.
- Действуя таким образом, последовательно соедините все трубы с фитингами и радиаторами. На выходе, у котла, сварочные работы заканчиваются.
- Возобновите подачу воды в систему, включите обогревательный котел. Оцените качество всех стыков – не сочится ли из них вода. Если вы не обнаружили протечек, можете выставлять на котле рабочее давление и спускать из радиаторов воздух.
Фитинги для полиэтиленовых труб: их особенности и правила установки

Компрессионные фитинги для соединения полиэтиленовых труб
Укладка полиэтиленовых труб, а также ремонт уже функционирующих трубопроводов осуществляется с применением различных соединительных фитингов. Соединение труб из полиэтилена происходит одним из следующих способов:
- сваркой;
- склейкой;
- с помощью механического резьбового соединения.
Исходя из перечисленных методов монтажа, все фитинги можно классифицировать в зависимости от способа их установки:
- электросварные фитинги;
- компрессионные;
- литые ПВХ-фитинги без электроспирали (спиготы);
- редукционные.
О том, как соединить полиэтиленовые трубы, используя те или иные соединительные детали, расскажем поподробнее:
- Электросварные фасонные изделия, предназначенные для монтажа труб из ПЭ, снабжаются закладными нагревательными элементами из проволоки. Если данную проволоку нагреть электричеством, полиэтилен постепенно оплавится и в результате образует однородное надежное соединение в месте стыка труб. Современные сварочные аппараты позволяют установить корректное время и электронапряжение сварки, что повышает качество соединений.
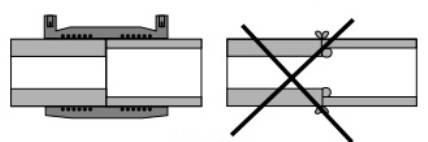
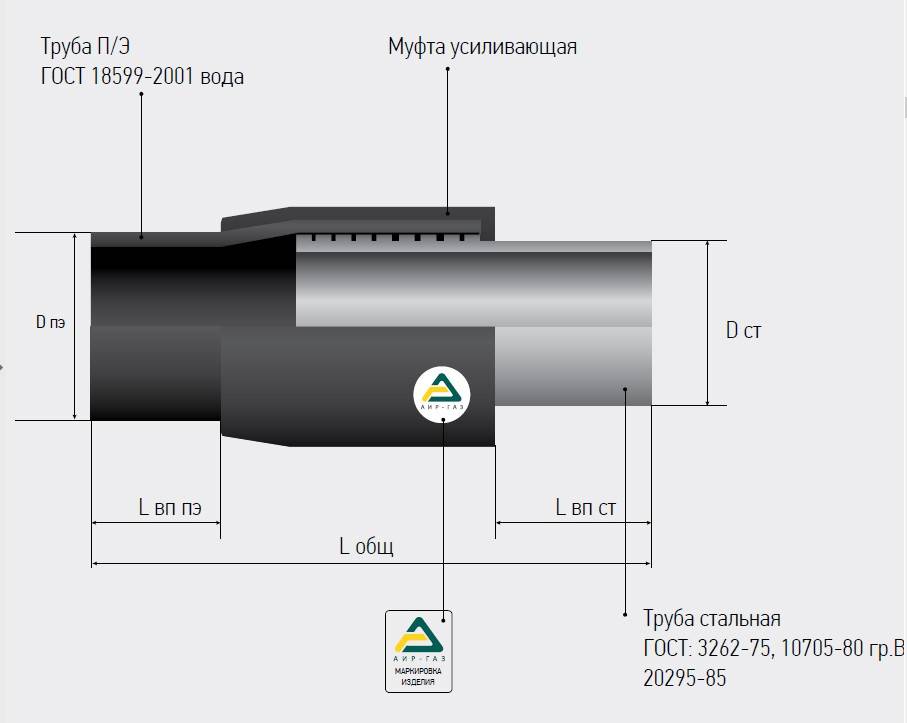
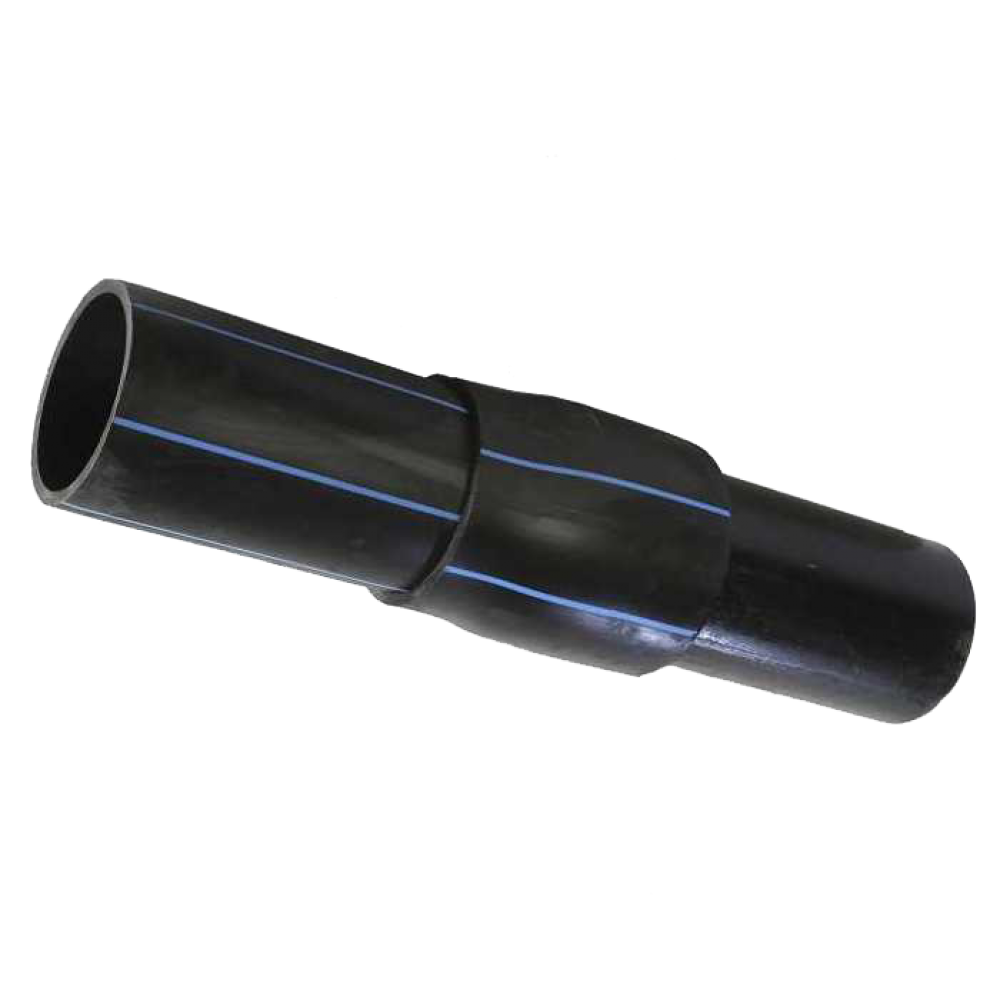
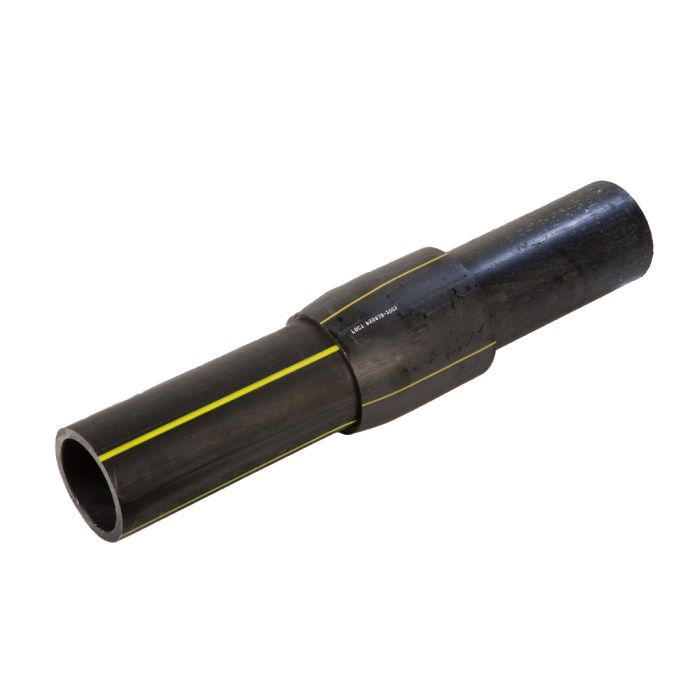
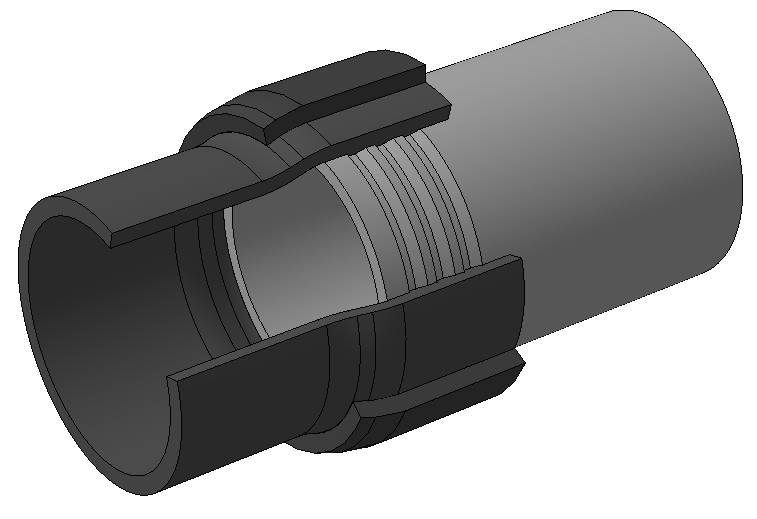
С помощью муфты с закладным нагревательным элементом можно легко соединить полиэтиленовые трубы с различным внутренним диаметром, что невозможно при стыковой сварке этих же труб
- Фитинги для ПЭ-труб компрессионные изготавливаются с похожим принципом, что и такие же фитинги для медных и металлопластиковых труб. Основным отличием является лишь используемый сырьевой материал. Компрессионные соединители просты в монтаже и не потребуют от вас подготовки и применения специфического инструмента.
- Литые фитинги-спиготы понадобятся, если вы соединяете полиэтиленовые трубы методом стыковой сварки. В данном случае торцы свариваемых труб нужно нагревать до тех пор, пока они не обретут вязкость и умеренную текучесть. Затем торцы элементов трубопровода совместить под давлением. После остывания сварной шов имеет однородную с самими трубами структуру.
- Если же вы монтируете трубопровод, в котором трубы имеют разный диаметр, без редукционных (резьбовых) фитингов не обойтись, ведь они оснащаются резьбой. Они применяются и при соединении труб с радиаторами, водораспределительными устройствами, счетчиками и другим оборудованием.
Зная, какой вид фитингов и когда применить, а также учитывая наши инструкции, вы легко можете провести монтаж полиэтиленовых труб своими руками. При этом владение особыми навыками или какие-то критические усилия вовсе не потребуются.
Способы соединений ПНД труб при монтаже

Соединение ПНД труб бывает разъемным и неразъемным. Каждый тип позволяет создать прочную и надежную конструкцию, однако в то же время у каждого из них есть свои преимущества, которые стоит учитывать при монтаже ПНД своими руками.
Разъемный тип соединения
При использовании разъемного типа соединения создается конструкция, которая впоследствии может демонтироваться. Этот способ считается наиболее популярным, поскольку трубопровод легко установить без специального оборудования, а впоследствии разобрать. Соединения труб выполняются быстро, что не влияет на их качество.
Использование фитингов

Фитинг — соединительный элемент водопровода, который применяют для монтажа ПНД в областях стыков, поворотов, а также увеличения и уменьшения диаметра. Конструктивные особенности фитингов — в простоте каждой детали. Все изделия имеют корпус разного типа с необходимым диаметром отверстий.
- Установка трубопровода с помощью фитингов осуществляется в 4 этапа:
- Примерка. Подбирается фитинг нужного типа и размера, определяется, на какую глубину будут вставляться части трубы. Делаются соответствующие отметки. На трубе подрезается фаска – ножом или фаскоснимателем.
- Подготовка. Края смачиваются мыльным раствором или жидким мылом для последующей проверки герметичности.
- Установка. Накидная гайка отвинчивается, в него устанавливается труба до сделанной заранее отметки.
- Фиксация. Гайка фитинга затягивается до упора, при этом необходимо следить, чтобы не возникло пережима.
Виды разъемных фитингов для ПНД-трубопроводов
Фитинги могут быть различными по своему предназначению, а также месту крепления. Наиболее востребованы:
- Прямой. Требуется для соединения отрезков труб с равным диаметром.
- Компенсационной. Необходим в ситуациях, когда требуется соединить трубы разного диаметра.
- Переходник. Требуется для соединения ПНД с изделиями из других материалов.
- Тройник. Применяется в местах, где из одной трубы должно выходить две и более.
- Уголок. Необходим для участков, где требуется поворот трубы.
- Заглушка. Монтируется в месте прерывания трубы.
Посредством установки фланца

Чаще всего такие соединения применяют для труб с диаметром от 100 мм. Такая технология предполагает использование накидных фланцев, которые размещаются на торцах труб. Также они могут привариваться к трубе и соединяться с втулками. Для предупреждения протекания между фланцами вместе стыка используются соответствующие уплотнение.
Первый из фланцев монтируется на металлический торцевой конец трубы, а второй фланец, соответственно, фиксируется с пластиковым буртом к пластиковому торцу
Для получения герметичных соединений важно правильно устанавливать уплотнитель. Болты при этом должны быть качественно затянуты так, чтобы напряжение распределялось равномерно по всей детали
Неразъемные соединения
Выполняются методом сварки. Такой метод обеспечивает полностью герметичные стыки и при этом высокую надежность, однако его реализация невозможна без специального оборудования — сварочного аппарата. Также в некоторых случаях он не используется из-за внешних условий: например, воды в трубе.
Электромуфтовые соединения

Электромуфты изготовлены из ПНД и имеют внутри металлическую нагревательную спираль. Соединяемые трубы устанавливаются в муфту, а затем подается напряжение, вследствие чего муфта и заготовки разогреваются и свариваются. Это достаточно простой и удобный способ сварки, но при этом и дорогой. На больших диаметрах стоимость муфты может обойтись дороже самих труб.
Перед проведением работ требуются тщательная зачистка труб, а также обеспечение неподвижности в моменты разогревания и остывания.
Раструбный метод соединения
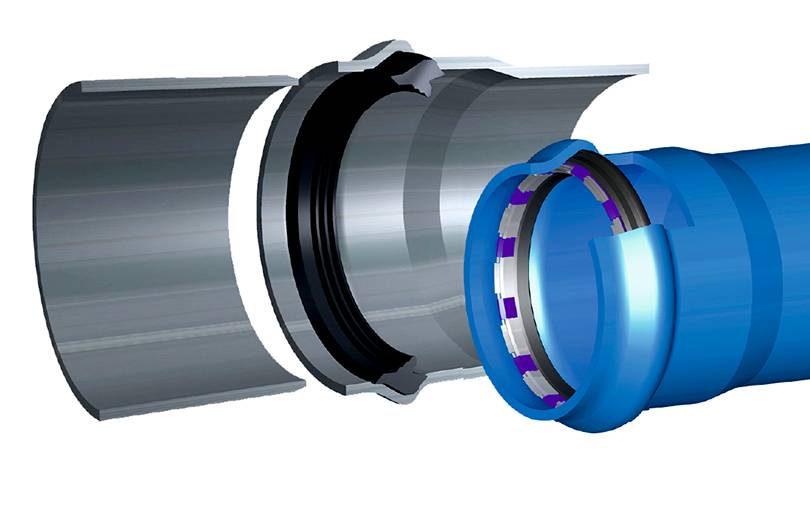
Наиболее экономичный метод, поскольку не требует затрат на сварку или покупку фитингов. Этот способ подойдет только для безнапорных трубопроводов, поскольку достаточная герметичность соединения обеспечена быть не может. Для ее повышения используются силиконовые или резиновые эластичные манжеты.
Раструбный метод предполагает установку более узкого конца одной трубы в другую, т.е. разогретое плечо (гладкий торец) вставляется в прогретое монтажное утолщение.
Виды стыковки
Популярный способ производства современных трубных изделий — использование стиролов. Материалы позволяют изготавливать прочные, устойчивые перед агрессивными средами трубопроводы.
 Пластиковый водопровод
Пластиковый водопровод
Они применяются при монтаже водопровода с горячей и холодной водой. При этом существует несколько методов стыковки пластикового трубопроката.






ПП трубопроводы
Трубопроводные полипропиленовые детали соединяются между собой с помощью пайки. В этом случае стыкуемые элементы системы нагреваются с помощью специального сварочного оборудования. Его обычно называют паяльников или утюгом.
Стыковка с другими видами трубопроката выполняется при использовании специальных комбинированных муфт. Они представляют собой ПП изделия, с одной стороны которых впрессована металлическая втулка с наружной или внутренней резьбой.
Другой конец фитинга имеет вид патрубка из полипропилена. Именно эта часть спаивается с ПП трубой. Другая сторона муфты позволяет выполнить резьбовое соединение с трубопроводом из иного материала или с сантехнической арматурой.
 Набор фитингов
Набор фитингов
Производители выпускают ПП комбинированные муфты с гранями под ключ. Такие фитинги сначала накручиваются или вкручиваются в трубопровод из другого материала, а потом свариваются специальным паяльником с ПП трубой.
Для стыковки разнородных труб также применяются американки. Это разборные соединительные элементы с накидной гайкой и уплотнительным материалам.
Они изготавливаются только из металла с резьбами на обоих концах или имеют с одной стороны патрубок из полипропилена. Американки затягиваются при минимальных усилиях.
ПНД трубопроводы
Участки трубопровода из полиэтилена низкого давления соединяются с помощью создания сварного шва или фитингов. Во втором случае герметичность стыка зависит от качества соединительных элементов и соблюдения технологии монтажа.
 Монтаж водопровода
Монтаж водопровода
Сварной шов создается при использовании специального оборудования. Монтаж выполняется с помощью электромуфты или методом «стык в стык». Применение сварки подразумевает создание неразъемного соединения.
Чтобы стык можно было разобрать при необходимости, применяют специальные герметичные детали. Это недорогие ПНД фитинги многократного использования. В их конструкции присутствует прижимная гайка, от степени затягивания которой зависит герметичность соединения.
Производятся также специальные фитинги для соединения трубопроводов из разнородных материалов. Такие элементы на одном конце имеют резьбу, а другая их сторона представляет собой гладкий патрубок из ПНД с прижимной гайкой.
Существуют и другие варианты стыковки трубопроводов из разных материалов. Они будут описаны ниже.
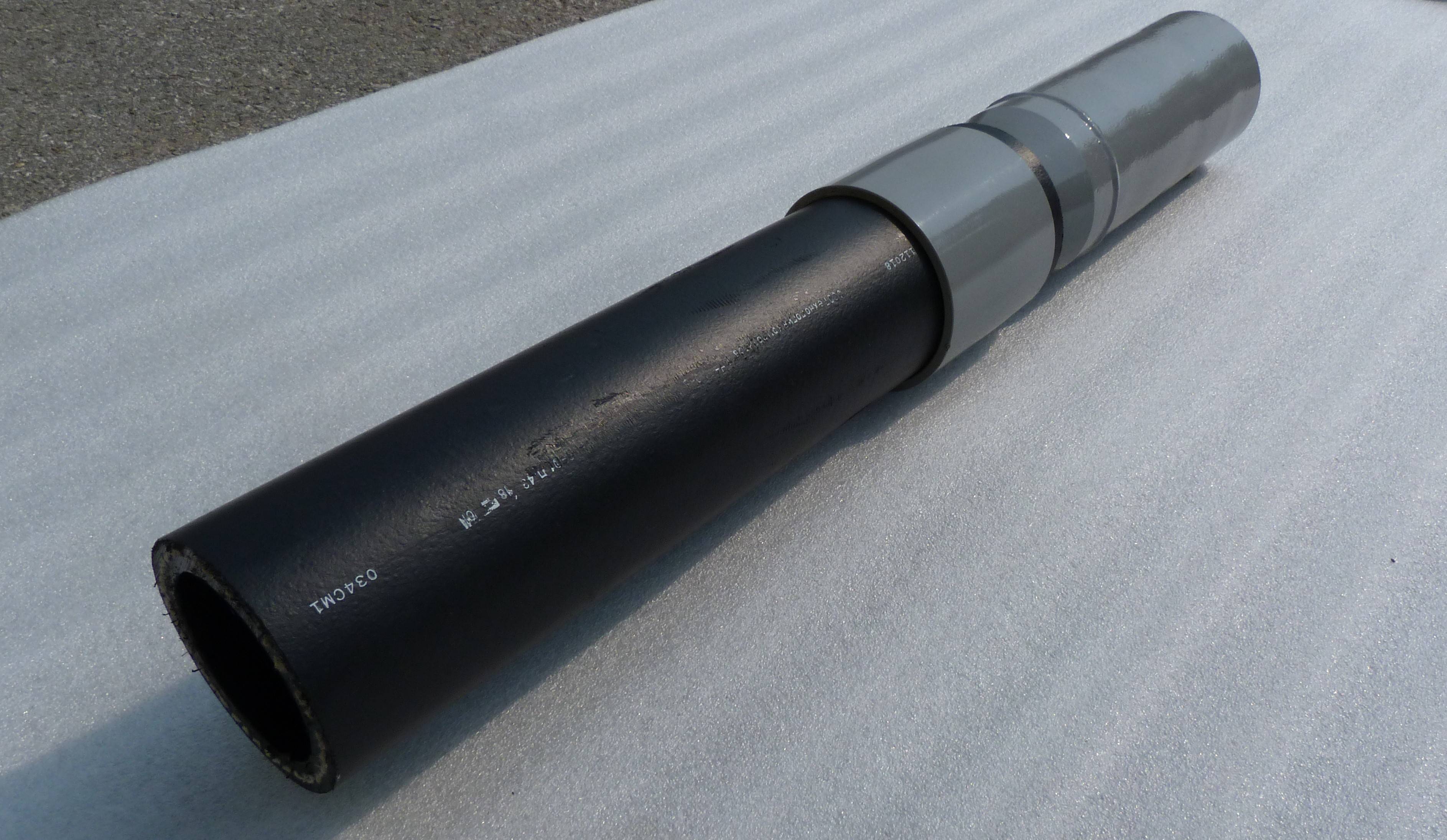
Раструбное соединение
Это соединение – одно из наиболее редко применяющихся при монтаже труб. Для стыка используется труба с раструбом. Используют его только при монтаже тоннелей для кабелей или магистралей безнапорной канализации. При этом раструб канализационной трубы просто заводится в торец другой трубы или раструб муфты, снабженной эластичными уплотнителями. Предварительно оба участка трубы очищаются от загрязнений и проверяются на отсутствие дефектов. На гладком конце трубы убирается фаска, на другом стыковочном торце проверяется правильность расположения резиновой прокладки. Затем оба конца смазывают силиконом или клеем и гладкий торец вводят в раструб. При таком виде соединения используют клей на основе перхлорвиниловой смолы и растворителя.
4 Нормативная база сварки встык
Как видно из , до недавнего времени в России была значительная неразбериха с технологией стыковой сварки, поскольку несколько действующих нормативных документов давали собственную ее трактовку, и потому большинство сварщиков предпочитали доверять стройной немецкой технологии DVS. А требования к оборудованию стыковой сварки в России вообще не были определены никаким нормативом.
С начала 2013 г. в РФ начали действовать сразу два нормативных документа:
- ГОСТ Р 55276 – на технологию стыковой сварки ПЭ труб при монтаже водопроводов и газопроводов, на основе перевода международного стандарта ISO 21307;
- ГОСТ Р ИСО 12176-1 – на оборудование для стыковой сварки, на основе перевода международного стандарта ISO 12176-1.
Принятие ГОСТа на оборудование было безусловно полезным. К сожалению, это не значит, что самое низкосортное импортное оборудование сразу отсеялось. Но, во всяком случае, немногочисленные Российские производители оборудования теперь вынуждены работать над качеством, а потребитель получил подсказку по оценке качества приобретаемого оборудования.
ГОСТ на технологию стыковой сварки навел относительный порядок. Во всяком случае, привел к единообразию технологии стыковой сварки ПЭ труб на территории РФ. Но проблемы остались.
ВАЖНО! ГОСТ Р 55276 наряду с традиционным режимом сварки при низком давлении (схожа с DVS 2207-1 и старыми Российскими нормативами) узаконил режим сварки полиэтиленовых труб при высоком давлении, которая раньше применялась только в США. Этот режим предъявляет повышенные требования к оборудованию, зато позволяет заметно сократить время сварочного цикла
ВАЖНО! ГОСТ Р 55276 вряд ли годится для непосредственного использования на стройплощадке, поскольку ориентирован не на сварщика, а на разработчика технологической карты сварки полиэтиленовых труб. ВАЖНО! ГОСТ Р 55276 не решил проблему ограничений, которыми страдали старые Российские нормативы и по сей день страдают все иностранные нормативы
Во-первых, допустимый диапазон температур воздуха от +5 до +45°С, в то время как огромная часть территории РФ вынуждена начинать сварку когда болота замерзнут. Во-вторых, максимальная толщина стенки труб 70 мм, в то время как толщина стенки фактически производимых труб давно перевалила за 90 мм. И в-третьих, материал труб – только традиционный полиэтилен низкого давления (ПНД) с показателем текучести расплава не ниже 0,2 г/10 мин (при 190/5), в то время как для производства труб большого диаметра давно используются нестекающие марки полиэтилена среднего давления с ПТР ниже 0,1 г/10 мин (при 190/5). Для условий, выходящих за проверенные рамки температуры воздуха и толщин стенок, некоторые производители рассчитали технологию сварки полиэтиленовых труб путем экстраполяции действующих нормативов, но эта теоретическая технология пока не проверена долгосрочными испытаниями. Для нестекающих марок полиэтилена технологии сварки труб нет даже в теории. В итоге в условиях, выходящих за ограничения проверенной технологии, в России выполняется около 80% всех сварок!
ВАЖНО! ГОСТ Р 55276 не решил проблему ограничений, которыми страдали старые Российские нормативы и по сей день страдают все иностранные нормативы. Во-первых, допустимый диапазон температур воздуха от +5 до +45°С, в то время как огромная часть территории РФ вынуждена начинать сварку когда болота замерзнут
Во-вторых, максимальная толщина стенки труб 70 мм, в то время как толщина стенки фактически производимых труб давно перевалила за 90 мм. И в-третьих, материал труб – только традиционный полиэтилен низкого давления (ПНД) с показателем текучести расплава не ниже 0,2 г/10 мин (при 190/5), в то время как для производства труб большого диаметра давно используются нестекающие марки полиэтилена среднего давления с ПТР ниже 0,1 г/10 мин (при 190/5). Для условий, выходящих за проверенные рамки температуры воздуха и толщин стенок, некоторые производители рассчитали технологию сварки полиэтиленовых труб путем экстраполяции действующих нормативов, но эта теоретическая технология пока не проверена долгосрочными испытаниями. Для нестекающих марок полиэтилена технологии сварки труб нет даже в теории. В итоге в условиях, выходящих за ограничения проверенной технологии, в России выполняется около 80% всех сварок!
Пред.
2
След.
Что такое ПНД труба
ПНД как материал для труб имеет множество достоинств и немного недостатков.
Преимущество трубопроводов из полиэтилена:
- долговечность. Полиэтилен при отсутствии критического давления, температуры и ультрафиолета служит очень долго. Срок службы в земле первых коммуникаций уже достигает 50 (!) лет;
- прочность; стойкость к гидравлическим ударам; отсутствие хрупкости, способность восстанавливаться после деформации;
- морозостойкость – полиэтилен выдерживает температуру до -60°С;
- безвредность для людей;
- очень небольшая цена;
- коррозионная стойкость – пластик не ржавеет и не нуждается в регулярной антикоррозионной обработке и покраске;
- химическая инертность – полиэтилен устойчив к кислотам (кроме 50% азотной кислоты) и щелочам, продуктам переработки нефти; вода в ПЭ трубопроводах не приобретает никаких привкусов и запахов;
- экологичность – пластик можно переработать;
- пластичность и гибкость – труба ПНД выдерживает давление при замерзании с водой, после размораживания принимает первоначальную форму; при монтаже заготовки небольшого внешнего диаметра можно легко согнуть на оправке или просто руками;
- гладкие внутренние стенки имеют маленькую адгезию – трубопровод не зарастает солями кальция и магния в процессе эксплуатации;
- маленький вес пластика облегчают монтаж и транспортировку – вес одного метра ПНД трубы примерно в 8 раз меньше, чем металлической;
- легкий монтаж – полиэтилен легко режется, гнется и собирается при помощи фитингов, сварки или раструбов.
Недостатки труб ПНД:
- нестойкость к ультрафиолету. Полиэтилен нельзя применять на открытом воздухе – только в земле и в помещениях;
- невысокая устойчивость к повышенным температурам – рекомендованная температура эксплуатации ПНД 50°С; допустимая на непродолжительное время – 80°С; длинные прямые участки трубопровода при нагреве может «повести»;
- максимальное допустимое давление в 2,0 МПа ограничивает использование ПНД в промышленности;
- черно-полосатые или ярко-голубые водопроводные трубы не слишком эстетичны для прокладки в помещениях.
Инструкции по монтажу полиэтиленовых труб
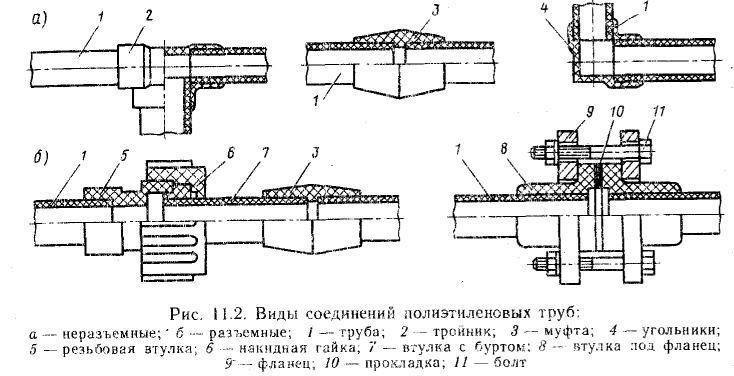
Для соединения полиэтиленовых труб с элементами водопровода могут использоваться такие соединения:
- неразъемные;
- разъёмные.
Неразъёмные соединения получаются путем припаивания труб друг к другу или к специальным сварным фитингам. Этот способ дешев, но получаемые при этом конструкции часто получаются громоздкими. Использование неразъемных соединений оправдано при монтаже подземных стационарных водопроводов.
Для сборки временных систем из полиэтиленовых труб, а также при отсутствии сварочного оборудования можно использовать резьбовые компрессионные фитинги, монтаж которых будет рассмотрен далее.
Присоединение трубы к компрессионному фитингу
Стоят компрессионные фитинги дороже сварных моделей, но являются разборными и простыми в эксплуатации. Рекомендации по их монтажу рассмотрены в нижеприведенной пошаговой инструкции.







Шаг первый – внешний осмотр и обрезка
Сборка системы из полиэтиленовой трубы и пластикового компрессионного фитинга начинается с их ревизии на предмет наличия трещин и глубоких царапин. Дефектный участок трубы лучше сразу обрезать.
Резать полиэтиленовую трубу можно и ножом и специальным труборезом. В итоге должен получиться идеально перпендикулярный срез без зацепов и волн. Для удаления неровностей краев можно приобрести ручной торцеватель.
 Видов труборезов много, но все они имеют широкое основание, которое обеспечивает строго перпендикулярное положение трубы относительно режущего элемента
Видов труборезов много, но все они имеют широкое основание, которое обеспечивает строго перпендикулярное положение трубы относительно режущего элемента
Шаг второй – одевание элементов фитинга на трубу
Сначала на шланг одевается зажимная гайка, потом цанга, затем зажимное кольцо, а в конце натягивается резиновая прокладка.
Комплектация фитинга может быть различной, поэтому важно запомнить последовательность его элементов при раскручивании, чтобы правильно одеть их при сборке соединения
Конец трубы до упора вставляется в корпус фитинга, а надетые на шланг элементы подсовываются к резьбе. После этого зажимная гайка плотно закручивается руками. При наличии цепного ключа можно поджать соединение им.
Спешить с закручиванием зажимной гайки не стоит – она может перекоситься. При тугом ходе лучше лишний раз раскрутить соединение и повторить процесс сборки.
После монтажа фитинга стоит проверить герметичность соединения. В случае протекания можно легко перекрутить гайку, поправив элементы конструкции.
Врезка седелки в трубу
При необходимости сделать ответвление от полиэтиленовой трубы не обязательно покупать тройник. Будет достаточно просверлить в ней отверстие и поставить седелку. Как это сделать, будет разобрано в пошаговой инструкции.
Шаг первый – подготовка
Первоначально нужно осмотреть соединяемые изделия на отсутствие царапин и трещин и протереть их поверхность влажной тряпкой.
Шаг второй – сборка зажима
Одеть на трубу обе части хомута, закрутить его гайки ключом. Целью процедуры является жёсткая фиксация седелки.
 Существуют седелки, которые можно устанавливать под работающим водопроводом. Они имеют встроенный механизм, просверливающий отверстие без разгерметизации конструкции
Существуют седелки, которые можно устанавливать под работающим водопроводом. Они имеют встроенный механизм, просверливающий отверстие без разгерметизации конструкции
Шаг третий – сверление
В центре отверстия седелки наметить точку, а по краям фитинга сделать маркером полоски для запоминания его положения. Раскрутить седелку и снять её части. Просверлить полиэтиленовую трубу в намеченном месте с помощью сверла требуемого диаметра.
 Существуют сверла в оболочке, которые позволяют делать отверстия в трубах и углублениях без риска повредить окружающие стенки
Существуют сверла в оболочке, которые позволяют делать отверстия в трубах и углублениях без риска повредить окружающие стенки
Шаг четвертый – сборка седелки
Вычистить ПЭ трубу внутри от стружки и убрать возможные зацепы с краев просверленного отверстия. Приложить, согласно начерченным ранее меткам, части фитинга к трубе и сильно затянуть фиксирующие гайки.
 Простые сиделки могут не комплектоваться зажимным механизмом для присоединения трубы. В таком случае резьбу присоединяемого фитинга или трубы рекомендуется обмотать фум-лентой
Простые сиделки могут не комплектоваться зажимным механизмом для присоединения трубы. В таком случае резьбу присоединяемого фитинга или трубы рекомендуется обмотать фум-лентой
При вкручивании в сиделку трубы или фитинга можно намотать несколько слоев фум-ленты.
Часть седелки с выходным отверстием может иметь со стороны трубы канавку для уплотнительного резинового кольца. Поэтому, при наличии уплотнителя, необходимо подложить его между трубой и фитингом.
Если же вам на определенном участке трубопровода требуется согнуть трубу, то рекомендуем это сделать по инструкции, приведенной здесь.
Соединение полимерных труб
Как соединить пластиковые трубы?
Для соединения пластиковых труб используются несколько способов.
Технология монтажа трубопровода определяется исходя из:
- Вида используемых труб.
- Назначения трубопровода.
- Геометрии трубопровода.
По применению нагрева
Соединение пластиковых труб путем сварки при нагревании материала с применением сварочного аппарата называется горячим.
Соединение труб без пайки называется холодным.
По способу фиксации
Основные виды соединения пластмассовых труб:
- Резьбовая фиксация. Применяется при монтаже комбинированных полимерных и металлических участков трубопроводов.
- Диффузионная сварка. Применяется при монтаже полипропиленовых трубопроводов любой геометрии и назначения.
- Раструбное соединение. Применяется при монтаже канализационных и вентиляционных трубопроводов.
- Клеевое соединение. Применяется при монтаже трубопроводов холодного и горячего водоснабжения.
- Фланцевое соединение. Применяется при монтаже разборных соединений в комбинированных участках трубопроводов.
- Цанговая фиксация. Применяется при монтаже трубопроводов любой сложности.
- Электромуфтовая сварка. Применяется при монтаже газовых трубопроводов из ПНД трубы.

По типу трубы
Способы соединения полипропиленовых труб:
- Диффузионной сваркой.
- Раструбным соединением.
- Компрессионными фитингами.
Металлопластиковые трубы соединяются при помощи фасонных деталей:
- Цанговых муфт.
- Пресс-фитингов.
- Пуш-фитингов.
Полиэтиленовые трубы соединяются:
- Стыковой сваркой.
- Терморезисторной электромуфтовой сваркой.
- Цанговыми фитингами.
Соединения ПВХ труб выполняются:
- Раструбным способом.
- Фланцевым способом.
- Клеевым способом.
Возможные варианты соединения ПЭ изделий
На данный момент применяются следующие способы соединения полиэтиленовых труб:
- Метод сваривания.
- Фланцевый.
- Электромуфтовый.
- Компрессионный (фитинговый).
Применяя разные способы для соединения элементов трубопроводной магистрали, можно получить:
- разъемные соединения, которые в дальнейшем подлежат разборке и сборке необходимое количество раз;
- неразъемные соединения, которые представляют собой монолитное соединение.
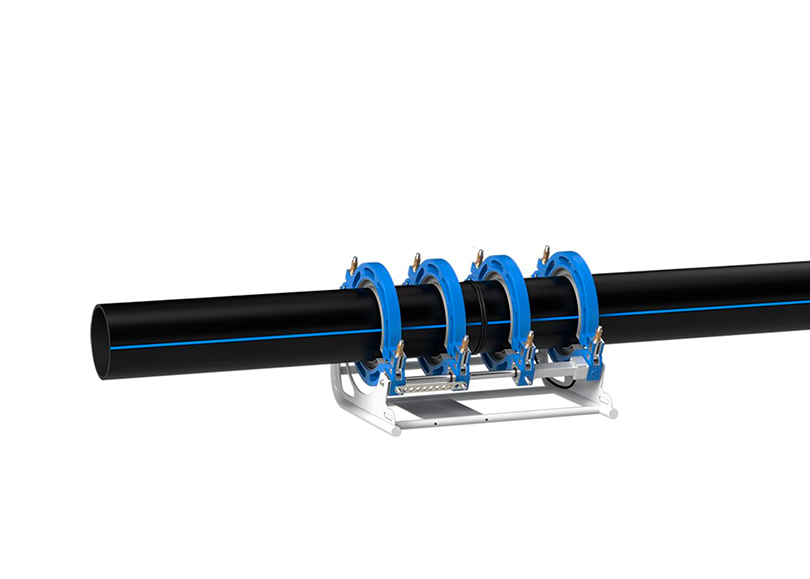
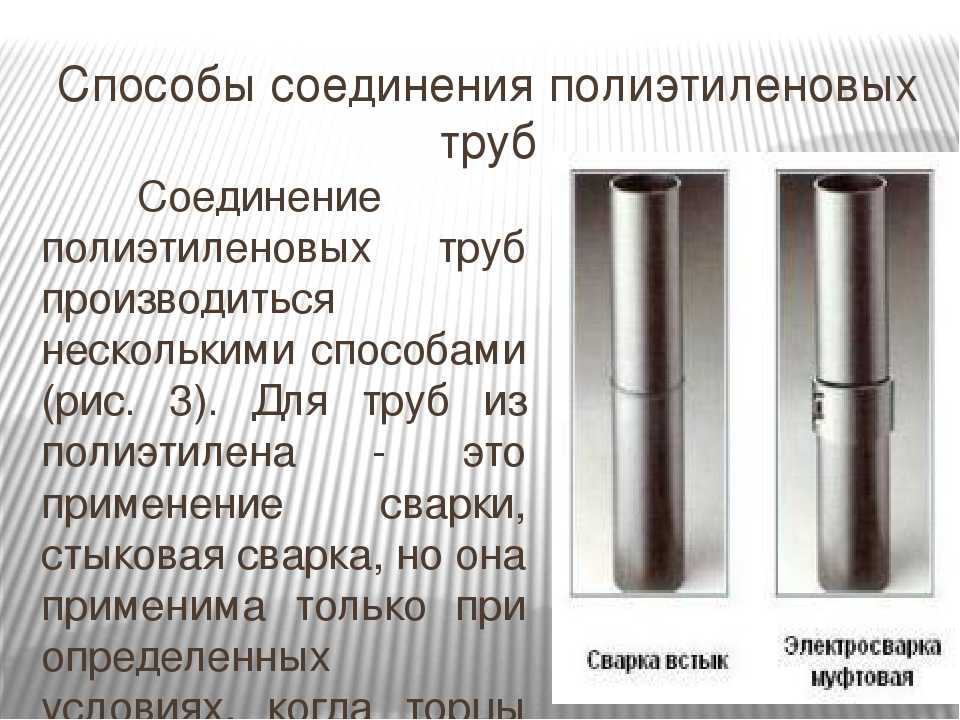
Метод сваривания
Соединение труб из полиэтилена между собой методом сваривания применяется в основном для изделий большого диаметра (более 63,0 мм). Для выполнения сваривания необходимо обеспечить определенный пространственный доступ к трубам и специальное приспособление. Операция может выполняться двумя методами в зависимости от расположения труб:







- встык торцами изделий;
в раструб (одна труба входит в другую).
Выполняется соединение методом сваривания в несколько этапов:
- В специальном станке жестко фиксируются трубы, предназначенные для сваривания.
- Очищаются от пыли и обрабатываются с помощью торцевателя края изделий.
- Выставляется точная ось размещения стыковочных деталей.
- Нагревательным устройством расплавляются торцы труб.
- Оплавленные поверхности на короткое время смыкаются между собой с плавным увеличением усилия.
- После охлаждения шва, визуально оценивается его качество.
Фланцевый способ
Для соединения полиэтиленовой продукции широко используются фланцы. Фланцевое соединение применяется для трубопроводов разного предназначения и позволяет организовать разъемное, герметичное соединение труб как между собой, так и с другой трубопроводной арматурой:
- задвижками различного предназначения;
- магистральными кранами;
клапанами и прочими элементами.
Полученное фланцевое соединение позволяет оперативно разбирать его для проведения ремонта (прочистки) участка водопровода или замены трубопроводной арматуры. Фланцы применяются накидные или с приварными втулками.
Данный тип соединения с применением приварных втулок производится в следующей последовательности:
- Обеспечивается идеально ровный срез труб в месте стыковки.
- На торец изделия приваривается втулка.
- На втулку с помощью резьбового соединения плотно одевается фланец.
- Производится монтаж с ответным фланцем с использованием болтового соединения.
Сборка на компрессионных (обжимных) фитингах
С одной или двух сторон фитинга (иногда и с трех) устанавливается целая система, которая обеспечивает соединение. Сам фитинг состоит из:
- корпуса;
- прижимной гайки;
- цанги — пластиковое кольцо с косым разрезом, обеспечивающее плотный охват трубы;
- упорного кольца;
прокладки, которая отвечает за герметичность.
Из чего состоит компрессионный фитинг для полиэтиленовых труб
Насколько надежно соединение
Несмотря на кажущуюся ненадежность, соединение полиэтиленовых труб на компрессионных фитингах надежно. Правильно сделанное, оно выдерживает рабочее давление до 10 атм и выше (если это изделия нормального производителя). В доказательство смотрите видео.
Хороша данная система легкостью самостоятельного монтажа. Вы, наверное, оценили это уже по видео. Просто труба вставляется, затягивается резьба.
Дачников, кроме возможности сделать все своими урками нравится она тем, что при необходимости все можно разобрать, спрятать на зиму, а весной снова собрать. Это на случай, если разводка сделана для полива. Разборная система также хороша тем, что всегда можно подтянуть подкапывающий фитинг или заменить его на новый. Недостаток — фитинги громоздки и внутреннюю разводку в доме или квартире из них делают редко — внешний вид не самый приятный. Но для участка водопровода — от колодца к дому — лучше материал найти сложно.
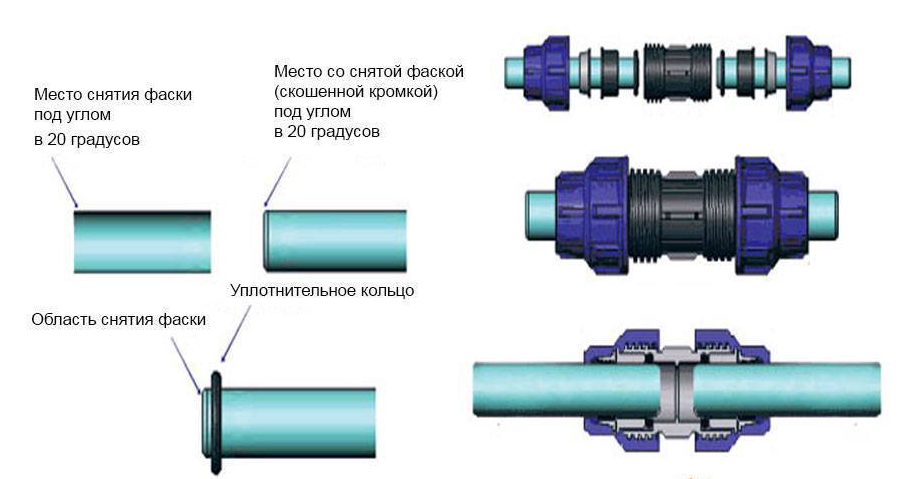
Порядок сборки
Трубу отрезают строго под 90°. Срез должен быть ровный, без заусенец. Также недопустимо наличие грязи, масел или других загрязняющих веществ. Перед сборкой со срезов соединяемых участков снимают фаску. Это надо для того, чтобы острый край полиэтилена не повредил уплотнительное резиновое кольцо.
При монтаже соединение полиэтиленовых труб на обжимных фитингах затягивают руками
На подготовленную трубу надеваются запчасти в таком порядке: натягивается обжимная гайка, затем цанга, следом — упорное кольцо. Резиновую прокладку устанавливаем в корпус фитинга. Теперь корпус и трубу с надетыми на нее деталями соединяем, прилагая усилие — надо вставит до упора. Подтягиваем все запчасти к корпусу и при помощи обжимной гайки соединяем. Полученное соединение полиэтиленовых труб закручиваем с усилием руками. Для надежности можно дотянуть специальным монтажным ключом. Использование других инструментов для подтяжки нежелательно: можно повредить пластик.





