

Важные нюансы установки
Соединение ПП труб выполняется с помощью резьбовых/нерезьбовых фитингов. В свою очередь, изделия с резьбой могут быть:
- неразъемными;
- разъемными.
Стоит заметить, что на монтаж влияют в первую очередь эксплуатационные условия.
- Все полипропиленовые детали должны быть защищены от огня.
В случае врезки водомера или накопительного бака желательно взять разъемные резьбовые элементы. Вместе с тем неразъемное соединение приемлемо лишь для гибких шлангов.
- Использование деформированных или грязных соединительных элементов категорически запрещено! Равно как самостоятельная нарезка резьбы.
- При соединении ровных участков или перехода трубопровода на иной диаметр используются муфты.
- Для поворотов используются специальные угольники, недопустим перегиб труб.
- Для разветвлений магистрали применяются тройники.
После ознакомления со всей необходимой информацией можно приступать к работе.
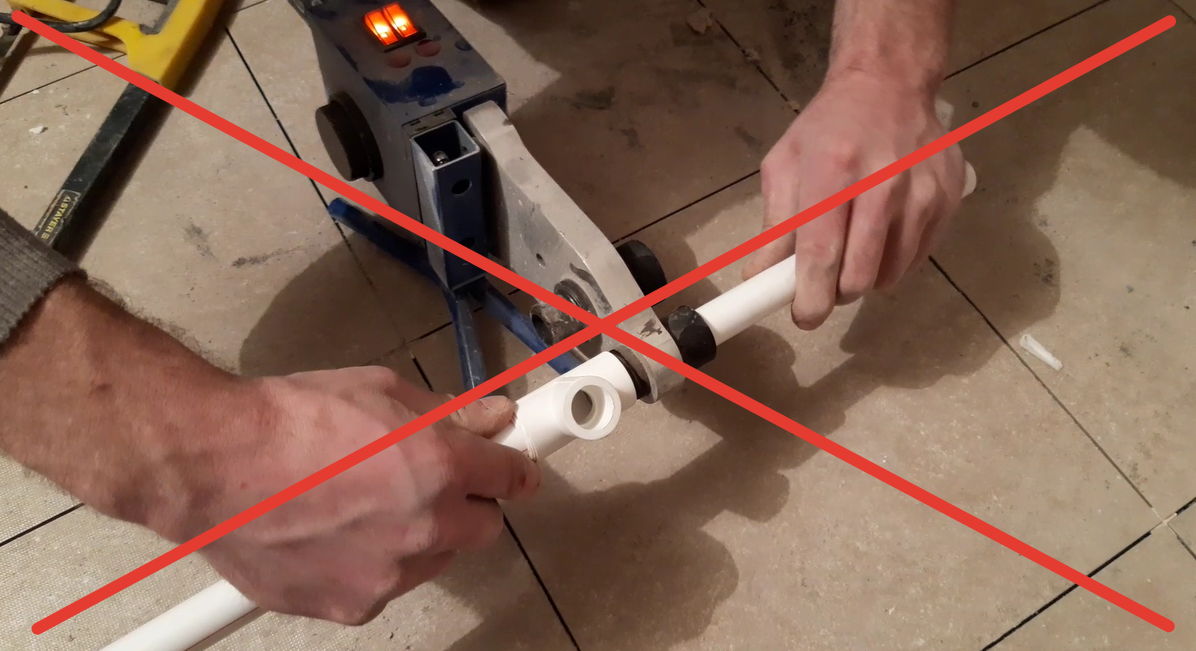
Проворачивание трубы во время сварки
Одна из распространенных ошибок среди новичков и даже опытных монтажников. Мастера, поставив трубу на сварочный аппарат, начинают ее прокручивать. Либо же прокручивают ее при соединения. Делать это во время пайки полипропилена — грубая ошибка. Производители не рекомендуют.
Слегка откорректировать трубу во время нагрева и пайки допустимо. Однако не проворачивать на 50-90 градусов. Утюг повредит структуру.
Чтобы сделать верный стык, детали регулируют заранее. Прежде чем ставить трубы ППР на сварочный аппарат. В противном случае во время поворота пластик деформируется. Стык получается непрочным.
Особенности монтажа полипропиленовых труб
Монтаж полипропиленовых труб следует начинать от стояка, постепенно удлиняя магистраль водопровода согласно схеме, расположение сантех приборов. В процессе монтажа необходимо устанавливать опоры для полипропиленовых труб. Так же в случае большой протяженности трубопровода следует предусматривать компенсационное колено.
 Рис.7. Полипропиленовые трубы соединяются через фитинг, а не свариваются в стык как стольные, поэтому удобно прокладывать трубу от стояка постепенно наращивая длину трубопровода. Одновременно с проведением трубопровода устанавливают клипсы для удержания труб.
Рис.7. Полипропиленовые трубы соединяются через фитинг, а не свариваются в стык как стольные, поэтому удобно прокладывать трубу от стояка постепенно наращивая длину трубопровода. Одновременно с проведением трубопровода устанавливают клипсы для удержания труб.
Так как в процессе эксплуатации длина труб будет меняться благодаря температурному расширению. Компенсационное колено снимет растягивающие нагрузки на водопровод, тем самым защитит его от повреждений. Так же при пересечении трубопроводов можно использовать специальный фитинг – обвод.
 Рис.8. Благодаря надежности и долговечности полипропиленовых труб, обычно их устанавливают в полости стены, т.е. проводят скрытую установку. Это очень удобно, так как можно скрыть систему водопровода без дополнительных коробов.
Рис.8. Благодаря надежности и долговечности полипропиленовых труб, обычно их устанавливают в полости стены, т.е. проводят скрытую установку. Это очень удобно, так как можно скрыть систему водопровода без дополнительных коробов.
Большой интерес и практическую ценность в монтаже полипропиленовых труб своими руками является правильный подбор фитингов. Использование простейших фитингов, типа уголков, тройников, муфт и заглушек вряд ли вызовет большие проблемы. Основной интерес представляет подбор фитингов для подключения различных приборов смесителя, унитаза, счетчиков и пр.
Особенности монтажа ПВХ труб
Монтаж пластиковых труб своими руками выполняется методами:
- холодной сварки;
- диффузионной сварки.
Холодная сварка предполагает соединение трубы и муфты. Метод обеспечивает быстрый монтаж, надежное крепление элементов.
Сварка диффузионная предполагает расплавление поверхностей (внешней, внутренней) соединяемых частей и запрессовку оплавленных отрезков в завершение работы. Шов выдерживает нагрузку до 4,5 МПа. После соединения для демонтажа элементов потребуется разрезать трубу.
Подготовка
Монтаж ПВХ-трубы предваряют замер диаметров, длины, составление схемы соединений. При подготовке чертежа необходимо сформировать минимальное число соединений для долговечного использования конструкции. Схема проводки в зависимости от габаритов помещения может быть вертикальной либо горизонтальной. Соединение элементов выполняется под прямым углом. Необходимо рассчитать число фитингов, отводов, муфт.
Инструменты
Для монтажа труб из ПВХ требуются:
- сварочный аппарат;
- паяльник для пластиковых изделий;
- перфоратор;
- болгарка;
- режущие приборы;
- ключ разводной;
- строительный уровень;
- уплотнительные прокладки для резьбы.
При сварке пластиковых труб с фитингами необходимы:
- защитные очки;
- перчатки;
- респиратор.
Монтаж вентиляционных каналов
Пластиковые трубы для монтажа систем вентиляции крепятся способами бесфланцевым либо фланцевым.
Соединение бесфланцевое выполняется с применением бандажа из стали листовой и реек металлических.
Для фланцевого крепления используются элементы, которые соединяются с участками вентиляционного канала на саморезы либо заклепки. Для герметичной стыковки применяются резиновые уплотнители.
При креплении габаритных вентиляционных труб необходимы траверсы и шпильки. Опорой для канала служат траверсы, предотвращают смещение шпильки. Для плотной фиксации применяют уплотнители из резины. Соединение герметично, оптимально для обеспечения тепло- и звукоизоляции.
Каналы с круглой формой сечений крепятся с использованием шпильки и хомута. Короткие отрезки вентиляционной системы соединяют без шпилек.
Соединение элементов с помощью перфорированной ленты универсально для пластиковых труб разных размеров. Однако конструкция неустойчива к вибрациям, деформированию.
Монтаж канализации
Монтировать канализационную систему внутреннюю необходимо после разметки расположения частей. Для герметичности требуется предварительная подгонка элементов, края элементов зачищают.
Монтаж стояка канализационного начинают с установки тройника в пол. В зафиксированный тройник устанавливается вертикальная труба. Затем элементы системы последовательно соединяются между собой. С помощью отвода трубопровод выводится к унитазу.
Части системы скрепляют хомутами для предотвращения деформирования комплекса. К системе подключаются сантехнические приборы, крепятся заглушки на резервных отводах.
После тестирования герметичности трубопровода и установки шумоизоляционных элементов трубопроводы закрывают панелями. Места стыковок и внешние покрытия обрабатываются герметиками с основой из силикона либо полиуретана.
Установка водопровода
Установка пластиковых трубопроводов в системах холодного водоснабжения выполняется 2 методами:
- тройниковым;
- коллекторным.
Тройниковая разводка предполагает последовательное соединение элементов. Метод требует небольшого числа труб, экономичен, эргономичен. Однако в системах со сменой усилий напора и несколькими точками водозабора способ не рекомендован.
Разводка коллекторного типа предполагает распределение потоков воды, направление жидкости по необходимому каналу. Распределительный узел покупается готовым либо собирается из элементов по схеме. Метод требует больших затрат на материалы.
Установка труб выполняется открытым либо закрытым методом.
Способ открытого соединения позволяет прокладывать трубы поверх стеновой панели. Способ подходит для труднодоступных мест.
При закрытом методе трубопроводные системы прокладываются за стеной либо перегородкой. Способ эстетичен, однако требует работ по отделке стен.
Ошибки, которые могут возникнуть при сварке
При монтаже труб из полипропилена могут возникнуть некоторые ошибки, которые появляются при отсутствии опыта. Вот некоторые из ошибок:
- Недостаточный нагрев паяльник — это очень распространённая ошибка. Вызывает понижение температуры, а значит некачественную сварку, а из-за этого может появиться протечка, нужно помнить о том, что паяльник необходимо нагревать не менее 5 минут и не отключать от сети в течение всей работы.
- Передержка или недодержка также очень вредна. Полипропилен начинает очень сильно размягчаться — это вызывает деформацию сварного соединения, что также может вызвать протечку.
- Фитинг использовать повторно нельзя ни в коем случае.
- Комплектующие изделия от разных производителей также не рекомендуется использовать, так как полипропилен разных марок может иметь различную температуру плавления.
https://youtube.com/watch?v=bEe_WcY6STk
Монтаж и сварка — это не такой уж и сложный процесс, и, овладев нужными навыками, вы сможете сами сварить тизделия, не вызывая профессионалов. Это позволит сэкономить средства из семейного бюджета, а также и подрабатывать на этом.
Подключение смесителя для ванны и раковины
Подключение смесителя для ванны может быть выполнено с помощью одного из двух разновидностей фитингов: установочная планка и «водная розетка». Для подключения смесителя установочная планка удобнее, т.к. она уже предусматривает правильное взаимное положение отверстий для подключения смесителя. Однако водная розетка также подходит для этих целей, благодаря наличию специальных отверстий для крепления к стене. В последнем случае необходимо закрепить розетки на расстоянии равном межцентровому расстоянию патрубков у смесителя.
 Рис.9.
Рис.9.
 Рис.10.
Рис.10.
 Рис.11.
Рис.11.
При подключении смесителя для раковины, при условии того, что требования к положению отверстий для подключения отсутствуют, удобно использовать водные розетки или комбинированные неразъемные фитинги.
Канализационная система из ПП труб
Как уже отмечалось ранее, трубы из полипропилена сегодня активно используются при обустройстве канализации. Процедура монтажа в данном случае имеет свои нюансы.
Трубы из полипропилена
Внутренняя канализация
Существует ряд правил, которые нужно соблюдать при оборудовании канализации в доме.
- Трубопровод укладывается под наклоном в направлении канализационного стояка (около 3 см на погонный метр).
- Если помещение не отапливается, то трубы дополнительно утепляются минеральной ватой.
- Нельзя выполнять резкие повороты под углом в 90ᵒ, вместо этого используются так называемые полуотводы.
- Вентиляция фанового типа – обязательная составляющая канализации, которая предотвратит проникновение неприятного запаха в жилище.
- Унитаз подключается лишь после раковины, в противном случае произойдет срыв водяного затвора.
Наружная канализация
Трубы канализационные наружные
Шаг первый. Определяется диаметр труб, зависящий преимущественно от количества людей, проживающих в доме.
Шаг второй. От стояка канализации роется траншея к септику или выгребной яме. При этом соблюдается уклон, зависящий от линии промерзания почвы, или трубопровод утепляется минватой.
Прокладка канализационных трубПрокладка канализационных труб
Шаг третий. Дно покрывается «подушкой» из песка. Ее толщина должна составлять минимум 20 см.







Прокладка наружной канализации
Шаг четвертый. Прокладывается трубопровод
Важно избегать возможных его провисаний, иначе соединения в скором времени разрушаться
Горизонтальное бурение траншеи для трубопровода выполняется при помощи специального оборудования с домкратами-насосами нажимного действия. Бурение происходит с помощью стального конусообразного наконечника. Подобная технология используется при строительстве:
- авто- и Ж/Д дорог;
- трубопроводов в подвалы;
- магистралей к рабочим колодцам.
Монтаж ПП трубопровода своими руками поможет существенно сэкономить, но лишь при условии грамотного выполнения.
Рекомендации — как паять полипропиленовые трубы
Прежде чем приступать к паяльным работам, следует внимательно изучить технологию, необходимые инструкции, научиться пользоваться паяльником, чтобы снизить риски неисправимых ошибок.
При пайке труб необходимо помнить, что это часть пайки трубопровода, поэтому работы следует начинать с их наиболее сложного шага – разметки. 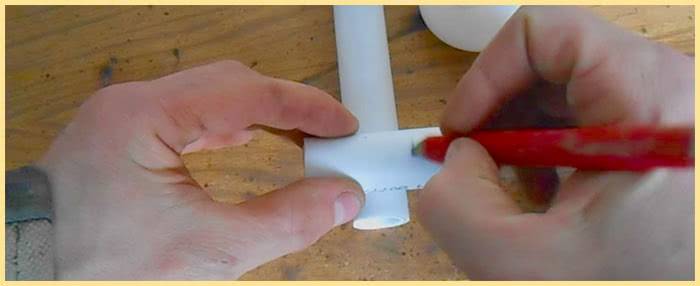
Именно разметка подскажет, как ровно паять полипропиленовые трубы. Хорошо, когда разметку выполняет специалист, знакомый с чертежами трубопроводной системы, и представляющий реализацию чертежей.
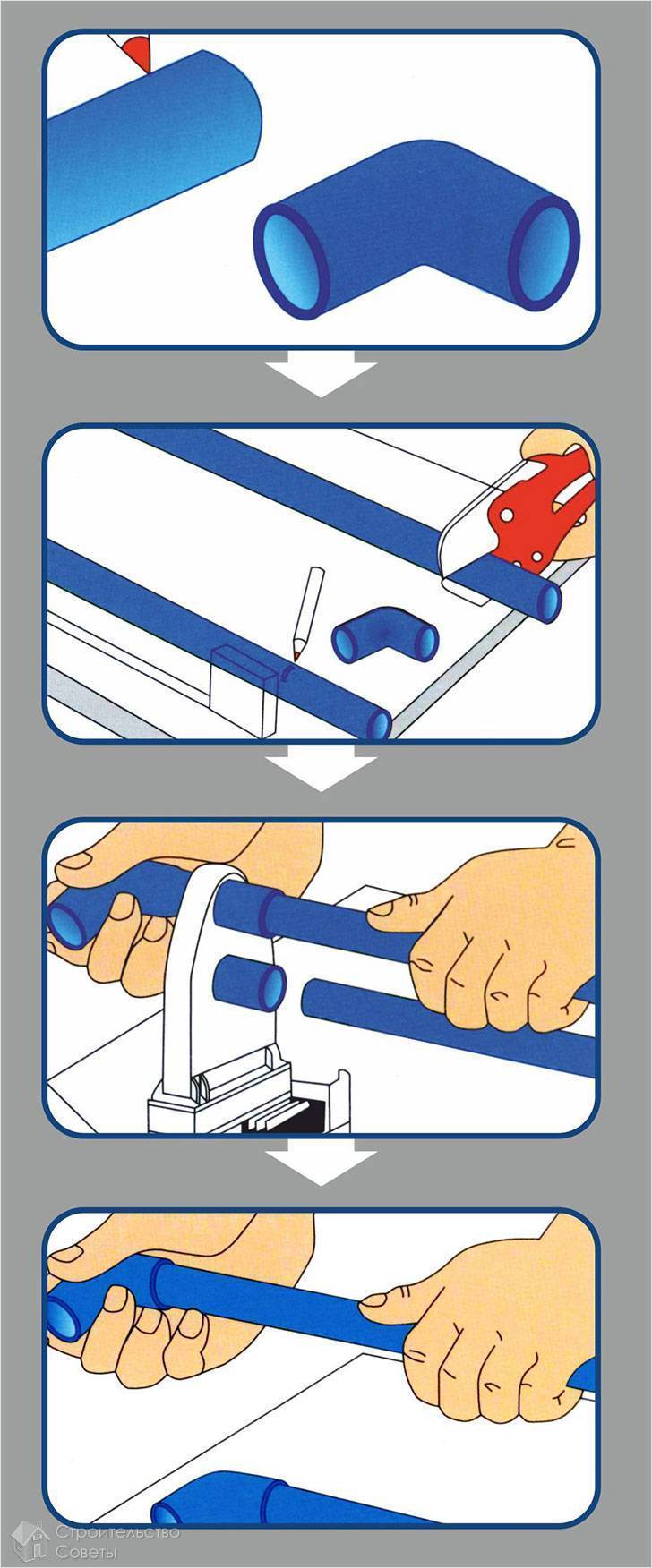
Резка труб
Прежде чем отрезать трубы, меряют интервал между фитингами и к полученному расстоянию прибавляют 3 см. После этого аккуратно, под прямым углом режут трубу специальными ножницами.
На трубу надевают фитинги, маркером отмечая на ней глубину, тем самым нанося на изделие поперечную отметку. А продольная даст возможность состыковать трубопроводные элементы по осям.
Пайка полипропиленовых труб
Сначала следует включить паяльник и в его отверстие вставить насадку нужного диаметра. Используя терморегулятор, необходимо установить оптимальную температуру пайки.
Рекомендуемая величина:
- 260°С – для полипропиленовых труб;
- 220°С – для полиэтиленовых.
Паяльник прогревают за 10-20 минут. О готовности к работе можно узнать по индикатору нагрева.
Далее на насадку паяльника в умеренном темпе надевают элемент трубопровода, который нужно нагреть. Его греют в течение необходимого по технологии времени и быстро снимают с насадки, придерживая паяльник, если это необходимо.
Сколько паять полипропиленовые трубы? Как правило, полипропиленовая труба остывает секунд за 8-10, а значит, работать нужно довольно быстро. С помощью насадки за раз можно прогреть два элемента – параллельно по внешней и внутренней поверхности.
Нагретый элемент надевают на трубу, совмещая поперечные и продольные отметки. После этого убеждаются в качестве соединений
Важно, чтобы по внешнему виду паяльный шов был ровным
Для качественного соединения лучше паять трубы в течение времени, указанного в технологических таблицах.
В ходе работ следует пользоваться защитными перчатками. Работать с полипропиленовыми трубами необходимо внимательно и терпеливо.
Паяние труб несложный процесс, но весьма ответственный. Если вы хотите лучше понимать, как паять армированные полипропиленовые трубы, видео на этой странице поможет вам разобраться в технологии паяльных работ.
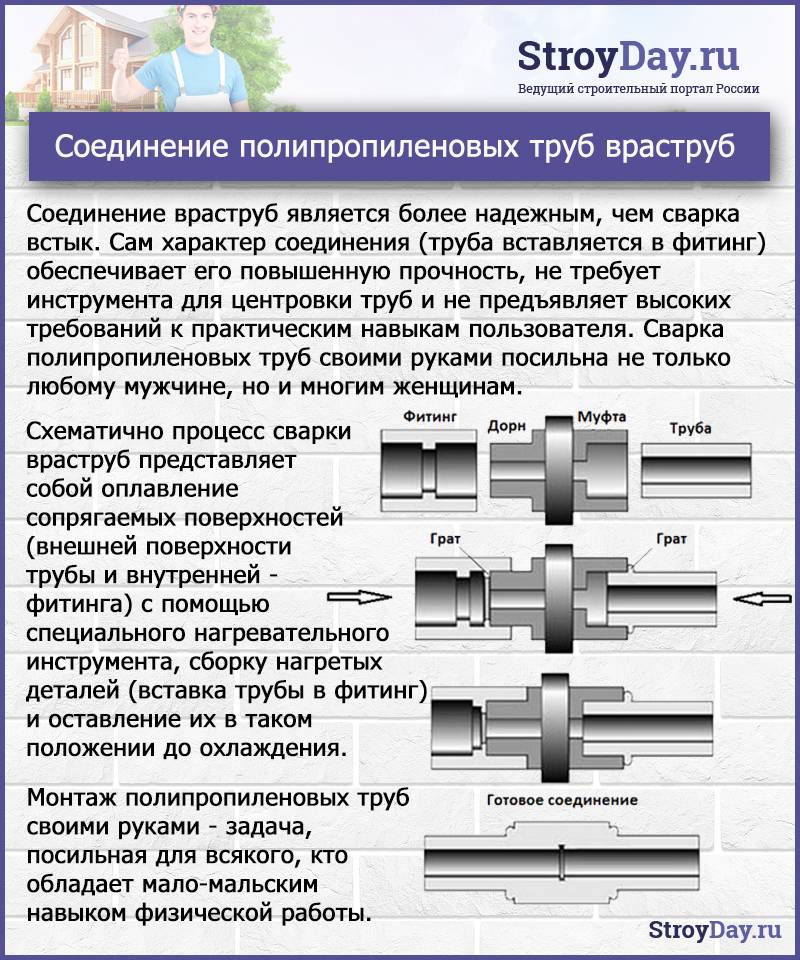
Пайка полипропиленовых труб
При пайке или сварке полипропиленовых труб подготовленные стыки соединяемых отрезков нагреваются до температуры изменения агрегатного состояния и соединяются.
При стыковке молекулы полимеров соединяемых изделий смешиваются. В месте стыка образуется монолитное наплавление.
При пайке полипропиленовых труб используются две технологии.
Стыковая сварка
При стыковой сварке подготавливаются и разогреваются торцевые поверхности труб. При достижении заданных параметров нагрева трубы плотно соединяются. Соединение происходит за счет смешивания полимеров стенок стыкуемых труб.
Стыковое соединение применяется для труб диаметром более 60 мм и толщиной стенки более 4 мм.

Температура для сварки полипропиленовых труб стыковым соединением устанавливается в диапазоне 260-300 градусов Цельсия.
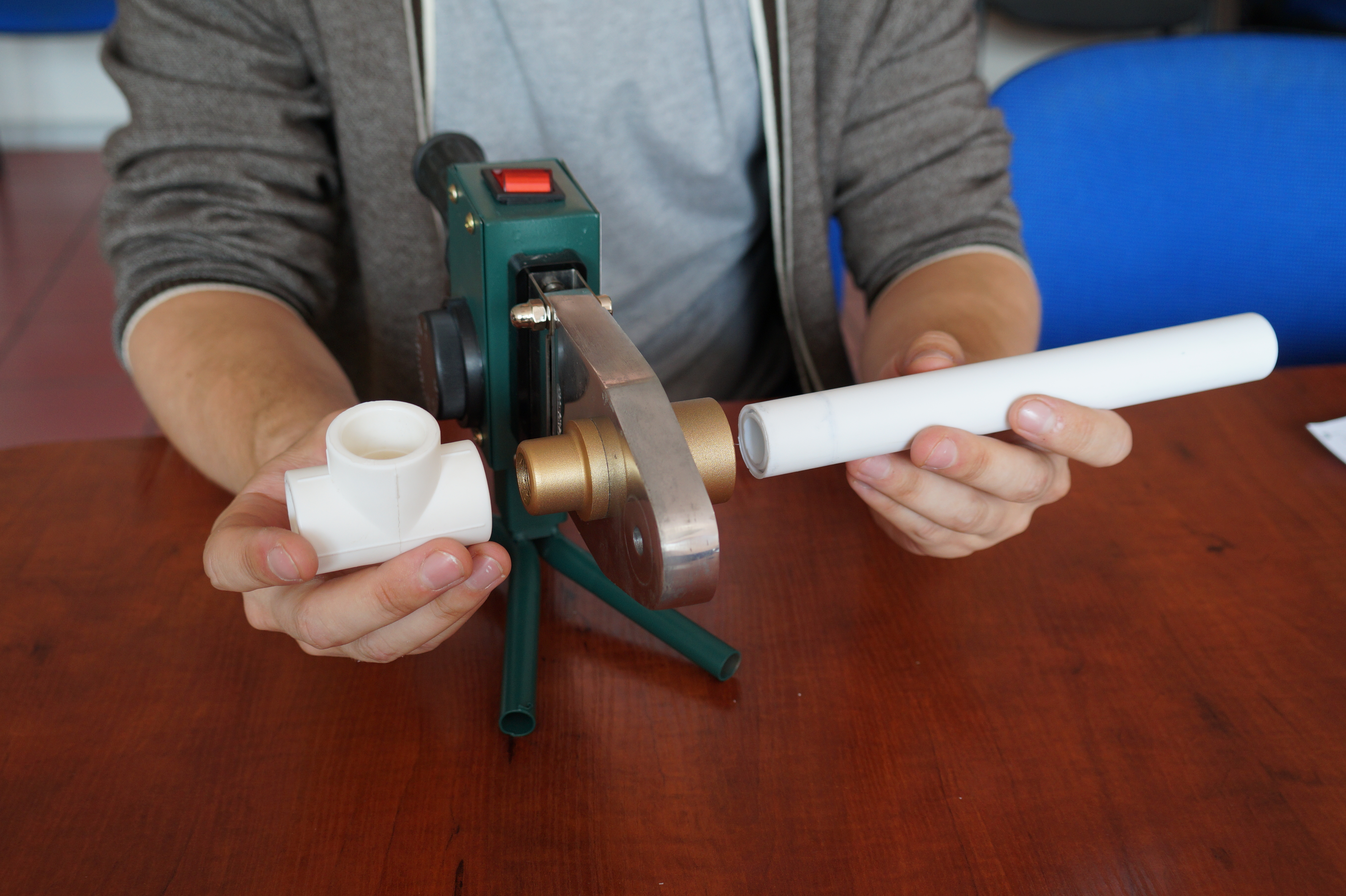
Муфтовая пайка
При диффузионной или муфтовой пайке используются специальные соединительные муфты.
Аппаратом для пайки производится одновременный нагрев внешней поверхности трубы и внутренней поверхности соединительной муфты. По достижении температуры пайки элементы снимаются со сварочного аппарата и соединяются между собой раструбным способом.
Диффузионная пайка применяется для полипропиленовых труб диаметром от 16 до 60 мм.
Стандартная температура пайки полипропиленовых труб при диффузионной пайке составляет 260 градусов Цельсия.
На массивном нагревательном элементе паяльного аппарата фиксируются тефлоновые насадки.

Насадка в форме дорна нагревает внутреннюю часть соединительной муфты, а насадка в форме гильзы нагревает наружную часть трубы.
Соединение обеспечивает герметичность шва при соблюдении технологии пайки, в том числе температуры нагрева трубы.
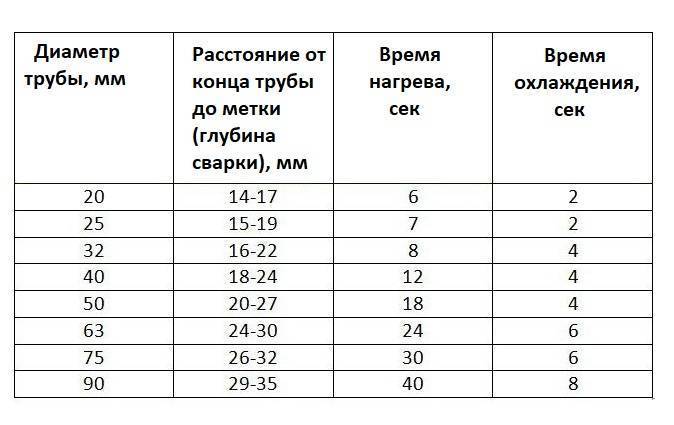
Параметры пайки
Основными параметрами пайки полипропиленовых труб является температура нагрева, время нагрева, время сварки, время остывания, диаметр соединяемых труб.
Температура пайки полипропиленовых труб
При какой температуре паять пластиковые трубы?
Свод правил по проектированию и строительству СП 40-101-96 предусматривает параметры соединения полипропиленовых труб.
Стандартная температура пайки полипропиленовых труб составляет 260 градусов Цельсия. Допускаются отклонения от стандартной температуры в 2 градуса.
Время нагрева соединяемых элементов определяется в зависимости от вида трубы, температуры и влажности воздуха в помещении.
При увеличении температуры снижается качество соединений. На сварочном шве происходит заплавление внутреннего прохода трубы.
Допускается пайка полипропиленовых толстостенных труб с использованием более высокой, чем стандартная, температуры до 280 градусов Цельсия. При этом время нагрева подбирается экспериментально.
Время пайки
Параметры времени пайки полипропиленовых труб включают в себя время нагрева, сварки и остывания:
Нагрев – это время разогрева соединяемых элементов на насадках паяльного аппарата, прогретого до рабочей температуры.
Сварка – это время выдержки соединения прогретых элементов между собой.
Остывание – это время образования монолитного сварного шва.









Данные в таблице приведены для стандартных условий – комнатной температуры 22 градуса Цельсия и влажности воздуха до 60%.
Время нагрева определяется экспериментально по результатам пайки первого шва.
Пайка допускается при температуре воздуха не ниже -10 градусов Цельсия.
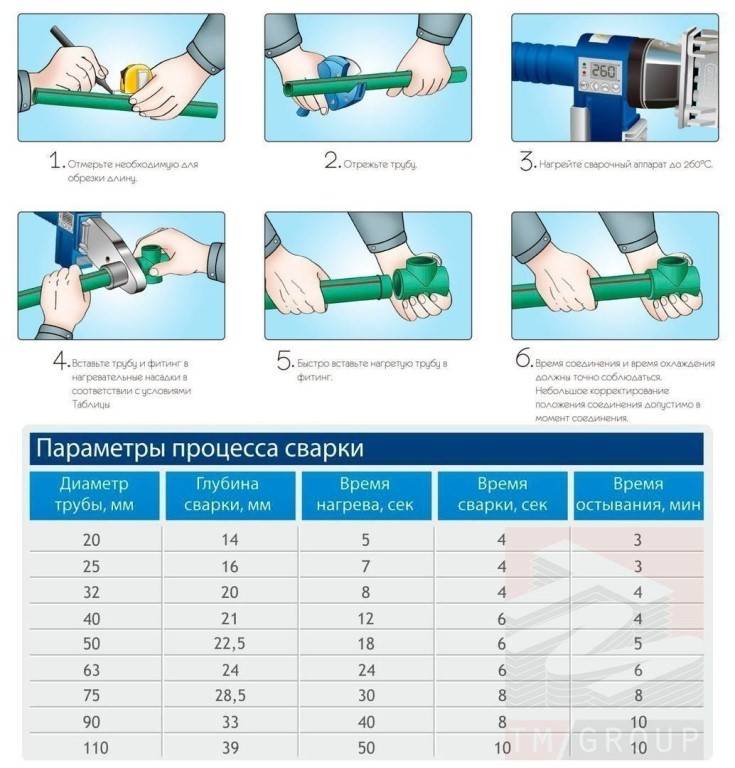
Таблица пайки полипропиленовых труб
Таблица для пайки полипропиленовых труб приведена на рисунке.

Для получения надежного герметичного соединения полипропиленовых труб точно соблюдайте технологию пайки, приведенную в инструкции по эксплуатации сварочного аппарата.
Как выбрать качественную полипропиленовую трубу
Для того, чтобы выбрать качественные полипропиленовые трубы стоит знать и учитывать следующие моменты:
- Краситель, используемый при изготовлении полипропиленовых труб тоже имеет достаточно большую плотность (1,15 — 2,7). Его содержание в трубе обычно от 0,05% до 2%. Содержание в фитинге от 0,05 до 3%. Некоторые изготовители используют очень концентрированный краситель для уменьшения его процентного содержания в трубе. Оставшийся объём замещается мелом или тальком. В результате таких действий качество полипропиленовых изделий падает. К сожалению определить это достаточно проблематично.
- При выборе полипропиленовой трубы стоит руководствоваться ГОСТ-ом 32415-2013. Для покупки наиболее качественного изделия стоит промерить её штангенциркулем. В том случае, если полученные результаты не укладываются в ГОСТ, изделие лучше не брать. Помимо этого не стоит брать овальные или просаженные трубы.
Помимо вышеперечисленных нюансов существуют моменты связанные с производителем, либо с содержанием дополнительных веществ:
Качество импортных полипропиленовых изделий выше отечественных, но в то же время выше в цене примерно на 20%. Эталоном качества считаются полипропиленовые трубы Borealis
В случае выбора труб до 60 мм стоит обратить внимание на изделия Сибур и Лукойл.
При выборе полипропиленовых труб, содержащих стекло, стоит знать, что его оптимальное содержание в полипропилене от 17 до 22%. В том случае, если рамки этого показателя не будут соблюдены, может возникнуть либо линейное расширение трубы, либо возрастёт её хрупкость
Для определения содержания стекла необходимо его плотность (2,5 — 2,6) умножить на объём трубы. Затем перемножить плотность полипропилена (0,9) на тот же объём. Разница покажет содержание стекла.
При выборе полипропиленовых труб с алюминием (фольгой) стоит проверить следующие момент. Попробовать просунуть канцелярский нож между слоем полипропилена и алюминия. В том случае если нож зайдёт хотя бы на 1 мм, трубу брать не стоит. Качественная труба изготовлена с применением перфорированной фольги, для улучшения сцепления слоёв.
Для того, чтобы выбрать качественное изделие без применения вторичного сырья, стоит узнать цену полипропилена на бирже, добавив накладные расходы и прибыль. По итогу, качественный продукт будет стоить больше 140 — 160 руб/кг.
Соединение ПВХ труб с трубами из металлопластика
Как паять полипропиленовые трубы с алюминиевым слоем? Как их соединять? Можно ли паять полипропиленовые трубы разных производителей?
В случаях, когда возникают подобные вопросы, при паянии нужно использовать специальные переходники.
Одна их сторона крепится к металлу или металлопластику посредством резьбы, другая припаивается по стандартной технологии к пластику.
По той же технологии устанавливают переходники, на основе которых подключают смесители. Изделия внешне выглядят так, словно металлическую резьбу вплавили в полипропилен.
Как проверить соединение на течь
При завершении монтажных работ, связанных с организацией водопроводной системы, можно приступать к проверке качества трубопровода.
Для этого в него подают воду. Вентиль открывают на дом или квартиру, затем открывают краны смесителей в помещениях. Напор воды должен быть максимальным.
Прежде всего, ощупывают стыки, особенно внимательно наблюдая за резьбовыми соединениями.
Запаянные стыки протекают очень редко, если работы ведутся в соответствии с технологией и специалист хорошо знает, как правильно паять полипропиленовые трубы для отопления, водопровода, армированные стекловолокном или алюминием, большого диаметра или малого.
Если течь обнаруживается у резьбового соединения, его можно аккуратно подтянуть ключом, чтобы резьба не сорвалась.
Другой вариант — усилить уплотнение. Но в последнем случае нужно перекрывать воду и раскручивать соединение.
Теперь вы знаете больше о том, как паять полипропиленовые трубы паяльником, какие инструменты выбрать для монтажных работ и как правильно пользоваться паяльником.
Следуйте рекомендациями опытных специалистов при создании трубопровода, обустраивая его самостоятельно, или обращайтесь за монтажными услугами к профессионалам.
Этап первый. Составление проекта
Монтажные работы следует начать с составления проекта будущей магистрали. Важным критерием при этом является эргономичность, вследствие чего число поворотов и соединительных элементов должно быть минимальным.
Разводка отопления
Разводка отопления
При обустройстве отопительной системы особенно важен грамотно составленный проект, в котором следует указать месторасположение таких элементов, как:
- муфты;
- переходники;
- крепежи;
- уголки;
- отопительное оборудование.
Магистраль подсоединяется к радиаторам одно- или двухтрубным способом, сбоку или снизу.
Схема системы отопления
Водопроводная разводка
Pазводка водопроводных труб в санузле
Здесь магистраль подключается к централизованной системе с целью водоснабжения необходимых сантехнических приборов – унитаза, раковин, бойлера и проч. Существует два способа выполнения разводки.
Способ №1. Открытый вариант. Горизонтальные трубы устанавливаются несколько выше уровня пола, а вертикальные – исключительно по углам. Все это позволяет сделать трубопровод менее заметным.
Способ №2. Закрытый вариант. Крайне сложен в выполнении, поскольку подразумевает предварительное проведение максимально точных расчетов. Трубы (обязательно цельные) замуровываются в стены, а к каждому стыку должен быть свободный доступ.
Pазводка водопроводных труб в санузле
Кроме того, разводка водопровода может быть:
- последовательного типа (самый бюджетный и простой в выполнении вариант);
- коллекторного типа (при подаче воды применяется коллектор);
- с проходными розетками (мало популярен).
Соединение труб армированных алюминием
Требуется соблюдать правила при выполнении сварки полипропиленовых труб с армированием. Усиленный слой создается из алюминия или стекловолокна.
Используются при монтаже систем, перемещающих воду с высокой температурой, потому что под воздействием нагретой жидкости происходит линейное расширение материала и изгиб трубопровода.
При выполнении пайки обязательно проводится удаление алюминиевого защитного материала. Кроме того, этот слой влияет на качество соединения, а время сварки зависит от периода нагрева деталей из полипропилена.
Армированные трубопроводы отличаются увеличенным диаметром. Поэтому использовать стандартные насадки на нагревательном инструменте без предварительной подготовки изделий не получится.
Выполняется путем зачистки деталей. Он не проводится для изделий, усиленных стекловолокном. Они соединяются так же, как и неармированные трубопроводы.
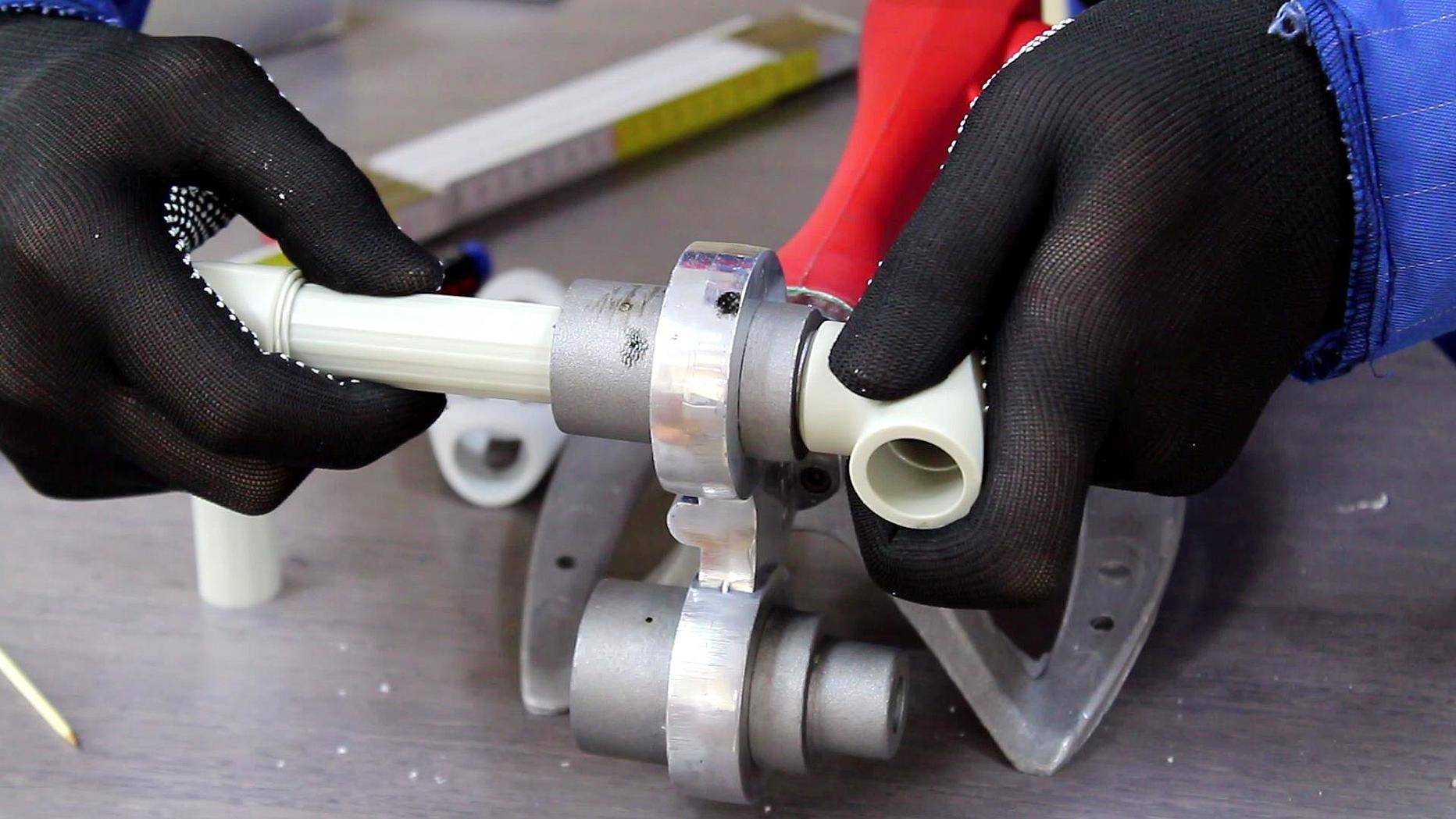
Зачистка выполняется разными методами, потому что существует много технологий армирования изделий из полипропилена. Чаще применяется обработка при использовании шейвера. Он представляет собой металлическое устройство, в виде втулки с лезвиями.
 Шейвер
Шейвер
Инструмент надевается на конец трубного изделия и вращается, что позволяет удалить алюминиевый защитный слой. Процесс осуществляется пока не останется только один пластик.
ПП трубы могут иметь исполнение, когда армированный слой находится посередине толщины стенки. В этом случае применяется торцеватель. Этот инструмент сильно похож на шейвер. Другое расположение и устройство ножей.
Инструмент позволяет сделать ровными торцы и удалить 2 мм армированного слоя, расположенного посередине толщины стенки трубы. Благодаря такой обработке получится выполнить качественную пайку.


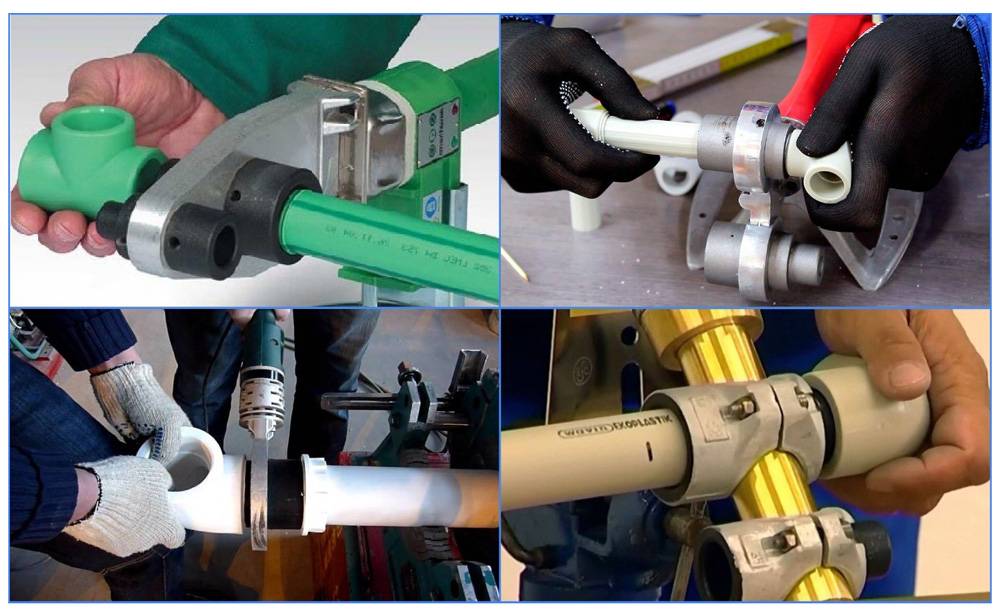



Этап второй. Сварка полипропиленовых труб
Сварка полипропиленовых труб
Для этой процедуры потребуются электрический лобзик (резка полипропилена) и специальное сварочное оборудование.
Сварочный аппарат
Шаг первый. Пока аппарат разогревается, проводятся необходимые замеры, трубы размечаются и нарезаются.
Ножницы для резки полипропиленовых труб
Шаг второй. Торцы изделий, которые планируется соединить между собой, тщательно зачищаются и обезжириваются.
Шаг третий. С помощью карандаша отмечается глубина вхождения каждого изделия в гильзу. Характерно, что при этом должен оставаться минимум миллиметровый зазор, поэтому трубы не упираются в соединительную муфту фитинга.
Ошибки при сварке полипропиленовых труб встык
Шаг четвертый. ПП трубу с фитингом надеваются на гильзу в соответствии со сделанными отметками, причем нагрев всех элементов должен происходить одновременно.
Длительность нагрева зависит не только от диаметра изделий, но и от глубины сварки (об этом можно узнать из приведенной ниже таблицы).
Таблица технологической паузы
Шаг пятый. По истечении определенного срока изделия снимаются и соединяются, с незначительным усилием насаживаясь друг на друга. Запрещено при этом поворачивать элементы по осевой линии.
Процесс сварки полипропиленовых труб
Шаг шестой. На протяжении нескольких секунд после соединения выполняется первичная корректировка, далее элементы окончательно фиксируются.
Сварка полипропиленовых трубСварка полипропиленовых труб
Если в месте соединения не осталось никаких зазоров, то его (соединение) можно считать качественным.
Изготовление сварочного аппарата
Ввиду того что более-менее хороший сварочный аппарат стоит свыше тысячи рублей, дешевле взять его в аренду или сделать самому. Если было выбрано последнее, то для работы следует подготовить:
- термальную пасту для компьютеров;
- утюг старой модели;
- болт, шайбу к нему;
- электрическую дрель;
гильзу (насадку) нужного диаметра.
Последовательность действий должна быть следующей.
Шаг первый. С целью улучшения теплопередачи подошва утюга обрабатывается термальной пастой, затем фиксируется тефлоновая гильза. Расположение последней определяется заранее – широкой частью вверх или вниз.
Шаг второй. Спиливается острый «носик» для более удобной работы возле стен.
Шаг третий. Нагрев утюга проводится до тех пор, пока устройство не выключится во второй раз.
Шаг четвертый. Хорошо, если утюг оборудован термодатчиком – это позволит с точностью определить температуру нагрева. Но есть и более простой способ – посредством свинца. Этот металл плавится при 230ᵒС и выше, что примерно совпадает с требуемой для сварки температурой.
Дальнейшая технология пайки идентична описанной выше.
Краны из полипропилена
При монтаже полипропиленовых труб могут применяться два вида кранов: полипропиленовые и металлические. Если весь водопровод выполнен из полипропилена, то целесообразнее применять полипропиленовые краны, это и дешевле, и удобнее.
 Рис.12. В ассортименте арматуры для полипропилена имеются краны из полипропилена. Они навариваются на трубу и не требуют дополнительных деталей. Для перехода на стандартную дюймовую резьбу существуют специальные переходники, которые также навариваются на полипропиленовую трубу.
Рис.12. В ассортименте арматуры для полипропилена имеются краны из полипропилена. Они навариваются на трубу и не требуют дополнительных деталей. Для перехода на стандартную дюймовую резьбу существуют специальные переходники, которые также навариваются на полипропиленовую трубу.
Если необходимо установить кран в переходе между разными типами труб, например, металл и полипропилен, либо на стояке, то целесообразно применять металлический кран, при этом использовать разъемный комбинированный фитинг.
 Рис.13. Для соединения полипропиленовых труб со стальными применяют разборный фитинг. Он позволяет соединить трубы с латунным шаровым краном без дополнительных переходников.
Рис.13. Для соединения полипропиленовых труб со стальными применяют разборный фитинг. Он позволяет соединить трубы с латунным шаровым краном без дополнительных переходников.
Так же следует отметить, что если речь идет о монтаже полипропиленовых труб на даче, то там целесообразнее применять, либо полипропиленовые краны, либо традиционные латунные, но не шаровые. Достаточно часто бывают случаи, когда под шар металлического шарового крана попадает вода и при замерзании разрывает кран. Шаровой полипропиленовый кран в аналогичных условиях не страдает, т.к. полипропилен более пластичный материал.





