

Пайка отопления полипропиленовыми трубами: основные правила
Соединение труб
Формат и качество современных материалов и оборудования позволяет осуществлять монтаж надежного водопровода своими руками. Подготовка к работам и сам технологический процесс должны соблюдаться также, как это делают профессионалы. Не забудьте правильно подключить холодный и горячий стояки. Технология включает следование следующим правилам монтажа:
Вне зависимости от типа используемого аппарата оборудование следует держать в рабочем режиме на весь период пайки. Необходимо учитывать, что между каждым соединением в бытовых условиях необходимо будет делать новые замеры, уточнять схему разводку и размеры отдельных элементов. Обычно на это уходит не более 5 минут;
Бытовой водопровод монтируется на место эксплуатации готовыми участками. Сам процесс пайки происходит в удобном месте, в нестесненных условиях. Насадки, подобранные под диаметр труб, следует одевать заранее, чтобы избежать получения ожогов. В аппарат следует вставлять и нагревать оба конца стыкуемых элементов одновременно;
Перед тем как будет осуществлен разогрев внутренней и внешней поверхностей полипропиленовых труб, следует определить глубину шва. Чтобы нанести риску моно воспользоваться свободной насадкой. Методика разметки применяется не только при соединении в попутном направлении, Полипропиленовые трубы обладают достаточной гибкостью, что обеспечивает создание достаточно адаптивных схем разводки. Поэтому риски наносятся обязательно при формировании стыков под углом.
Сваривание полипропиленовых труб происходит однократно. Если качество соединения неудовлетворительное, переделать шов будет невозможно. В этом случае часто обрезают неудачный участок стыковки, что создает перерасход материала
Поэтому крайне важно не торопиться, что не переделывать работу и не бегать в магазин за недешевыми трубами.
Самое главное и простое правило стыковки полипропиленовых элементов – надежное удержание трубок и фитингов до момента затвердевания после разогрева. Ввиду малых сроков остывания многие предпочитают пользоваться руками, что опять же повышает риски получения некачественного шва. Самый надежный способ удержания стыкуемых ППР частей заключается в использовании струбцины. В сочетании с соблюдением остальных правил такой подход обеспечит лучшее качество шва и герметичность всего водопровода в целом.
Важные нюансы установки
Соединение ПП труб выполняется с помощью резьбовых/нерезьбовых фитингов. В свою очередь, изделия с резьбой могут быть:
- неразъемными;
- разъемными.
Стоит заметить, что на монтаж влияют в первую очередь эксплуатационные условия.
- Все полипропиленовые детали должны быть защищены от огня.
В случае врезки водомера или накопительного бака желательно взять разъемные резьбовые элементы. Вместе с тем неразъемное соединение приемлемо лишь для гибких шлангов.
- Использование деформированных или грязных соединительных элементов категорически запрещено! Равно как самостоятельная нарезка резьбы.
- При соединении ровных участков или перехода трубопровода на иной диаметр используются муфты.
- Для поворотов используются специальные угольники, недопустим перегиб труб.
- Для разветвлений магистрали применяются тройники.
После ознакомления со всей необходимой информацией можно приступать к работе.
Как выбрать качественную полипропиленовую трубу
Для того, чтобы выбрать качественные полипропиленовые трубы стоит знать и учитывать следующие моменты:
- Краситель, используемый при изготовлении полипропиленовых труб тоже имеет достаточно большую плотность (1,15 — 2,7). Его содержание в трубе обычно от 0,05% до 2%. Содержание в фитинге от 0,05 до 3%. Некоторые изготовители используют очень концентрированный краситель для уменьшения его процентного содержания в трубе. Оставшийся объём замещается мелом или тальком. В результате таких действий качество полипропиленовых изделий падает. К сожалению определить это достаточно проблематично.
- При выборе полипропиленовой трубы стоит руководствоваться ГОСТ-ом 32415-2013. Для покупки наиболее качественного изделия стоит промерить её штангенциркулем. В том случае, если полученные результаты не укладываются в ГОСТ, изделие лучше не брать. Помимо этого не стоит брать овальные или просаженные трубы.
Помимо вышеперечисленных нюансов существуют моменты связанные с производителем, либо с содержанием дополнительных веществ:
Качество импортных полипропиленовых изделий выше отечественных, но в то же время выше в цене примерно на 20%. Эталоном качества считаются полипропиленовые трубы Borealis
В случае выбора труб до 60 мм стоит обратить внимание на изделия Сибур и Лукойл.
При выборе полипропиленовых труб, содержащих стекло, стоит знать, что его оптимальное содержание в полипропилене от 17 до 22%. В том случае, если рамки этого показателя не будут соблюдены, может возникнуть либо линейное расширение трубы, либо возрастёт её хрупкость
Для определения содержания стекла необходимо его плотность (2,5 — 2,6) умножить на объём трубы. Затем перемножить плотность полипропилена (0,9) на тот же объём. Разница покажет содержание стекла.
При выборе полипропиленовых труб с алюминием (фольгой) стоит проверить следующие момент. Попробовать просунуть канцелярский нож между слоем полипропилена и алюминия. В том случае если нож зайдёт хотя бы на 1 мм, трубу брать не стоит. Качественная труба изготовлена с применением перфорированной фольги, для улучшения сцепления слоёв.
Для того, чтобы выбрать качественное изделие без применения вторичного сырья, стоит узнать цену полипропилена на бирже, добавив накладные расходы и прибыль. По итогу, качественный продукт будет стоить больше 140 — 160 руб/кг.
Фитинги (муфты)
Фитинги применяются при соединении труб из разных материалов.
Соединительные муфты различают в зависимости от применяемого материала и конструкции.
Из полипропилена
Для соединения полипропиленовых фитингов с трубой применяется паяльник.
Соединение происходит путем нагревания двух элементов до изменения агрегатного состояния, смешивания полимеров и формирования единой решетки из кристаллов.

Срок эксплуатации соединения составляет около 50 лет.
Комбинированные
Комбинированные фитинги содержат металл и полипропилен.
У стальной части предусмотрено наличие резьбы.
Различают два типа комбинированных фитингов: американка и обжимной.
Американка имеет муфту из полипропилена для пайки с одной стороны и накидную гайку со второй.
Для стягивания элементов внутри гайки нарезана резьба.

Внутри фитинга обжимного типа расположена нержавейка или латунь. Обжимное кольцо располагается сверху и стягивается при помощи компрессионной гайки.
Муфты, переходники и соединители
Муфты, переходники и соединители имеют форму цилиндра.
Виды муфт:
- Изделие с переходом на наружную или внутреннюю резьбу
- Цельная муфта или разъемная под пайку
- Муфта переходная внутренняя – наружная
- Переход под ключ на внутреннюю или наружную резьбу
- С накидной гайкой или для перехода на «евроконус»
- Изделие для коллектора с переходом на PEX
- Изделие разъемное с переходом на внутреннюю резьбу.

Штуцеры
Штуцеры предназначены под крепление с ответной гайкой или резьбой.
Различают штуцеры под накидную гайку и накидные штуцеры.
Уголки и отводы
Уголки, водорозетки, угольники и отводы предназначены для разделения системы или изменения направления трубы.
Элементы применяются для присоединения различного оборудования.
Виды элементов:
- Угольник на 90 ли 45 градусов
- Угольник с переходом на внутреннюю или наружную резьбу
- Водорозетка с внутренней или наружной резьбой
- Уголок с накидной гайкой
- Планка с водорозетками.
Крестовины, тройники, коллекторы
Крестовины применяются для соединения четырех труб.
Различают: обычное, компланарное или двухплоскостное приспособление.
Тройники используются для устройства ответвлений от основного трубопровода.
Различают приспособления: с переходом на внутреннюю или наружную резьбу, двухплоскостной и тройной переходник.
Коллекторы применяются для монтажа от 2 до 6 отводов. Они придают жесткость и поддерживают одинаковое давление в контуре.
Коллекторы целесообразно использовать для равномерного распределения давления в системе.
Заглушки, клапаны, фильтры
Заглушки, колпаки и пробки применяются для испытания системы на герметичность.
Используется концевая заглушка или полипропиленовая пробка.
Фильтры предназначены для сбора ржавчины, налета и грязи.
Фильтры обустраиваются на ровном участке трубы
Обратный клапан применяется для предотвращения обратного оттока жидкости.
Маркировка фитингов
Диаметр фитинга отображается на торцевой части детали. Толщина стенки также отображается на детали.
На некоторых деталях параметр отображается в барах и имеет буквы PN.
При другом способе маркировки на деталях содержатся буквы S и SDR.
Буква S обозначает серию трубы и номинальное рабочее давление. Чем выше число коэффициента, тем меньше нагрузку деталь выдержит.









Обозначение SDR отражает прочность. Чем большее числовое значение указано, тем меньшую нагрузку выдержит элемент.
Фиксаторы
Полипропиленовые трубы крепятся к стенам и полу для предотвращения их провисания и деформации.

Крепление производится специальными клипсами или хомутами.
Хомутовое крепление плотно крепит трубу.
Крепление трубопровода и радиатора к полу не допустимо.
Монтаж креплений производится на стену.
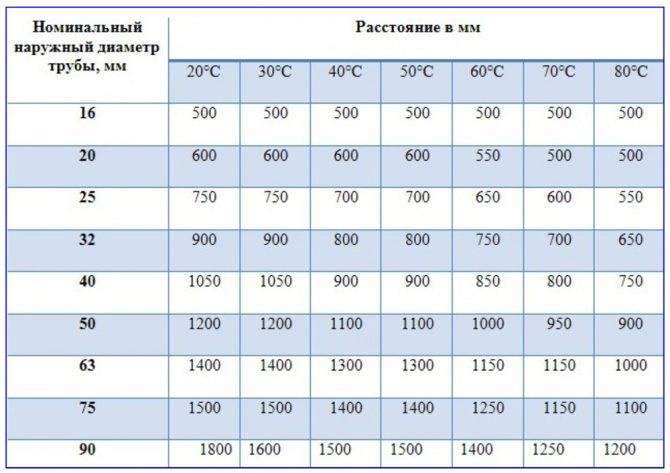
Для фиксации полипропиленовой трубы расстояние между элементами жесткого крепления приведено в таблице .
Соблюдение расстояния не позволяет самопроизвольно перемещаться трубопроводу и гарантирует надежную фиксацию.
При определении расстояний учитывайте диаметр трубы и температуру теплоносителя.
Полипропилен подвержен расширению при нагревании. При неверном монтаже такое расширение может привести к разрыву трубы.
Компенсаторы имеют форму кольца, букв Г, П или Z.
При угловом монтаже оставляется зазор для возможности расширения при нагреве.
Основные ошибки при пайке полипропиленовых труб
О последствиях перегрева и недогрева уже говорилось выше. Но есть и ещё нарушения, которые могут значительно ухудшить результат работы:
- монтажные работы редко совершаются в идеальной чистоте, между тем, грязь и вода могут свести на нет все усилия монтажника, нужно стараться держать рабочий материал сухим и чистым;
- иногда чрезмерно разогретая труба просовывается в фитинг слишком глубоко, это приводит к её заметному сужению и нарушению силы подачи воды;
- однако соединять фитинг и трубу следует в разогретом состоянии, иначе она войдёт неглубоко, и возникнут протечки, так что действовать нужно в темпе;
- длину входа лучше сразу отмечать маркером;
- иногда после соединения монтажнику кажется, что труба вошла в фитинг косо или под углом, тогда он пытается её слегка провернуть, – протечка в этом случае почти неизбежна;
- нередко в процессе работы пытаются орудовать ножом или ножницами, – для этих целей есть специальные инструменты, иначе материал можно повредить;
- одна из самых больших ошибок при самостоятельном монтаже – выбор дешёвого некачественного материала, – к сожалению, пластиковые трубы сейчас производят и недобросовестные производители, которые занимаются подделками, так что лучше делать покупки в проверенных фирменных строительных магазинах. Здесь качество товара подтверждено сертификатами.
После окончания работ утюг нужно будет очистить от пластика, иначе на нём образуется нагар. Сделать это можно обычной деревянной палочкой. Если останутся обрезки труб, они тоже в хозяйстве пригодятся. Некоторые из них даже зимние удочки делают.
И последнее обстоятельство. При наличии инструментов монтаж полипропиленовых труб выполнить не так уж и сложно. Но всё-таки лучше довериться специалистам или хотя бы посмотреть сначала, как такие работы выполняются. В противном случае можно просто затопить не только свою квартиру, но и соседей снизу.
Подписывайтесь так же на наш Youtube, группу , . Там много полезного и интересного контента!
Хитрости пайки пластиковых труб

Как не запаять пластиковую трубу — легко! Просто нужно использовать маркер для того, чтобы заранее размечать глубину входа трубы в фитинг.
Как спаять соединение в нужную сторону. Опять же, стоит воспользоваться маркером, чтобы сразу отметить в какую сторону должен смотреть отвод, тройник и т. д.
Из трубы идёт вода, как паять? Ничего проще нет, нужно воспользоваться бумажной салфеткой, куском туалетной бумаги или даже мякишем черного хлеба
Важно использовать такие средства, которые после спаивания хорошо растворятся в воде, и полностью выйдут из трубы. Просто заткните салфеткой трубу и продолжайте смело паять.
Как быстро очистить насадки паяльника? На поверхности насадок нанесено тефлоновое покрытие, поэтому прилипший от труб пластик нельзя отдирать ножом, гвоздем или наждачной бумагой
Просто установите насадки на подошву паяльника, а затем включите его в сеть, выставив максимальную температуру разогрева. Нужно подождать некоторое время пока пластик сам полностью выгорит.
Как сменить насадки прямо на горячем паяльнике? Используйте сантехнический ключ и шестигранник для того, чтобы быстро сменить насадки на разогретом паяльнике.

Холодный
Соединение полипропиленовых труб без пайки производится при помощи муфт или фитингов.
Соединение при помощи муфт экономически эффективно, позволяет уменьшить затраты на монтаж системы по сравнению с трубопроводом из металла. Сами муфты имеют низкую стоимость по сравнению с металлическими элементами.
Соединение без пайки имеет выбор вариаций исполнения за счет ассортимента дополнительных элементов.
Монтаж обжимными фитингами
Обжим специальной муфтой позволяет обеспечить надежную фиксацию изделий.
После установки фитинга место стыковки обрабатывается специальным герметиком на основе силикона.

Соединительные фитинги применяются для соединения деталей из металлопластика и полипропилена, что не может обеспечить сварка пластиковых труб.
Резьбовое соединение
Резьбовое соединение применяется при необходимости соединения изделий из различных материалов, при работе трубопроводов в системах с высоким рабочим давлением.
Для соединения на изделия из металлопластика размещаются специальные наконечники.
На полипропиленовые элементы ставят муфту с резьбой.
Для соединения с металлической трубой используют специальные переходные муфты.
Достоинства способа:
- Необходимо минимальное количество инструментов.
- Монтаж возможен при отсутствии опыта монтажа данных конструкций.
- Надежность соединения.
С помощью клеевых составов
Для соединения применяется клей на основе поливинилхлорида с растворителем.
Для улучшения сцепления с поверхностью полипропилена в состав добавляются разнообразные присадки и пластификаторы.

Достоинства метода:
- Прочное и герметичное соединение.
- Место соединения незаметно.
- Возможность монтажа без наличия навыков.
Для проведения работ подготавливаются все необходимые инструменты.
Места стыковки обезжириваются.
Клей наносится кисточкой тонким слоем. Рекомендуется выбирать кисточку с щетиной из натуральных материалов.
Температура в помещении должна варьироваться в пределах 5-35 градусов Цельсия.
Для схватывания элементов необходимо около 30 секунд.
Сварка (пайка) полипропиленовых труб
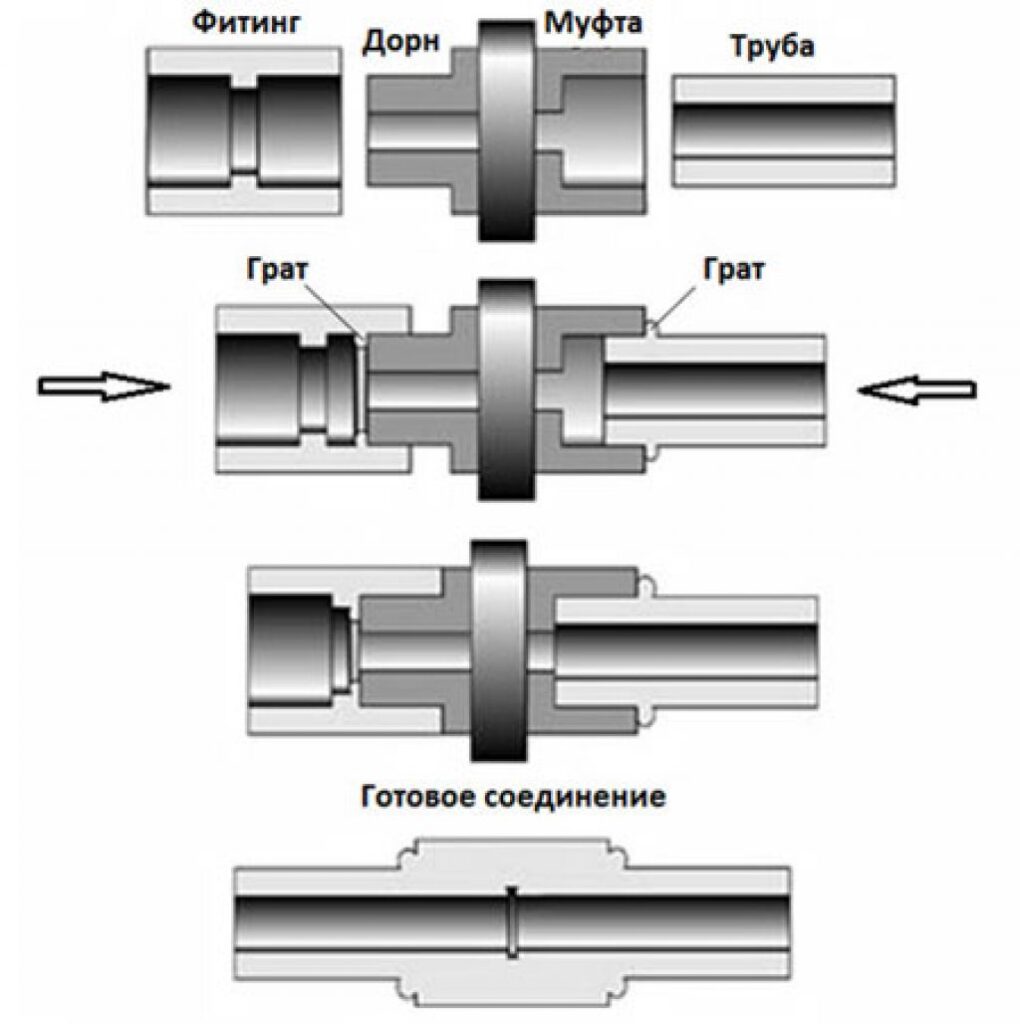
Для сварки труб диаметром до 63 мм преимущественным типом соединения является раструбная или муфтовая сварка. При этом соединение двух труб происходит при помощи третьей детали – муфты, а создание резьбовых и других стыковочных узлов происходит при помощи фитингов, имеющих раструб.
Для сварки труб диаметром выше 63 мм рекомендуется стыковая сварка, как не требующая дополни тельных деталей и самая надежная. При наличии фитингов соответствующего диаметра допускается муфтовая сварка. Рекомендуемый вид разборного соединения для диаметров более 63-го – фланцевый стык. Это более сложный вариант соединения полипропиленовых труб, требующий профессионального оборудования и мастерства, поэтому этот вариант в данной статье упускается.








Раструбная сварка
При сварке труб диаметрами до 40 мм можно использовать ручной сварочный аппарат, при сварке труб диаметрами более 40 мм рекомендуется применять аппараты с центрирующими приспособлениями. При использовании центрирующих приспособлений следует руководствоваться инструкциями по их эксплуатации.
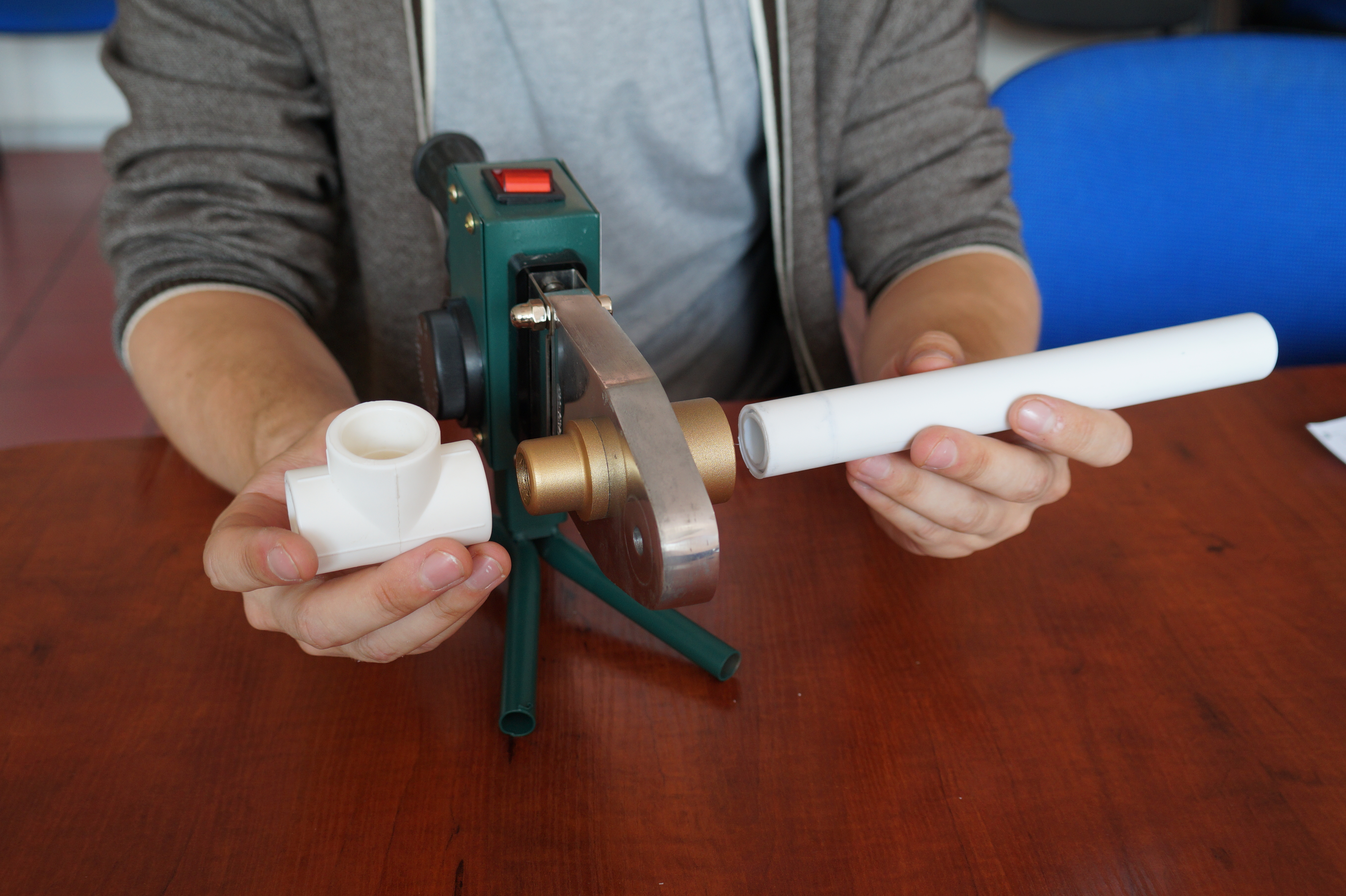
Для соединения полипропиленовых деталей трубопроводов используют сварочные аппараты со специальными насадками.
Рис.1. Сварочный аппарат для сварки полипропиленовых труб.
Нагревательные элементы (насадки) представляют собой гильзу для оплавления наружной поверхности конца трубы и дорн для оплавления внутренней поверхности раструба соединительной детали.Стандартные насадки покрыты антипригарным материалом – тефлоном, и имеют диаметры от 16 до 40 мм. В процессе работы необходимо следить за чистотой и целостностью тефлонового покрытия. После каждого эпизода сварки, пока они еще горячие, насадки очищаются брезентовой ветошью или деревянными скребками. В холодном состоянии очистка насадок от налипшего слоя пластмассы недопустима.
Рис.2. Насадки для сварки полипропиленовых труб диаметром 20, 40, 32, 40, 50, 63.
Сварочный аппарат устанавливают на ровной поверхности и закрепляют на нем с помощью специальных ключей сменные нагреватели необходимого размера. Желательно установить весь необходимый набор насадок (см. рис. 3) на посадочные места аппарата до нагрева аппарата.
Рис.3. Сварочный аппарат до нагрева с установленными насадками для сварки полипропиленовых труб.
С точки зрения равномерности нагрева место расположения насадки на нагревателе не имеет значения. Поэтому насадки ставят так, как удобно для монтажа. Ближе к концу ставят насадки, необходимые для работы на стене, то есть на монтируемой ветви трубопровода.
Качество соединений напрямую за висит от удобства выполнения технологических приемов, поэтому все фрагменты трубопровода, которые можно монтировать на стационарно установленном аппарате (на подставке), лучше собирать отдельно.
Сварку «на стене», особенно в неудобных местах, желательно производить с помощником.
На аппарате устанавливают температуру сварки для полипропиленовых труб – 260 ° С и 220°С для полиэтиленовых и PERT трубопроводов).В зависимости от температуры окружающей среды нагрев длится 10-15 минут.
Рабочая температура на поверхности нагревательных пластин достигается автоматически.
Сварку полипропиленовых труб и фитингов, запрещается производить при температуре ниже 0°С
Температура воздуха при сварке имеет очень важное значение. Так время сварки необходимо увеличивать при низкой температуре воздуха и уменьшать в условиях жары
Общее правило раструбной сварки
Внутренний диаметр неразогретого фитинга должен быть чуть меньше наружного диаметра трубы.
Первую сварку рекомендуется производить через 5 минут после нагрева сварочного аппарата. После каждого использования сварочный аппарат нужно очистить от остатка пластмассы.
Подробная инструкция по монтажу
Очень важно при пайке ПП для водопровода или отопления заранее просчитать все этапы монтажа. Выполнить точные измерения, последовательность сварки
Процесс пайки происходит очень быстро, и если, допущена ошибка, то исправить ее можно только демонтажем всего неправильного участка.
Рассмотрим все этапы подробнее.
Подготовка специальных инструментов
Специальным инструментом для сварки является паяльник или «утюг». Если Вы находитесь на этапе строительства нового дома, то имеет смысл купить себе такой инструмент. Рекомендуется выбирать ручной паяльник в комплект, которого входят насадки покрытые тефлоном. Для домашнего использования достаточно набора с насадками до 40 мм.
 Паяльник для пайки ПП
Паяльник для пайки ПП
Паяльник находится в удобном кейсе. В комплект для бытового пользования входят:
- насадки для пайки пп, диаметром от 16 до 40 мм;
- подставка для паяльника;
- ножницы, для нарезки ПП;
- рулетка.
Если Вы собираетесь воспользоваться им один раз, то можно попросить у друзей или арендовать паяльник на время.
Также понадобятся:
- строительный уровень;
- перфоратор или ударная дрель, для монтажа пластиковых кронштейнов;
- карандаш или маркер.
Разметка и нарезка труб
 Разметка и нарезка перед пайкой
Разметка и нарезка перед пайкой
До начала пайки необходимо выполнить нарезку труб. Для точного измерения отрезков найдите расстояние между фитингами и добавляйте глубину пайки с двух сторон. Удобно все измерения выполнять с помощником.
Выполните нарезку, подготовьте все необходимые элементы и сложите схему. Отметьте маркером положение углов, тройников в схеме. При сварке, можно случайно изменить положение и соединить дальше по схеме не удастся.
Если это произошло, то необходимо отрезать трубу в любом месте и соединить их муфтой. Поэтому при покупке пп системы муфты необходимо покупать с запасом.
Зачищаем края деталей. Они должны быть ровно отрезанными, чистыми, сухими. При креплении на стену, заранее крепятся кронштейны нужного диаметра. Если монтаж подразумевает размещение нескольких параллельно идущих трубопроводов, то лучше приобрести кронштейн с зацепом друг к другу.
 Кронштейн для крепления
Кронштейн для крепления
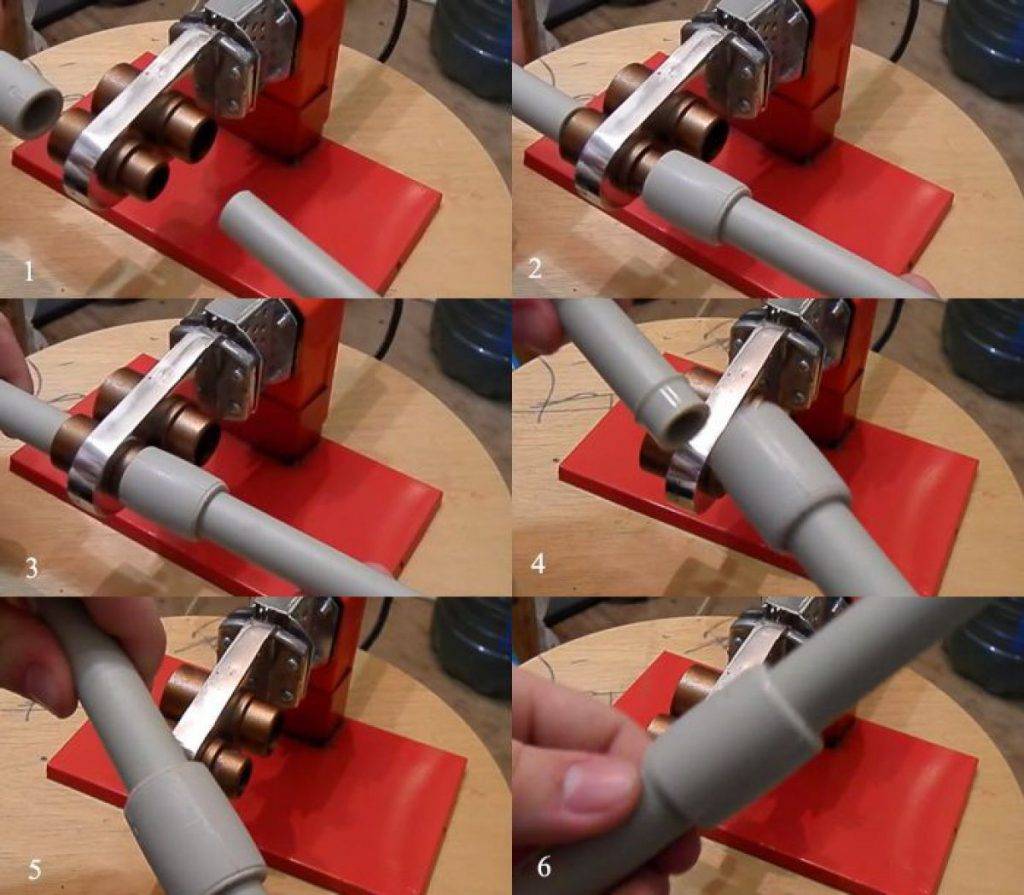
Соединение элементов и нагрев
Когда все подготовлено, можно приступать к пайке всех элементов. Установите паяльник на специальную подставку. Закрепите насадку нужного диаметра. Если их необходимо несколько, в начале крепим насадки меньшего диаметра, затем большего. Установите температуру +260 °С и включите его.
После достижения нужной температуры, сработает реле и питание отключится. Не надо его отключать от сети, температура будет поддерживаться автоматически.
 Пайка пластиковых труб
Пайка пластиковых труб
Для сварки двух элементов одновременно нагреваем их с помощью паяльника. Отсчитываем время согласно диаметру элементов. По истечении времени быстро вынимаем детали и соединяем их вместе. На поправку положения есть несколько секунд
Поэтому очень важно заранее отметить положение элементов
Как только выбрали правильное положение, зафиксируйте его на несколько секунд, этого будет достаточно, чтоб узел не поменял своего положения. После остывания получится прочное, герметичное соединение.
Последовательно свариваем все узлы строго по составленной схеме. Крепим трубы на стене с помощью кронштейнов.
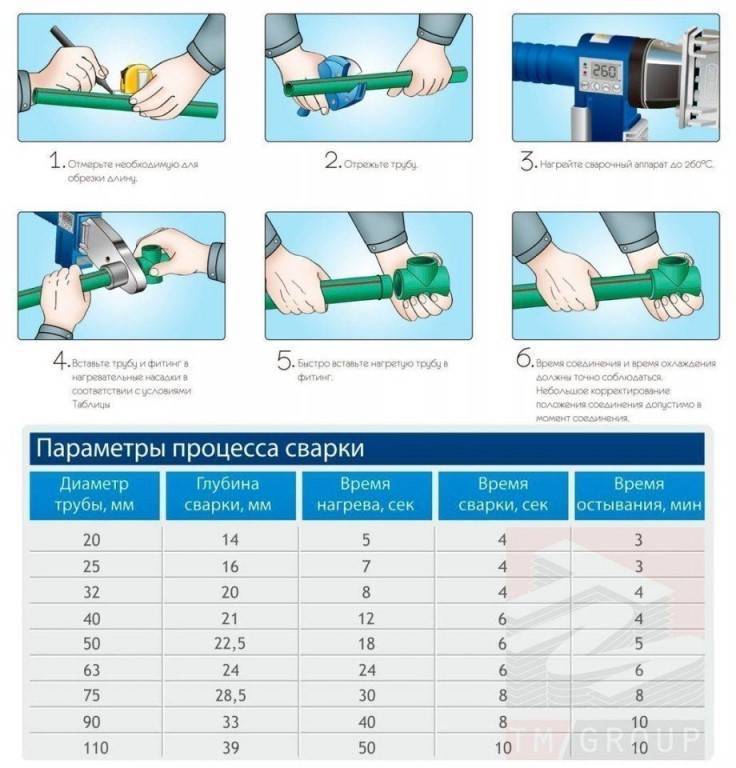
Технология пайки полипропиленовых труб
Паять полипропиленовые трубы довольно просто:
Что примечательно, излишний нагрев мест стыковки влечет за собой изменение структуры материалов после застывания и изменение геометрических параметров внутреннего сечения трубок
По этой причине важно обеспечить штатную температуру разогрева утюга, паяльника или другого оборудования на весь период выполнения монтажных работ
Во время проведения работ с полипропиленовыми изделиями могут возникнуть следующие проблемы:
- Если во время проведения сварочных работ труба слишком легко поддаётся плавке, то этому есть следующее возможное объяснение. Труба изготовлена из вторичных материалов, предел текучести расплава (ПТР) которой бывает от 1 и больше. В то же время как полипропилен РР в среднем имеет ПТР равный 3.
- В том случае, если полипропилен при резке начинает колоться, существует несколько объяснений. Во первых, материал мог быть чрезмерно обожжён на производстве. Во вторых, изделие не было отканденсировано в течение 2 суток в том помещении, где будет устанавливаться. И в третьих, труба была изготовлена из вторичного сырья, либо с превышением содержания мела или талька.
Выбор полипропиленовых труб
Свойства труб
Трубы из полипропилена обладают механической прочностью, низкой теплопроводностью, пластичностью.
Полипропилен химически инертен и устойчив к воздействиям агрессивной среды.
Виды труб
Основные виды полипропиленовых труб:
PP-H или PP-1 – труба из гомополимера полипропилена, молекулы которого состоят из мономерных (одинаковых по строению и размеру) звеньев.
Труба PP-H устойчива к химическим агрессивным средам и повышенному давлению, но не устойчива к воздействию повышенной температуры.
PP-H труба применяется для холодного водоснабжения, канализации, дренажа, вентиляции.

PP-B или PP-2 – труба из блок-сополимера полипропилена, молекулы которого состоят из регулярно чередующихся гомополимерных различающихся блоков.
Труба PP-B обладает преимуществами трубы PP-H, а также выдерживает колебания температур не выше 50 градусов Цельсия. Труба обладает ударной вязкостью и термостойкостью.








PP-B труба применяется, в основном, для канализации. Может применяться для участков горячего водоснабжения и отопления с температурой теплоносителя не выше 50 градусов.
PPRC, PPR или PP-3 – труба из рандом-сополимера полипропилена, в структуре которого молекулы пропилена и других веществ расположены случайным образом.

Труба PPR обладает преимуществами трубы PP-H, а также выдерживает колебания температур и внутреннего давления. Труба обладает повышенной термостойкостью и прочностью за счет молекул этилена.
PPR труба используется в системах горячего водоснабжения и отопления при температуре теплоносителя выше 50 градусов Цельсия. Труба PPR чаще труб других видов применяется при монтаже трубопроводов в частных домохозяйствах.
Полипропиленовые трубы PPR в зависимости от устойчивости к высоким температурам и давлению маркируются PN 10 – PN 25:
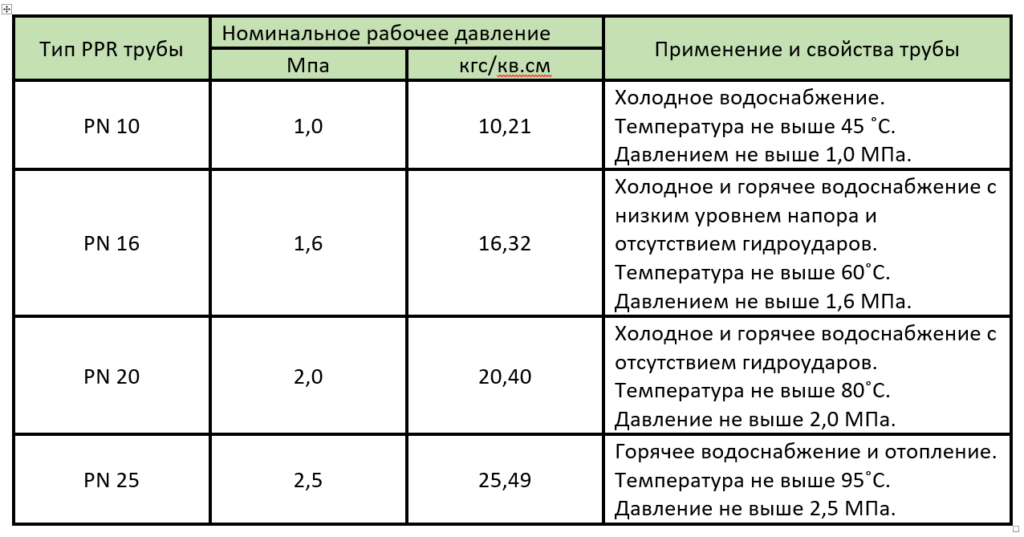
Физические параметры (диаметр, толщина стенок) труб PN 10 – PN 25 приведены в таблице:

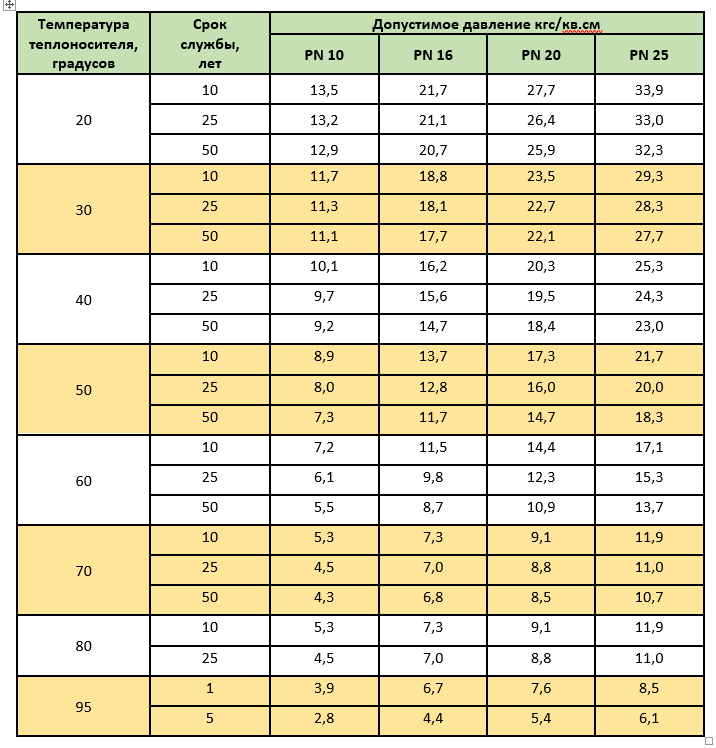
Срок эксплуатации труб в зависимости от условий эксплуатации приведен в таблице:
Армирование
Армирование позволяет уменьшить тепловое расширение и увеличить максимальную температуру применения трубы.
Коэффициент линейного расширения:
- для трубы PPR без армирования – 0,15 мм/мК (около 10 мм на 1 м);
- для трубы PPR с армированием алюминиевой фольгой – 0,03 мм/мК (около 3 мм на 1 м);
- для трубы PPR с армированием стекловолокном – 0,035 мм/мК (около 4 мм на 1 м).
Армирование производится:
- Алюминиевой или перфорированной алюминиевой фольгой толщиной от 0,1 до 0,5 мм. Слои трубы соединяются с помощью склеивания при производстве. Труба пропускает кислород, возможна коррозия алюминия. При монтаже требует подготовки торцов и зачистки слоя фольги.
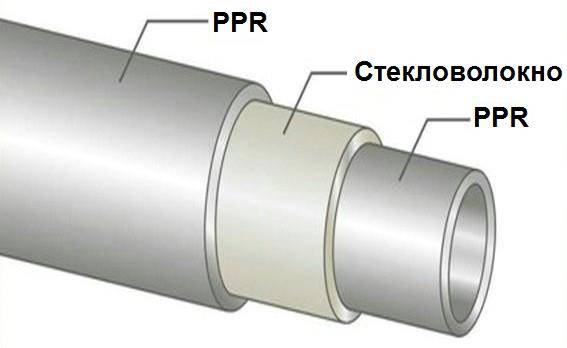
- Сеткой из стекловолокна или полипропилена, пошитого стекловолокном. Слои трубы сплавляются при производстве и образуют монолитную структуру. Труба не пропускает кислород. Монтаж производится по технологии пайки полипропиленовой трубы.
В маркировке труб применяются следующие обозначения армирующего слоя: AL или Al – алюминиевая фольга, GF (FB) или Gf – стекловолокно.
Основные используемые типы труб:
- PPR – стандартная ппр-труба.
- PPR-FB-PPR – армированная стекловолокном ппр-труба.
- PPR-AL-PPR – армированная алюминиевой фольгой ппр-труба.
- PPR/PPR-GF/PPR – армированная композитом стекловолокна с полипропиленом.
- PP-RCT-AL-PPR – внешний слой модифицированный полипропилен, армирующий из фольги, внутренний ппр-труба.





