

Способы паяния деталей из меди
Для соединения медных труб используется всего два способа пайки. Каждый из них используется в соответствии со спецификацией детали и характеристики. Пайка медных труб своими руками подразделяется:
- При высоком температурном режиме, по-другому именуется «твердой». Показатель температуры при данном режиме доходит до 900 °. Тугоплавкий припой позволяет производить шов с показателями высокой прочности, данный способ используется при изготовлении трубопроводов, подверженных высоким нагрузкам.
- Процесс пайки мягким припоем производится при температурах, начинающихся от 130 °, используется в бытовом применении при работе с трубами диаметром до 1 см. Технология подразумевает соединение путем стыковки, предварительной обработки флюс пастой.
Во время работ важно не забывать, что мощность пламени, выдаваемой горелкой может достигать 1000 градусов. Поэтому обработку стыков необходимо проводить не более 20 секунд. При нагреве мягкий припой начинает плавиться и заполнять соединение
При нагреве мягкий припой начинает плавиться и заполнять соединение
При нагреве мягкий припой начинает плавиться и заполнять соединение.
Особенности высокотемпературных соединений
При высокотемпературном способе пайки происходит обжиг металла на 700 °C и выше, что способствует размягчению металла. Для пайки используется газопламенное оборудование, способное расплавлять твердые припои. Припой состоит их медно — фосфорного состава, выпускается формой прутьев. Процессом пайки медных труб не подразумевается применение флюса, соблюдая последовательность действий, возможно грамотно заполнить стык.
Высокотемпературное соединение медных труб
Процесс начинает действие, когда плавится пруток припоя, этапы работы:
- после сборки прогревается стыковочный шов;
- к месту стыка подается твердотельный припой, размягчение которого производится газовой горелкой;
- когда визуально подтверждено, что происходит наложение припоя на металл, трубу необходимо провернуть, проконтролировать стыковку по всему периметру.
https://youtube.com/watch?v=N9QwpYEQpUw
Основными достоинствами данного способа является высокая прочность стыка медных труб, если необходимо, представляется возможность изменить диаметр соединения меньшей стороной. Высокие температуры при эксплуатации не могут разрушить шов. Пайка твердым припоем требует определенных навыков, в процессе работы возможен перегрев, что приводит к разрушению металла.
Низкотемпературная пайка
Каждый процесс требует ответственного подхода к выполнению работ. Для нагрева используется пропановая или бензиновая горелка при использовании мягкого припоя стыковкой медных труб
Важно знать, что горелка с пьезоподжигом значительно сократит время работы, приобретение дорогих моделей без этой функции не целесообразно
Технологический процесс
В процессе важно использовать качественные аксессуары, флюс паста играет не последнюю роль в соединении. Равномерное покрытие деталей медных труб достигается использованием мягкой кисточки, после нанесения излишки удаляются тряпкой. Температура горелки может достигать 900 градусов, при пайке важно не передержать изделие, иначе произойдет перегрев
Температура горелки может достигать 900 градусов, при пайке важно не передержать изделие, иначе произойдет перегрев
Температура горелки может достигать 900 градусов, при пайке важно не передержать изделие, иначе произойдет перегрев
Техника безопасности при спаивании труб из меди
Медные трубы используются как проводники жидкостей с хорошими антикоррозийными свойствами. Установка медных труб не может быть выполнена для обеспечения питьевой водопроводной водой. Медь контактирует с хлором, добавляющимся для очистки воды, может образовывать вредные для организма человека вещества. Для артезианских источников, скважин не существует опасности в использовании.
Пайка меди в перчатках
Важно пользоваться качественным инструментом, производить работы в перчатках и следить за состоянием оборудования. Теплопроводность металла достаточно высока, при нагреве одного из узлов и несоблюдении техники безопасности, возможно получить ожоги. Качественный шов возможно получить при отсутствии внешних факторов в виде нагрузок до полного остывания стыка
Качественный шов возможно получить при отсутствии внешних факторов в виде нагрузок до полного остывания стыка
Качественный шов возможно получить при отсутствии внешних факторов в виде нагрузок до полного остывания стыка.
Как еще можно соединить элементы из меди
Длительный срок эксплуатации, устойчивость к коррозии, небольшой вес и наличие антибактериальных свойств сделали медное соединение достаточно популярными в определенных кругах. Высокая теплоотдача позволяют использовать материал системами охлаждения. Перед тем, как паять медные трубы, необходимо определить способ пайки, кроме температурных воздействий, существуют различные фитинги, применение которых зависит от степени повреждения или конструкции стыка. 
Типы медных фитингов под пайку
Альтернативный способ пайке является использование фитингов в соединении медных труб. Существует два основных вида:
- Обжимные имеют внутри конструкции кольцо, которое предоставляет возможность создать герметичное соединение. Конструкция изготавливается из латуни.
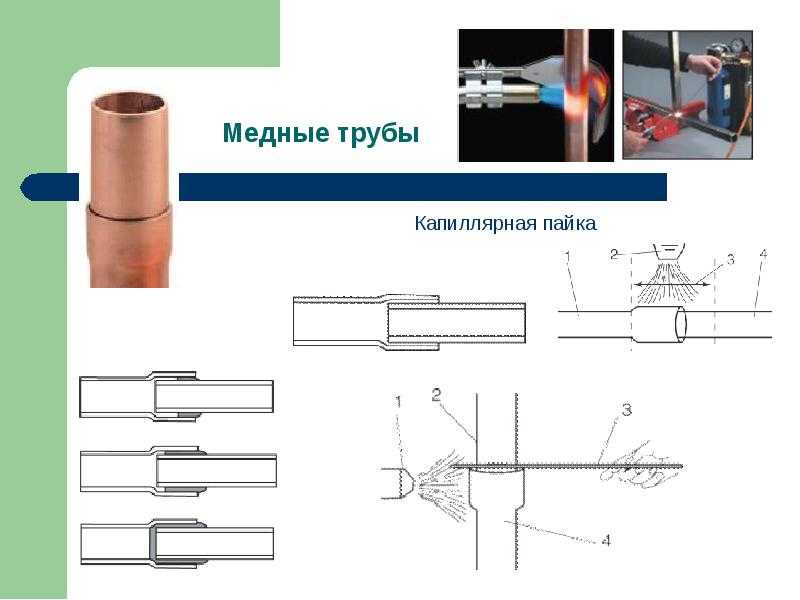
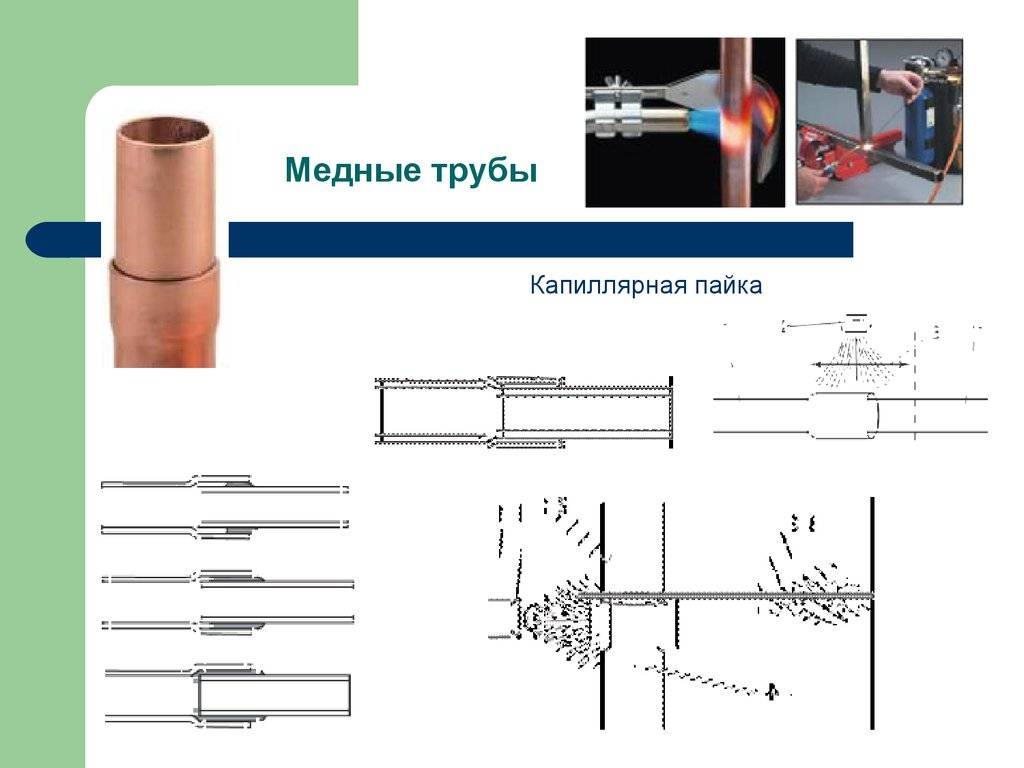
- Отличающиеся по диаметру от внешнего показателя капиллярные фитинги. Процесс подразумевает стыковку пайкой, путем различия диаметров и сжатия, тем самым производится соединение.

Применяются вышеперечисленные способы стыковки в местах, где происходит частая смена элементов. Причинами замены могут быть взаимодействие с агрессивными металлами, стыковка с отличными по составу материалами.

Особенности пайки меди
Стыковка отрезков производится с обработки краев металла. Размер фитинга должен соответствовать заданной конфигурации, не допускается растягивание металла до нужного размера, в этом случае, теряется прочность и эластичность. Зачистка происходит по порядку, расширенный элемент очищается внутри, а стыкуемый снаружи. При работе паяльником, разогревается припой от наконечника. Для осуществления качественного соединения медных труб понадобится опыт, так как можно допустить непоправимые ошибки.





Применяются медные изделия практически во всем холодильном оборудовании различных типов. Материал хорошо зарекомендовал себя промышленности, применяется в электромеханических целях, при прокачке горючих материалов.
Минусы труб из меди
Одним из главных недостатков является высокая цена медных изделий. Альтернативные материалы из пластика или стали могут быть значительно дешевле. Материал металла мягкий, при малейшем внешнем воздействии происходит деформация, выход из строя определенного участка.
Передача горячей воды в отопительных системах может быть травмоопасной, так как медь обладает высокой теплоотдачей. Потери тепла исключаются применением изоляционных материалов, для безопасной эксплуатации необходимо утопить трубы внутри материалов отделки помещения.
Технология пайки медных изделий
После подготовки инструментов и материалов производится пайка труб, состоящая из этапов:
- разделка заготовок на отрезки;
- обезжиривание и удаление окислов;
- стыковка элементов;
- нанесение на линию стыка припоя.
Отрезаем деталь необходимой длины
Сварка медных трубок начинается с разметки трубопровода, который затем нарезается на элементы нужной длины. При разметке необходимо учитывать запас длины, необходимый для соединения трубок после расширения торца. Ручной режущий инструмент позволяет зажать трубу, а затем вокруг внешней поверхности заготовки прокатывается твердосплавный ролик. По мере прорезания тела трубы ролик поджимается регулировочным болтом, что позволяет получить ровный срез.
Допускается обрезка заготовок при помощи ножовки по металлу и специального шаблона, обеспечивающего перпендикулярность среза. При резке не допускается сжатие трубы, поскольку овальность внешней поверхности ухудшает герметичность стыка (из-за изменения зазора, который не заполнится припоем). Образовавшийся облой удаляется наждачной бумагой и металлическим ершиком. Затем одна из кромок обрабатывается расширителем, что позволит создать герметичный стык с повышенной прочностью.
Наносим флюс на поверхность трубы
Сварка медных труб своими руками требует удаления окислов с поверхности соединяемых деталей. Заготовки протираются обезжиривающим составом (например, ацетоном), а затем на соединяемые кромки наносится реагент. Не рекомендуется использовать повышенную дозу флюса, активное вещество равномерно наносится тонким слоем на зону соединения. Для нанесения реагента используется малярная кисть, не оставляющая на поверхности волокон.
Соединяем детали перед пайкой
После нанесения флюса трубки соединяются, рекомендуется стыковать элементы непосредственно после смазывания поверхности (для снижения риска оседания пыли). Детали при соединении поворачиваются друг относительно друга, что позволяет распределить флюс и обеспечивает плотную посадку. Выдавленный из стыка реагент удаляется сухой тканевой салфеткой, сохранять флюс на элементах из цветных металлов запрещено, поскольку начинается разрушение материала.
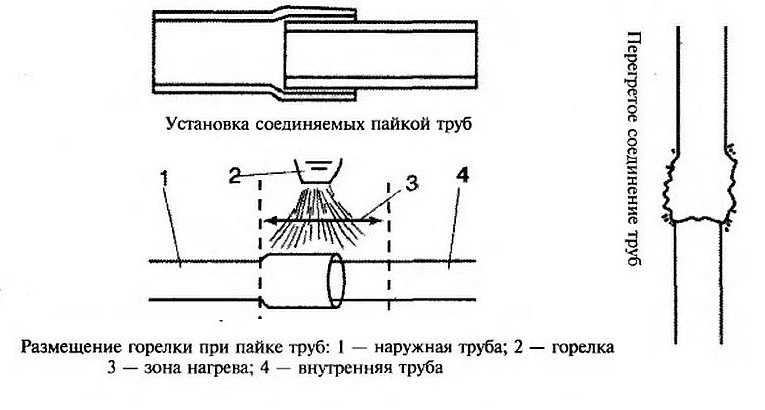
Образование соединения при низкотемпературной пайке
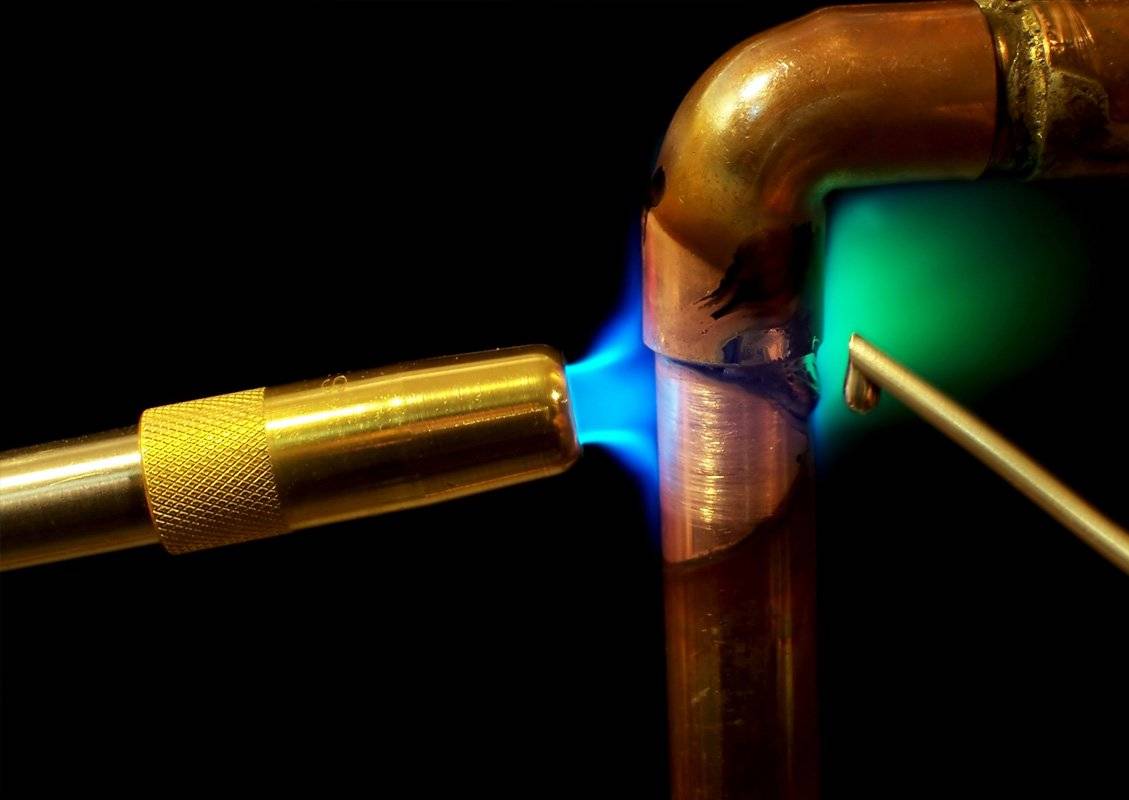
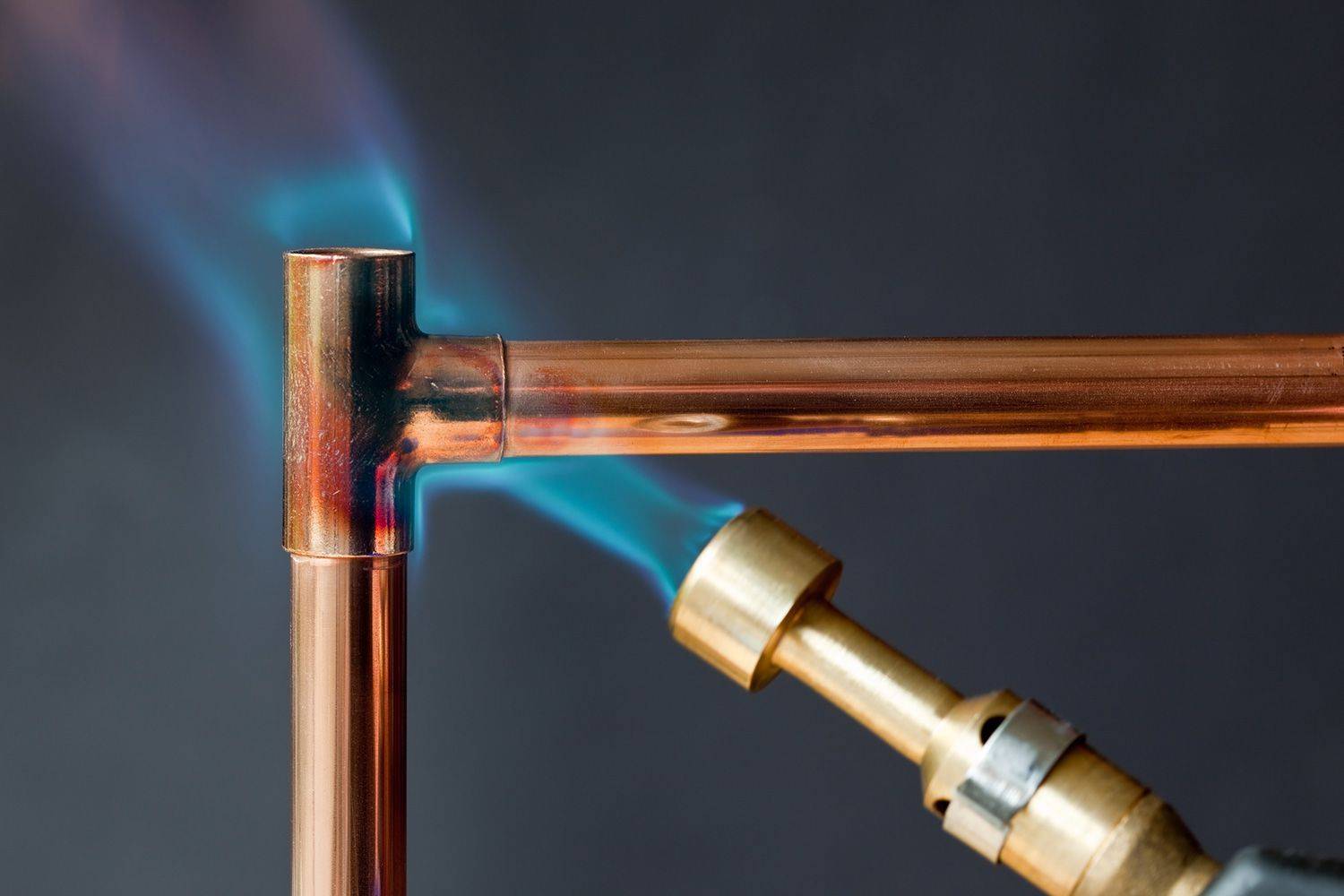
При низкотемпературной технологии используется флюс, рассчитанный на пониженный нагрев конструкции при соединении. Пайка медных трубок газовой горелкой предусматривает подачу факела на зону соединения, горелка перемещается по стыку, обеспечивая равномерный прогрев деталей. Затем в руку берется пруток припоя, который подается в зазор между трубами. Расплавленный металл начинает растекаться по поверхностям, горелка убирается в сторону, припой заполняет стык за счет температуры нагретой трубы.
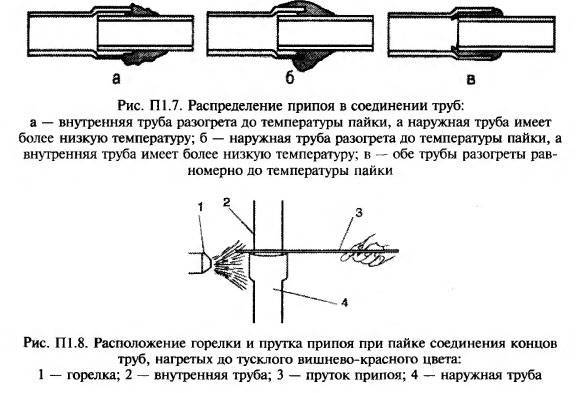
Образование шва при пайке высокотемпературного типа
При использовании тугоплавких припоев трубы прогреваются горелкой до повышенной температуры. Горелка перемещается вдоль зоны стыка до момента нагрева трубы до вишнево-красного оттенка (соответствует температуре 750°С). Затем в место соединения подается припой, предварительно прогретый пламенем горелки.
Припой плавится от контакта с нагретыми трубами, равномерно заполняя монтажный зазор. Подавать излишний припой не требуется, поскольку материал останется на внешней части трубопровода. После окончания процедуры необходимо выждать 2-3 минуты, после снижения температуры стыка и кристаллизации припоя удаляются остатки флюса. Дополнительная механическая обработка соединения не требуется.
Критерии выбора
Медные модели, ввиду своей высокой стоимости, должны подвергаться тщательному отбору.
Чтобы не ошибиться, необходимо познакомиться с основными критериями выбора:
Соответствие условиям использования. Главное преимущество изделий в их универсальности. Подходят как для водопровода, так и для отопительных систем, ведь они невосприимчивы к постоянному перепаду температур и высокому давлению. Могут выдерживать нагрузки до 40 атмосфер и температуру до 500 градусов Цельсия. Устойчивы к ультрафиолетовому излучению и имеют малый коэффициент расширения (в 7 раз меньше, чем у полимерных). Также, благодаря активным бактерицидным свойствам меди, она абсолютно безопасна для человека
Но стоит обратить внимание на то, что медь плохо реагирует на хлор, поэтому взаимодействие с ним быстро приведет трубы в негодность.
Стоимость материала и установки. Стоимость меди в разы выше аналогов (примерно в 4 раза выше цены пластика). Но если брать в расчет все работы, связанные с установкой, и дополнительные элементы, то конечная стоимость работ выходит не выше, чем у металлопластика
Пресс-фитинг для пластика обходится гораздо дороже, нежели фитинг под пайку для меди. Следовательно, итоговая стоимость установки напрямую зависит от метража и количества крепежей.
Срок службы. Безаварийный срок службы медного трубопровода составляет от 50 лет и выше, что является очень хорошим показателем.
Удобство монтажа. Монтаж трубопровода проходит в несколько этапов: подготовка материала, его обработка и установка. Сам процесс занимает длительное время, ведь необходимо обрезать трубы, загнуть с помощью трубогиба, а также провести полный монтаж всех элементов. В конце все необходимо соединить с помощью фитингов (паячных и обжимных).
Но если брать в расчет все работы, связанные с установкой, и дополнительные элементы, то конечная стоимость работ выходит не выше, чем у металлопластика. Пресс-фитинг для пластика обходится гораздо дороже, нежели фитинг под пайку для меди. Следовательно, итоговая стоимость установки напрямую зависит от метража и количества крепежей.
Срок службы. Безаварийный срок службы медного трубопровода составляет от 50 лет и выше, что является очень хорошим показателем.
Удобство монтажа. Монтаж трубопровода проходит в несколько этапов: подготовка материала, его обработка и установка. Сам процесс занимает длительное время, ведь необходимо обрезать трубы, загнуть с помощью трубогиба, а также провести полный монтаж всех элементов. В конце все необходимо соединить с помощью фитингов (паячных и обжимных).
Не следует соединять медь с оцинкованной сталью, ведь из-за электролитических процессов медь попросту разрушится.
Их достоинства и недостатки
Если медь так хороша, почему же на строительном рынке покупатели чаще приобретают пластиковые и металлические изделия для создания водопроводных и отопительных систем?
К основным заблуждениям, по которым покупатели отказываются от их приобретения, можно отнести:
- сравнительную дороговизну материалов;
- сложность монтажа (требуется паять стыки).
Однако данные трубы обладают целым рядом достоинств:
- высокое качество материала;
- обладает высоким коэффициентом теплопроводности (касается именно не изолированных образцов);
- простота развальцовки;
- не подвергается коррозии и не реагирует на температурные перепады;
- хорошо поддается пайке;
- выдерживает высокое давление;
- являются надежными при своей пластичности.
- покупая не изолированные трубы можно отметить, что их цена ниже пластиковых или стальных образцов такого же диаметра;
- сварка для соединения стоит не дорого;
- есть возможность сделать разводку любого вида за счет большого разнообразия медных фитингов;
- отопление может без ремонта прослужить более 50 лет;
- пластичный материал при высоких давлениях может деформироваться без разрывов;
- могут эффективно работать при температуре до + 250°C.
Поэтому вполне оправдано, что цена на продукцию из меди соответственно высокая. Помимо ценовой политики потребители избегают использовать такие трубы и фитинги, потому что переживают о сложности и правильности их монтажа (пайке).
Опубликовано 02.06.2020 Обновлено 13.06.2020 Пользователем admin
Технология пайки медных труб
Медь легко поддается обработке. Ее не нужно очищать агрессивными средствами. Металл имеет хорошую адгезию с легкоплавкими сплавами. Поэтому подходящий припой не трудно подобрать.
 Пайка медных труб водопровода
Пайка медных труб водопровода
Соединение деталей из меди выполняется двумя способами. Независимо от варианта не нужно применять дорогие флюсы, так как не происходит бурная реакция с кислородом, когда металл начинает плавиться.









Высокотемпературная пайка
Соединение выполняется при температуре более 450°C и применении припоев из тугоплавких металлов, к которым относится медь и серебро. Метод позволяет получить твердые соединения.
При выполнении высокотемпературной пайки металл размягчается путем его отжига, а охлаждение созданного шва проводится естественным способом. Это позволяет максимально сохранить прочностные свойства меди.
При помощи твердой пайки соединяются изделия, диаметр которых 12-159 мм. Этот метод применяется для газопроводных сетей. Высокотемпературный способ позволяет соединить и водопроводные трубы, диаметр которых превышает 28 мм. Твердый метод также используется, если температура среды в трубопроводах больше 120°C. Высокотемпературный вариант пайки прекрасно подходит для создания отводов в сети отопления без разборки теплового контура.
Низкотемпературная пайка
Этот метод называется мягким соединением. Он осуществляется при температуре меньше 450°C. В процессе применяются припои из легкоплавких металлов, свинец и олово.
Низкотемпературный вариант соединения позволяет создавать швы шириной 7-50 мм. Такие соединения отличаются меньшей прочностью по сравнению со стыками, изготовленными с помощью высокотемпературного метода. Поэтому пайка мягким припоем не применяется для газовых коммуникаций.
При низкотемпературном методе не выполняется отжиг меди. Поэтому прочность металла не изменяется. Мягкая пайка используется при монтаже труб, у которых диаметр 6-108 мм. Этот метод также подходит для водопровода и систем отопления, если температура нагретой среды не превышает 130°C.
Безопасность
Паяльные работы – это высокие температуры и вещества, выделяющие при расщеплении вредные пары, что требует соблюдения определенных мер предосторожности, включая следующее:
использование защитных перчаток для снижения риска получения ожога;
проведение паяльных работ только в хорошо проветриваемых помещениях, что связано с опасными парами;
использование кислотостойкой одежды, включая резиновые перчатки, что необходимо при высокотемпературной пайке, когда осуществляется травление с растворами кислот и щелочей;
проявлять осторожность при проверке того, насколько остыло спаянное соединение.
Как проверить герметичность
По окончании пайки газовых колонок нужно проверить герметичность всех труб. Для этого их тщательно осматривают, чтобы увидеть даже самые мелкие свищи – об их наличии свидетельствуют мелкие зеленые пятна. Во избежание повторного разбора колонки в ближайшее время, эти дефекты также зачищают и пропаивают.
После этого к газовой колонке с паяным теплообменником нужно подключить воду и открыть кран.
Подачу воды проводят медленно и постепенно, чтобы она вытеснила воздух из колонки. После заполнения всей системы отопления кран можно открыть на полную мощность. Таким способом проверяют прочность мест пайки под максимальным давлением воды. Параллельно проводят повторный осмотр паяных мест на наличие утечек воды.
В самом конце котел с газовой колонкой включают, чтобы проверить ее работоспособность при контакте с горячей водой. При этом участки пайки можно протереть сухой салфеткой, чтобы обнаружить малейшие признаки влаги.
Способы соединения медных труб
На практике применяют один из двух способов сборки медных трубопроводов – посредством пайки или механического обжима.
Секреты пайки газовой горелкой
Выбирая способ пайки для монтажа системы, необходимо учесть следующее: все соединения, выполненные таким образом, являются неразъёмными. Пайка обеспечивает высокий процент гарантии плотности, но накладывает некоторые ограничения на техническое обслуживание. Зачастую невозможно модернизировать систему без дополнительных сложностей.
Так, в случае необходимости изменения какой-то части водопровода (системы отопления), например, по причине внедрения нового оборудования, могут возникнуть сложности. Придётся вновь применять газовую горелку и технику пайки лишь для того, чтобы получить возможность внедрить в систему муфту, тройник или иную деталь.
Поэтому паяные соединения используются в проектах скрытого водопровода, замурованного в стенах или под полами.
Процесс пайки неразрывно связан с работой газовой горелки (открытый огонь и продукты горения). Поэтому не всегда такая методика подходит для монтажа, особенно в помещениях, где ранее была выполнена чистовая отделка.
Пошаговый процесс монтажа пайкой:
- Две трубы отрезаются по размеру. Торцевая область зачищается от заусенцев.
- Концевая часть одной из труб расширяется калибратором – делается раструб.
- Металлической щеткой и наждачной бумагой зачищают места пайки до блеска.
- Зачищенные поверхности обрабатываются раствором флюса.
- Обработанные части вставляются одна в другую.
- Место соединения нагревают горелкой до температуры плавления припоя (350-500ºС).
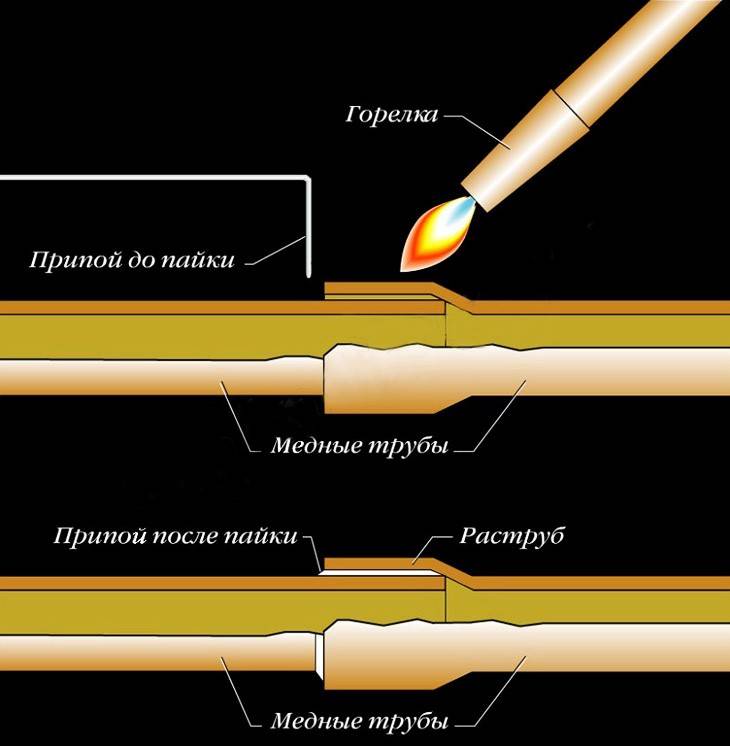
- Концом прутка припоя касаются нижней кромки раструба.
Под воздействием высокой температуры припой расплавляется и устремляется в область зазора между стенками патрубка и раструба за счёт капиллярного эффекта, создаваемого испарениями флюса. Так получается аккуратное и качественное паяное соединение. Это лишь один из примеров пайки соединения «труба-в-трубе».
Таким же образом осуществляется пайка с фитингами и прочими элементами.
Пошаговый инструктаж пайки медных труб, а также технические нюансы проведения работ приведены в этой статье.
Соединение обжимными фитингами
Куда проще и легче заниматься монтажом медных труб своими руками, если при этом пользоваться другой широко распространенной технологией – механическим обжимом. Для создания соединения медных труб в этом случае используются специальные фитинги.
Примерно такие же элементы применяются в работе с полипропиленовыми трубами. Но для меди делают немного другую конструкцию обжимного кольца – цельную, без разреза.
Обжимные фитинги изготавливаются из латуни. Если судить по степени пластичности материалов, эти значения для меди и латуни практически одинаковы
Важной особенностью парной связки латунь-медь является почти полное отсутствие гальванической связи между материалами
Этим фактором гарантируется чистота соединения в процессе эксплуатации – отсутствие окислов, коррозии и т.п.
Совсем иначе обстоит дело с алюминием. Этот металл, в отличие от латуни, гальванически связывается с медью. При условиях, когда водопроводная вода насыщена солями, то есть является активным электролитом, образуется благоприятная среда возникновения электрохимической реакции.
Под воздействием такой реакции алюминий разрушается. Поэтому прямая связь медных труб и алюминиевых батарей отопления (или других приборов из алюминия) нежелательна. Следует использовать, например, стальные переходы.
Монтаж фитинга обжимом:
- Концевая область трубы зачищается от заусенцев.
- На конец трубы надевается гайка, обжимное кольцо, фитинг.
- Гаечным ключом под нужный размер фитинг удерживается в одном положении.
- Вторым гаечным ключом гайка наворачивается на резьбу фитинга.
Плотность соединения достигается за счёт равномерного прижима обжимного кольца по диаметру медной трубы. Не рекомендуется применять крайнюю силу в процессе затяжки гайки. От места начального упора достаточно протянуть гайку на 1-2 оборота.
Преимущества применения пресс-соединителей – их можно при необходимости разобрать и собрать вновь. Но вместе с тем, на качество уплотнения таких соединений оказывают влияние изменения температуры внешней и внутренней среды.







Нередко по причине температурных перепадов обжимные соединения дают течь. Устраняется такой дефект просто и быстро – подтяжкой накидной гайки.
Однако для скрытого монтажа водопровода методика обжимных цанговых соединений медных труб явно не подойдёт.
Приспособления и материалы
Для выполнения задуманной нами задачи, потребуется небольшой список подручных средств и инструментов. Большинство из них должны быть в доме у любого домашнего умельца, остальные же можно приобрести в строительных магазинах или одолжить у знакомых. Вот список материалов:
- Припой.
- Паяльный флюс.
- Специальный экспандер, предназначенный для расширения труб.
- Фаскосниматель.
- Болгарка с тонким диском, ножовка по металлу или труборез.
- Паяльник для меди – для этих целей отлично подойдет пропановая горелка.
- Бумажные салфетки.
- Резиновые перчатки и защитные очки.
Перед началом пайки необходимо отрезать определенный участок медной трубы, для чего мы воспользуемся труборезами. Выбирать этот механизм следует исходя из диаметра труб, а также их расположения. Ведь в труднодоступных местах работать с крупным инструментом будет крайне неудобно. Болгарки и ножовки также могут подойти для этих целей, однако такого качественного среза, как при работе с труборезом не получится.
Следующий этап заключается в удалении на месте среза заусениц и шероховатостей. Заусеницы будут мешать качественному припаиванию, к тому же их отсутствие положительно сказывается на работе трубопровода. Дело в том, что оставшиеся после обрезания заусеницы создают завихрения водяного потока. Если же подобных явлений не возникает, то система трубопроводов не испытывает дополнительных нагрузок и работает без отклонений. Зачистка осуществляется обычной наждачной бумагой средней или высокой степени абразивности. Добиться идеальной гладкости вряд ли получится, но сделать так, чтобы срезанная поверхность не царапалась, под силу абсолютно любому человеку.
Материалы для пайки меди
После ручной шлифовки можно наносить флюс на наружную часть поверхности трубы.
Техникой безопасности предусмотрены надежные и качественные резиновые перчатки, которые будут оберегать руки мастера от многочисленных заноз и заусениц, образующихся при обрезании металлических изделий. К тому же некоторые умельцы для шлифования пользуются дрелью с вращающимися насадками-ёршиками. Обычные тряпочные или матерчатые перчатки с легкостью зажёвываются при работе с такими насадками.
Есть некоторые особенности спаивания, о которых обязательно требуется упомянуть. К примеру, флюс можно наносить кисточками, которые не оставляют после себя волосков или ворсинок. Любой мусор, остающийся на поверхности медной трубы, ухудшает ее герметичность после спаивания, что в конечном итоге может привести к протеканию воды.
Что же делать, если щетинки от кисточки все же остались на трубе? Есть два способа устранения возможного дефекта:
- Требуется тщательно очистить поверхность повторно, обработать ее ортофосфорной кислотой, после чего разогреть флюс паяльником и последним слоем нанести олово;
- С использованием горелки. Для этого тонким слоем повторно наносим флюс на медь, после чего накладываем слой припоя, нагреваем до максимальных температур и расплавляем.
В любом случае, после нанесения флюса необходимо вставить медную трубу в раструб. Независимо от толщины флюса, обязательно появятся излишки. Однако вытирать их не придется, поскольку при спаивании срабатывает так называемый капиллярный эффект и припой вместе с флюсом затягивается внутрь. Нагревательный аппарат подносим к месту соединения, чтобы вся влага, оставшаяся на трубах, окончательно испарилась. После этого повторно нагреваем аппарат, на этот раз в течение достаточно продолжительного времени, чтобы медь успела нагреться, а флюс расплавиться до оловянного цвета.
В момент наивысшей температуры, то есть когда флюс приобрел нужный нам цвет, необходимо положить припой, после чего происходит непосредственно процесс спаивания. Требуется быть очень аккуратным, поскольку расплавленный металл может стекать по трубе и нанести ожог на коже или капнуть вниз. Правильно рассчитанное количество припоя позволит избежать появления излишков расплава.
Процесс пайки
Начинаем учиться нехитрым приемам того, как спаять медные трубы:
Отрезаем трубу нужной длины с помощью трубореза. Трубу держим строго перпендикулярно инструменту, чтобы получился ровный край.
Снимаем заусенцы с помощью щетки для зачистки паяемых поверхностей. Обязательно очищаем и внутреннюю поверхность с помощью специального ершика.
Второй отрезок трубы расширяем до нужного диаметра с помощью труборасширителя. Добиваемся, чтобы трубы входили друг в друга свободно с зазором.
- Аналогично очищаем край расширенной трубы от заусенцев и грязи.
- Наносим флюс. Лучше всего наносить его на одну трубу, которая вставляется (меньшего диаметра). Равномерно распределяем по поверхности с помощью кисточки.

Нанесение флюса
- Вставляем трубы друг в друга (соединяем). Излишки флюса снимаем влажной тряпочкой, чтобы припой не пристал.
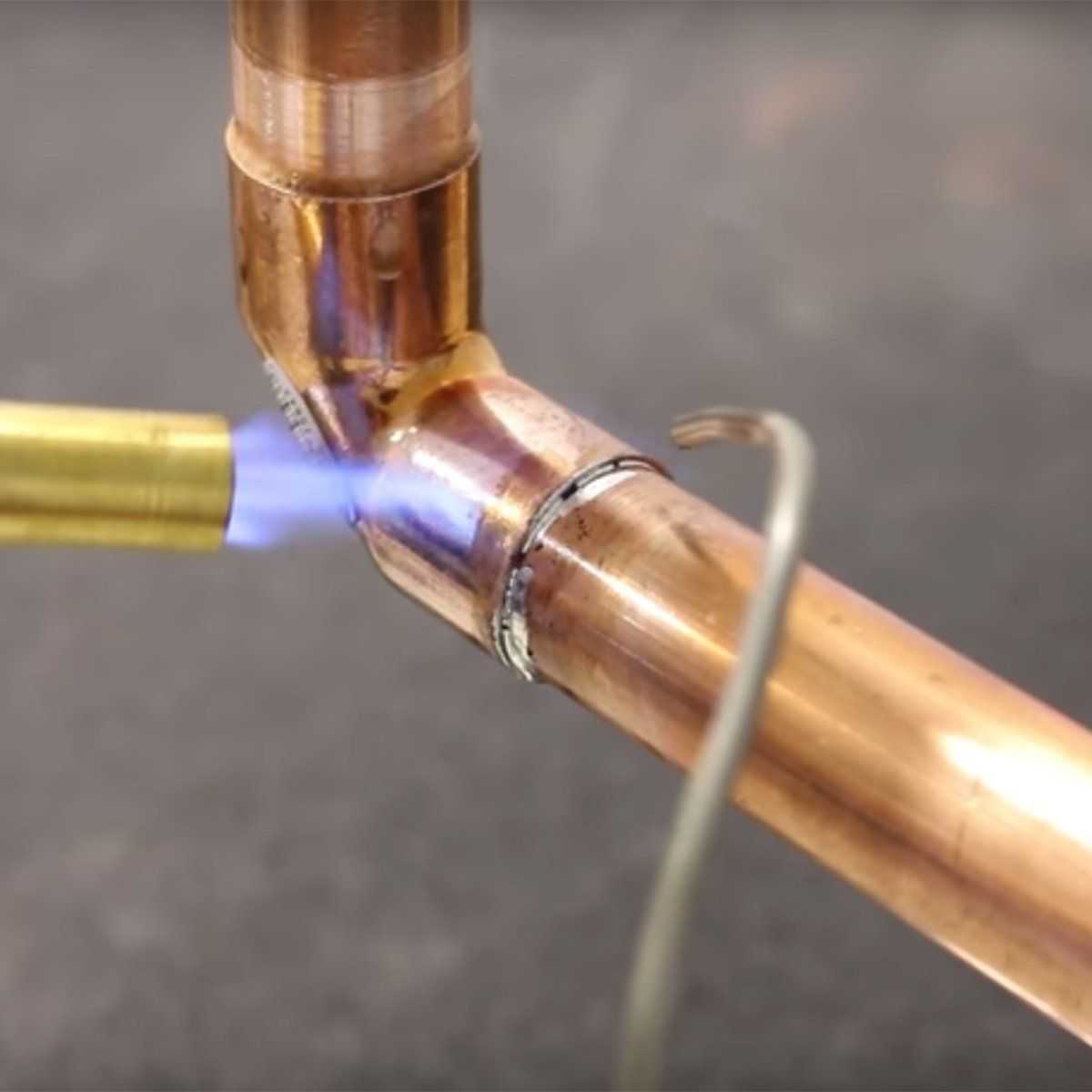
Начинаем прогревать все соединение. Следим за тем, чтобы равномерно прогреть весь узел. Хорошей подсказкой является изменение цвета флюса – когда он станет серебристым, нагрев следует прекратить.
- Подносим к стыку труб припой. Он начинает плавиться без горелки, от горячей меди и, растекаясь, заполняет все пустоты между трубами благодаря капиллярному эффекту. Как только начнут появляться на поверхности труб капли припоя, пайку следует прекратить.
- Во время остывания места пайки на соединение не дуть, не давать физической нагрузки.
После того, как соединение остыло, протираем его влажной тряпочкой, чтобы удалить остатки флюса и припоя. Вся система должна получиться аккуратной.





