

Особенности сварки тонколистового металла электродом
Проблемы, возникающие в ходе сваривания тонкого металла, похожи на брак при работе с толстостенными заготовками. Соединение листов толщиной меньше 2 мм затруднено несколькими факторами:
- Из-за малой толщины часто прожигается металл при неверной установке тока или медленном ведении электрода.
- Если, опасаясь прожога, сварку тонколистового металла проводить слишком быстро, останутся несоединенные места. Не проваренные участки также остаются при увеличении длины дуги, из-за чего кромки прогреваются слабо, а расплав растекается по поверхности. После очистки шов не будет герметичным, уменьшится его стойкость к излому и разрыву.
- При сварке по тонкому металлу с обратной стороны стыка образуется выпуклый валик. Проблему наплыва решают подкладыванием подложек, снижением силы тока, изменением способа наложения шва.
- Из-за сильного нагрева возможна деформация заготовок в виде волн и изгибов. Их после остывания выправляют резиновым молоточком, если нет особых требований по внешнему виду. В противном случае перед свариванием тонкого металла принимают меры для предотвращения перегрева.
- Из-за неумения держать короткую дугу или при установке малого тока, у новичков нередко залипают электроды при сокращении промежутка между ними и стыком. Шов становится не равномерным и не качественным.
Как лучше и правильно работать с тонким металлом?
Существует ряд рекомендаций, которые помогут вам освоить технологию сварки металлических пластин.
- Контролируйте температурный режим нагрева инвертора.
Поскольку тонкий металл нельзя перегревать, нужно придерживаться оптимального режима термической обработки. Существуют риски прогорания. Оно происходит в том случае, когда расплавленная сварочная ванна разрушается, отделяя себя от заготовки. Из-за этого соединение не получается, а на его месте образуется дыра. Исправлять этот дефект не стоит, лучше начните сварку с истого листа.
- Сведите к минимуму разбрызгивание при варке инвертором.
Поскольку тонкодисперсные металлы гарантируют использование меньших тепловыделений, создание сварного шва может привести к образованию большего количества брызг. Сварщики обычно сталкиваются с этой проблемой при работе с присадочными металлами из нержавеющей стали.
- Правильно выбирайте хорошее положение сварочного аппарата.
Размещение горелки существенно влияет на количество передачи энергии. При выборе рабочего угла и скорости движения необходимо учитывать свойства металла и температуру нагрева. Эти факторы влияют на количество энергии. Если контролировать этот вопрос, есть шанс регулировать уменьшить риск выгорания.
Сварка оцинкованных листов
Перед свариванием тонкостенного металла, покрытого цинком, места возле стыка зачищают до стали шлифовальной машинкой, наждачной бумагой или щеткой с металлической щетиной. Для быстрого удаления покрытия его можно выжечь, дважды пройдясь дугой по стыку. Однако пары цинка очень ядовиты, поэтому работа проводится в помещении с эффективной вытяжной вентиляцией или на открытом воздухе. После очистки выбирается один из способов сваривания тонкого металла электросваркой.
Начинающим сварщикам не стоит сразу браться за освоение сваривания встык, так как для его проведения нужен опыт и твердая рука. Лучше сначала потренироваться на соединении внахлест, где ниже вероятность прожога. После обретения навыков будет проще освоить более сложные способы.
Сварка тонкого металла: каковы сложности работы
Схема непрерывистой роликовой сварки.
Главной проблемой работы с особо тонким металлом является тончайшая грань, связанная с прожогом металла, с возникновением прилипания электрода.
Иногда он не прилипает, но появляется другой дефект, так называемый непровар.
Когда регулировка сварочного тока выполнена неверно, например, завышено его значение или электрод задерживается в одном месте, металл прожигается насквозь.
При низком значении тока образуется непровар, сваривания деталей не происходит, они отваливаются, может иметь место прилипание.
Если величина тока недостаточна, увеличение расстояния между свариваемыми деталями и электродом ведет к обрыву дуги.
Правильная технология
- Подготовка деталей.
- Сварочный процесс.
- Зачистка швов.
Основные отличия в некоторых нюансах, позволяющих качественно варить листовой металл и оцинковку.
Подготовка
Вся подготовка начинается с очистки поверхности материала от загрязнений
Важно более тщательно зачистить место, где будет установлен держатель массы аппарата
Оцинкованный листовой металл в месте будущей сварки можно очистить болгаркой от защитного покрытия. Но можно варить и прямо по нему, цинковый слой сгорит в процессе работы.
Сварка
- Электрод на конце можно очистить от обмазки на длину около 5 мм, это поспособствует быстрому поджогу дуги.
- По всей длине будущего шва нужно сделать точечные прихватки материала (чтобы избежать дальнейшей деформации). Для этого делают краткосрочный поджог и приваривают края металла в виде точки или на длину в 10 мм.
- Зажигается дуга просто — это делают двумя способами. Либо постукиванием кончиком электрода по металлу, либо чирканьем. Длина дуги оптимальна в пределах 2-3 миллиметра. Обычно расстояние электрода от металла нужно выдерживать в пределах диаметра расходника!
- После этого образовывают ванну из расплавленного металла и начинают вести шов. В процессе работы сварочная ванна должна иметь вытянутую овальную форму. Это свидетельствует о получении качественного шва.
- Чтобы избежать прилипания электрода не стоит его «утыкать» в поверхность.
- Шов ведут, располагая держатель с электродом под углом в 60 градусов. Лучше всего выбирать положение, приближенное к прямому углу, но с сохранением обзора сварочной ванны и самого шва. При слишком остром угле получается выпуклое соединение. Это значит, что шов всплывает и не сваривает металл.
- Электрод можно вести слева направо, или на себя, вертикальные соединения делают снизу вверх. При этом во время сварки нужно делать поперечные движения зигзагами (елочкой).
- Также нужно контролировать скорость движения. Она должна быть поступательной и одинаковой.
После окончания работы нужно сбить шлак и осмотреть соединение на наличие непровара и прожогов на металлической поверхности.
Как нельзя варить тонкий металл
Начнём, пожалуй, с электродов. Лучше не использовать завалявшиеся в гараже электроды 3 мм. Для сварки тонкого металла идеальным диаметром электродов будет 1,6-2 мм. Кроме того, не все электроды подходят для того, чтобы использовать их на обратной полярности.

Хорошими в данном случае являются синие электроды МР-3С, которые универсальные. То есть, варить ими можно как на постоянке, так и на переменке. Если сварка происходит на постоянном токе, то, чтобы варить на обратной полярности необходимо подсоединить к электроду плюс, а к жестянке, минус от сварочного аппарата.
При сварке тонкого металла нельзя торопиться
Сваривая металл тоньше 1 мм нельзя торопиться, но и задерживать долго электрод над поверхностью металла, также нельзя. В противном случае вы рискуете прожечь свариваемую заготовку и получить так называемые прожоги.

Поэтому вести электрод во время сварки тонкого металла нужно достаточно резво, не задерживая подолгу его на одном месте. То есть, то правило, которое действует при сварке толстых металлов, здесь, увы, не работает. Поэтому необходимо уменьшить время прогрева металла, чтобы не прожечь тонкостенную заготовку.
Никаких длинных швов
Еще одной распространенной проблемой при сварке тонкого металла является его деформация. От сильного нагрева металл ведёт. В результате серьёзно портится внешний вид свариваемой заготовки.
Чтобы этого не допустить, нельзя варить жестянку сплошным швом, без остановок. Сначала лучше прихватить заготовку небольшими точечными прихватками с разных сторон. И только после этого можно её обваривать.

Также, чтобы не допустить деформации металла при сварке нельзя варить без остановок. Проварив немного нужно дать шву остыть, чтобы заготовку не повело в сторону. Если следовать этим советом, то никогда проблем со сваркой тонких металлов не возникнет.










Каким током варить тонкий металл
Многие задаются вопросом о том, каким же именно током варить тонкий металл, толщина которого не превышает и одного миллиметра. В данном случае ток для сварки должен быть не более 30-45 Ампер. В противном случае можно получить прожоги.
А вообще сварочный ток зависит от разных показателей, в том числе и от напряжения в электросети. Поэтому нужно руководствоваться простым правилом — на 1 мм электрода нужно 30 Ампер тока.

Ну и, конечно же, уже в процессе сварки необходимо будет регулировать более точно значения сварочного тока в зависимости от сложившихся обстоятельств.
Технологический процесс
Варить тонкий металл обыкновенной ручной электродуговой сваркой достаточно сложно. Чтобы исключить беспрерывные прожоги на всей длине свариваемых торцов пользуются определенной технологией:
- подбираются электроды маленького диаметра;
- устанавливается самый маленький сварочный ток;
- чтобы сварочная дуга имела устойчивое горение, применяют токи высокой частотности. С этой целью подключается осциллятор.
Заранее подбирается соединение, при котором полностью исключаются прожоги.
При толщине металлического листа тоньше 2 мм наилучшим будет электрод, диаметр которого не превышает 1,6 мм. Он обязательно должен иметь соответствующее покрытие. Значение сварочного тока регулируют так, чтобы его хватило для плавки электрода. Обычно оно колеблется в диапазоне 50-70 ампер. Применяя осциллятор, получают нормальное горение дуги. Прибор помогает быстро получить дугу, он исключает возникновение прожигов.
Приемы сварки тонкостенных конструкций
Сварка внахлест
Внахлест. Если позволяет конструкция, листы можно расположить один на другой. В этом случае главное — не прожечь поверхность, располагающуюся снизу.
Точечное соединение. Технологически такой шов выполняется в виде местечковых прихваток. Дугу поджигают, проваривают металл в нужном месте и гасят. И далее, на всем протяжении соединения с шагом в 3 диаметра электрода, все повторяют.
Также для сварки тонкостенных конструкций можно установить обратную полярность. Когда кабель держателя ставят на плюс, а массу на минус. Обратная полярность снижает количество тепла на кончике электрода и это поможет избежать прожогов.
Если нужно сварить массивную деталь с тонким металлом, то дугу поджигают на толстостенной заготовке и в процессе переносят сварочный шов на стык.
Для отвода излишнего тепла под тончайшие детали можно подложить медную полосу. Медь очень теплоемкий материал и позволит избежать прожигания и протекания расплавленного металла.
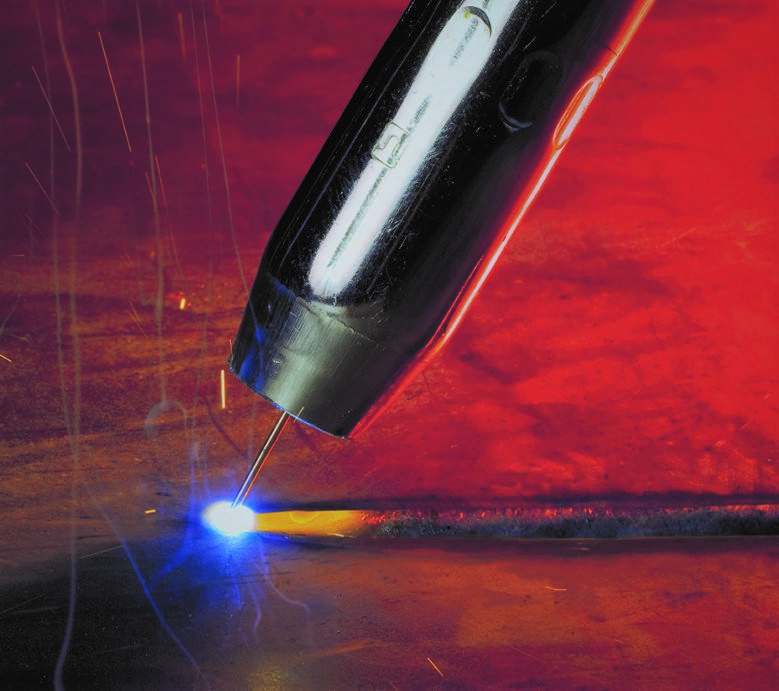
Сварка неплавящимися (графитовыми) электродами
Схема сварки неплавящимся электродом с комбинированной защитой.
Весьма распространен способ соединения деталей из стали малой толщины при помощи графитового электрода. Данный способ подразделяется на 2 вида:
- метод оплавления и соединения кромок деталей;
- метод с использованием присадочной проволоки.
Наиболее часто при применении графитового электрода используется метод оплавления. Для этого электродом создают на кромках деталей область, в которой их края свариваются без введения дополнительного металла. Данный вид часто применяется при работе с очень тонкими листами и позволяет при определенном навыке избежать сгорания стали.
Использование присадочной проволоки в области разогрева позволяет заполнить пустоты, например, при зазоре и разделанных кромках соединяемых металлических частей. Диаметр присадочной проволоки подбирается в соответствии с толщиной металла.
Как варить тонкий металл электродом?
Изначально нужно сопоставить две металлические пластины встык без зазора. Если у вас мало опыта, можно сделать небольшой зазор, но тогда будьте готовы к более выпуклому шву. Если вы выбрали способ сварки внахлест, электрод направляете на нижнюю пластину.
При сварке встык старайтесь максимально плотно сопоставить детали и установите прихватки. Затем воспользуйтесь следующим алгоритмом:
- установите небольшое значение силы тока и быстро двигайте электрод по разметке будущего шва. От линии соединения не отклоняйтесь;
- дугу делайте прерывистой, чтобы у металла была возможность остыть;
- варите на специальной подложке во избежание проваливания;
- воспользуйтесь технологией шахматного порядка накладывания шва.
При правильном выборе инвертора, диаметра электрода, контролируемой подачи энергии вы сможете делать идеальные сварочные швы на пластинах разной толщины.
Советы: как варить электродами тонкие металлические листы
Возьмите на заметку несколько ценных советов для варки тонкого металла электродом:
- Не используйте присадочную проволоку существенно большего диаметра, чем толщина основного материала.
- Для сварки используйте газ с высоким процентным содержанием аргона. Он передает меньше тепла, что позволит избежать прожига.
- Электрод постоянного тока положительной полярности обеспечивает правильное распределение тепла. Он в большей мере направлен на металлическую проволоку, меньше – металлическую пластину.
- Если вы выбрали отрицательные электроды для сварки, основной материал будет нагреваться быстрее, что приведет к перегреву заготовки.
- Лучше варить электродами небольшого диаметра, поскольку ими проще работать при низких температурах. Для стабильности дуги подойдет заостренный электрод.
Сварка плавящимися электродами
Для того чтобы успешно сварить металлические изделия с малой толщиной, требуется использовать электроды, диаметр которых не превышает 2 мм. При работе со стальными листами толщиной 1-1,5 мм нужно использовать электрод диаметром 1,6 мм.
Сварка плавящимся электродом.
Техника ведения сварки плавящимся электродом подразумевает тщательный контроль недопущения перегрева и последующего прожига металла. Электрод ведут по шву свариваемых поверхностей со средней скоростью, если видна тенденция сгорания стали — скорость увеличивают. Сила тока выбирается эмпирическим путем, но не должна превышать 40А. Если есть возможность провести экспериментальный шов, то это облегчит поставленную задачу. На пробном материале проводится сварка при разных значениях тока, учитывая скорость движения электродом
В момент сваривания важно обеспечит полный провар кромок стали, но не прожечь его. Здесь особенность заключается в том, что расплавление тонких кромок происходит почти мгновенно, и нет возможности контролировать сварочную ванну
То есть нужно добиться опытным путем тщательного провара и отсутствия прожига стали, так малейшая задержка приводит к выгоранию.
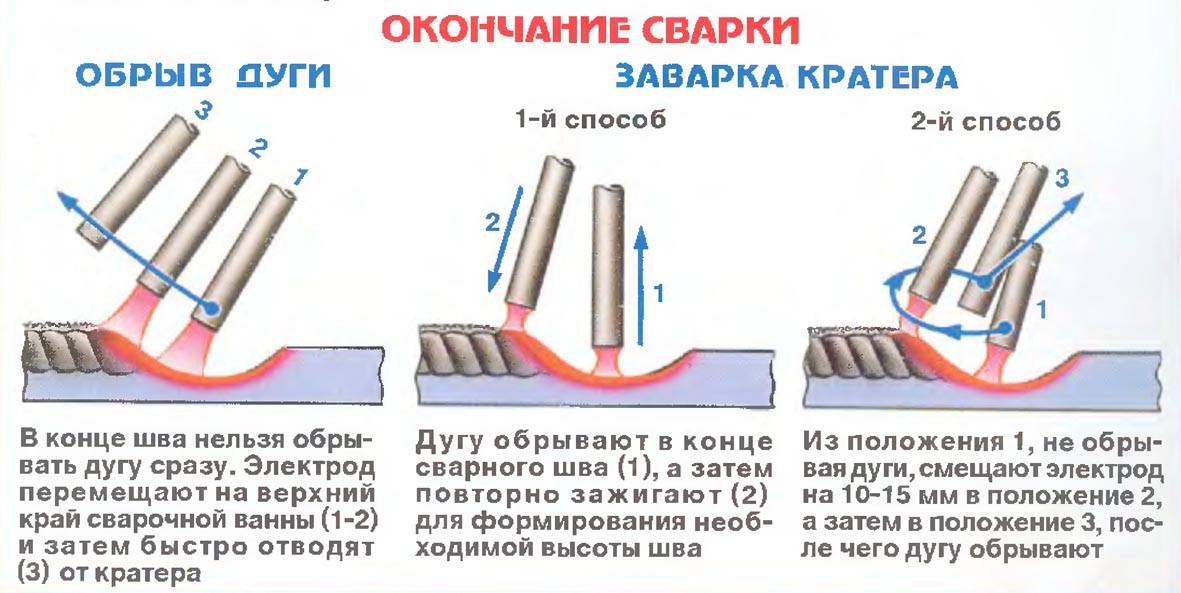
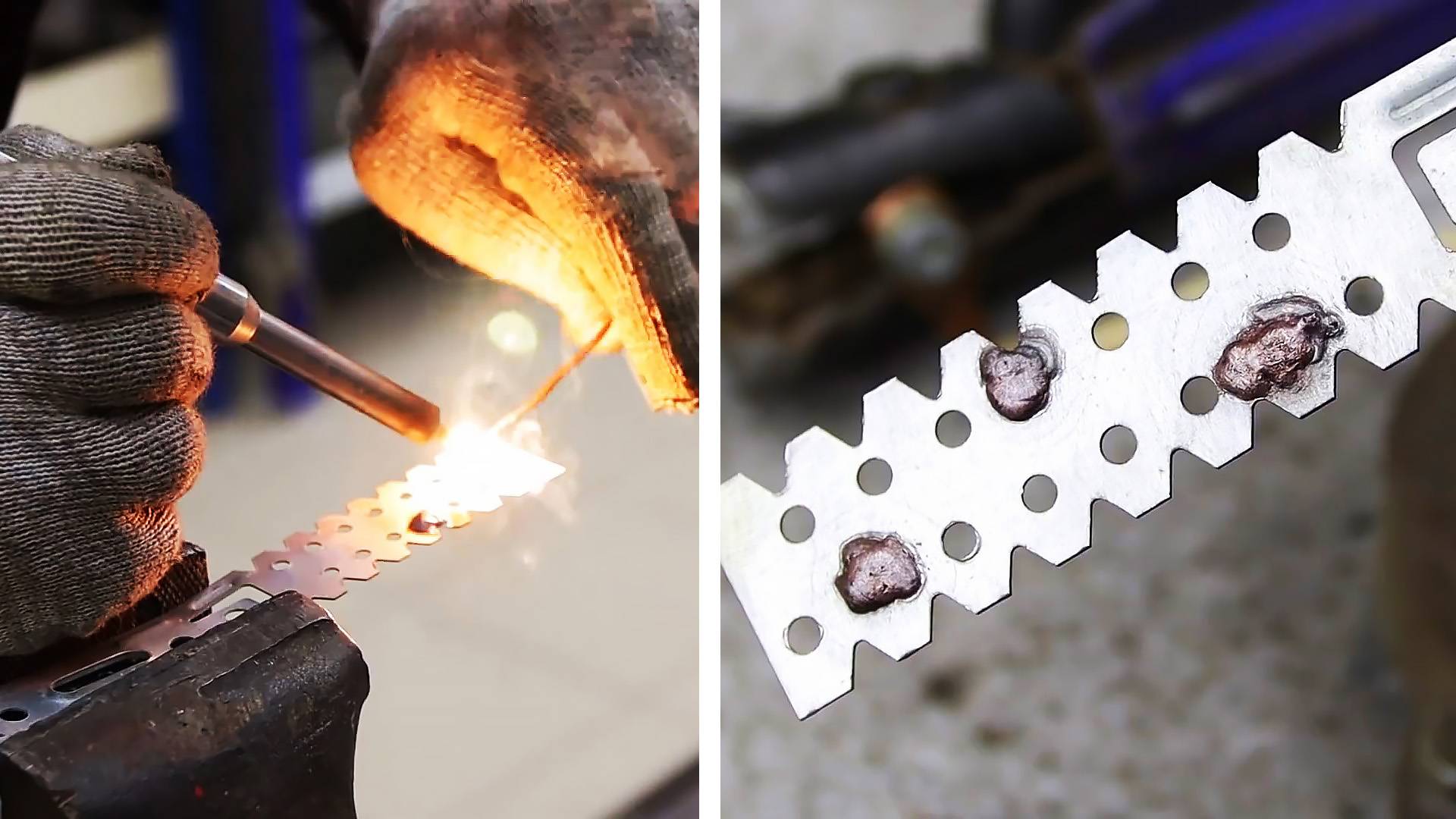
Во время сваривания очень тонкого металла применяют прерывистый или точечный способ сваривания. Суть этого метода заключается в том, что создаются точки (прихватки), путем кратковременного создания дуги, затем дуга гасится и на небольшом расстоянии (2-3) диаметра электрода проводят тот же процесс. Желательно сокращать паузы между прихватками до минимальных значений, не давая полностью остыть металлу. Для создания негерметичных соединений из тонкой стали выбирают именно этот метод. Благодаря точечным очагам нагрева удается избежать значительного коробления металла.
Аргоновая сварка плавящимся электродом.
В некоторых случаях смена полярности тока позволяет получить лучшие результаты, так при обратной полярности (плюс на электроде) происходит разогрев кончика электрода, так как электроны двигаются с минуса на плюс.
Значительно легче проводить сваривание толстого металла с тонким. В этом случае делается упор электродом в сторону толстой стали, то есть создается основной температурный очаг на толстом металле.






С особой осторожностью требуется создавать вертикальные швы. Для этого нужно применять точечный метод и вести сварку сверху вниз, не давая добавочного разогрева соседних участков от идущего вверх тепла
Сваривание очень тонкого металла
Часто автовладельцам, особенно возрастных автомобилей, приходится сталкиваться с необходимостью заваривать трещину или другими видами кузовных работ. Электродуговая сварка обычным электродом не применяется для этих целей в виде профессионального приспособления, но в исключительных случаях с ее помощью можно производить аварийные мероприятия. Крайне нежелательно производить обычный сварочный шов ил прихватки на обычном автомобильном листе, так как его толщина составляет 0,6-0,8 мм. Если возникла необходимость произвести сварное соединение, для этого используют заготовки из более толстого металла 2-2,5 мм и ведут сварку с упором на более толстый материал. При определенном навыке, возможно получить положительный результат.
В любых сварочных операциях с тонкой сталью делается акцент на возможный перегрев. Период возникновения сварочной ванночки и ее контроль практически невозможно осуществить, движения электродом, характерные при сварке толстого металла, обычно приводят к прожигу стали.
Для получения более качественного результата необходимо применять точечный способ сваривания. Учиться варить тонкий металл следует только после получения достаточного опыта сваривания обычного металла, толщиной 3 мм и более.
Выбор режимов и электродов
Сила тока, которую используют в таких работах, напрямую зависит от толщины деталей и диаметра электрода.
Тонким металлом принято считать заготовки толщиной до 5 миллиметров. Однако проблемы со сваркой возникают с деталями до 3 мм. В таблице можно посмотреть приблизительное соответствие выбранной мощности к материалу и диаметру электрода.
Это приблизительные данные, более точную настройку аппарата можно определить опытным путем, попробовав варить металл.
Используя тонкие виды электродов, нужно учитывать, что скорость плавления у них более высокая, а значит нужно быстрее вести шов.
Сложности при сварке тонколистового металла
Главная проблема при соединении тонкого металла электросваркой заключается в том, что любое неосторожное движение сварочным аппаратом может привести к прожигу обрабатываемого материала, то есть в нем может возникнуть незапланированное сквозное отверстие. С другой стороны, излишняя осторожность может привести к недостаточной прочности соединения и возникновению непровара
Еще одной сложностью является то, что процесс сварки выполняется на малых токах, и если даже совсем немного увеличить расстояние от электрода к металлу, то дуга тут же обрывается. Поэтому для проведения подобных работ необходимо иметь определенные навыки и умения, которые позволят сварщику правильно выбрать рабочий ток, скорость подачи электродов и длину дуги.
Схема сварки тонкого металла при помощи инверторной сварки.
Следует отметить, что при соединении тонкого металла не все способы сварки подходят одинаково хорошо – существуют определенные соединения, которые применяются чаще всего, и те, которые рекомендуется использовать только в крайних случаях. При этом огромное значение имеет толщина свариваемого материала и пространственное расположение шва. Одним словом, сложностей, которые могут возникнуть при выполнении сварочных работ, достаточно много. Главное – уметь анализировать все моменты и преодолевать любые трудности с наименьшими затратами времени и сил.
Метод пульсации при сварке тонких металлов
Газовая металлическая дуговая сварка или сварка инертным газом является наиболее распространенной для сварки металлических листов. В зависимости от типа сварного шва и размера листа, вы можете использовать либо обычную технологию сварки либо комбинировать ее с методом пульсации, чтобы получить качественное соединение.
Пульсирующий метод заключается в нагреве небольшой части металлического листа на месте будущего соединения. Затем сварочная ванна должна остыть. На первом этапе не нужно пытаться заполнить место соединения сразу, поскольку это может привести к образованию дыры.
Интенсивное воздействие на металл в этой технике требует особой осторожности при работе с хрупким материалом. Чтобы контролировать степень риска, всегда используйте самый короткий диаметр проволоки
Для плавления требуется меньше энергии.
Чтобы уменьшить риск прожога металлического листа, можно прикрепить заготовку к холодным стержням. При нагревании их спереди, стержни охлаждают их сзади, что снижает риск разрушения сварочного соединения.
Технология сварки
Перед свариванием тонкого металла заготовки возле стыка и в месте подключения массы очищают от грязи. Работу выполняют в следующем порядке:
- Для лучшего зажигания дуги с кончика электрода удаляют 5 мм покрытия.
- Чтобы при сварке на тонком металле уменьшить вероятность деформирования, заготовки прихватывают между собой точками или отрезками длиной 1 см по всей длине соединения.
- Электрод держат на расстоянии 2 — 3 мм от поверхности стыка. Для качественной сварки тонкого металла длина дуги не должна быть больше диаметра сердечника электрода.
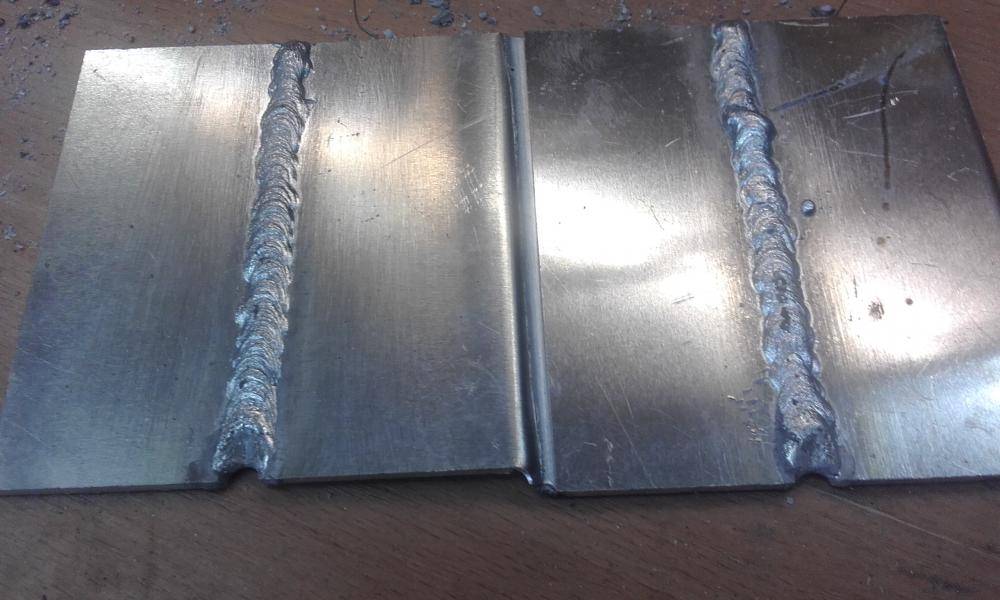
- Наложение шва начинают после образования сварочной ванны. При движении дуги она должна сохранять овальную форму, перемещающуюся вдоль стыка.
- Чтобы расходник не залипал, нельзя им тыкать по стыку во время наложения шва. Новичкам лучше пользоваться аппаратом с опциями антиприлипания и форсирования дуги.
- При сваривании листового металла держатель держат под углом 45 — 60⁰. При большем наклоне шов будет всплывать, образуя выпуклый валик, не проваривая кромки заготовок.
- Шов накладывается слева направо или к себе, вертикальное соединение выполняется снизу вверх.
- Сварку на тонком металле проводят без рывков и остановок с равномерной скоростью без поперечных движений.
- При работе постоянным током соблюдается обратная полярность, когда держатель подключен к плюсу. Это снижает вероятность прожога, так как уменьшается нагрев его кончика.
- После остывания соединения сбивают шлак, проводят проверку на отсутствие не проваренных участков и прожогов.
Сварка тонкого металла: практические советы профессионалов
Когда выполняются работы с применением инвертора, нужно помнить, что он работает на постоянном токе, который дает электрическую дугу.
Прибор может подавать два вида заряда:
- положительный;
- отрицательный.
Схема газовой сварки тонкого металла.
Данное свойство может помочь, когда необходимо сваривать тонкие детали. При установке положительного заряда на свариваемом металле можно добиться его сильного нагрева. В случае если подать на электроды положительный заряд, они будут испытывать основную нагрузку, начнут быстро нагреваться и сгорать.







Именно от подключения заряда очень многое зависит при выполнении работы. Мастера, имеющие большой опыт, рекомендуют плюс подавать на электрод. Тогда действие сварки будет меньше всего воздействовать на металл, однако при этом требуется правильная регулировка силы тока. При правильных действиях во время движения электрода будет получаться широкая полоса, возникновение сквозного прожига сведется к минимуму.
Для качественной и надежной сварки тонкого металла требуется постоянное наблюдение за электродом, нужно все время смотреть, какой получается шов. Только в таком случае удастся провести сварку в соответствии с требованиями технологии и получить на поверхности металла ровный, красивый шов.
Чтобы получить хороший обзор, держать электроды нужно под углом приблизительно 30° к плоскости свариваемых деталей.
Сначала нужно электрод приставить к поверхности сварки на минимальное расстояние. Подождать пока не возникнет красная капля металла, она и будет соединять две детали.
Затем нужно плавно вести электрод со скоростью, при которой капля не будет изменять свой размер и оттенок и будет двигаться вслед за рукой. Иными словами, происходит скрепление шва очередью таких капель, которые в результате образуют непрерывающуюся ровную линию.
У новичка такое сразу не получится. Однако можно смело сказать, что после небольшой практики, это станет доступным. Шов будет ровным и красивым. Самое главное – терпение и желание добиться своего.
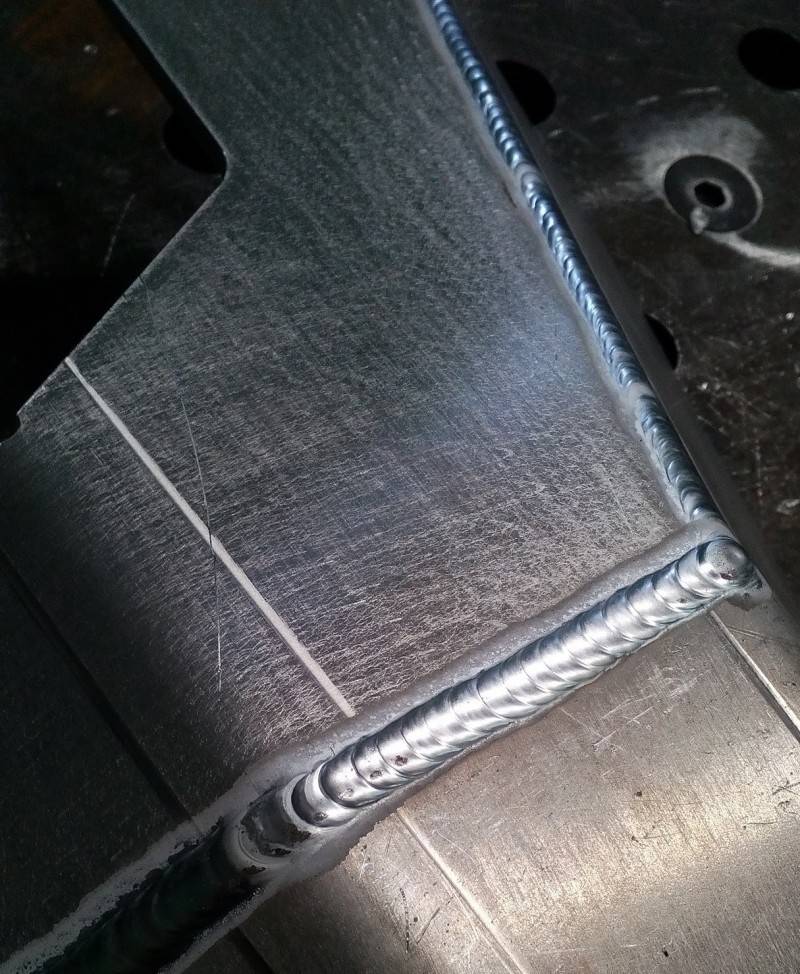
Технология сварки тонкого металла
Сварка листового металла может производиться внахлест или встык. Вертикальные швы рекомендуется выполнять стыковым способом, а горизонтальные – внахлест.
https://youtube.com/watch?v=PvSNwZVfrEE
Сварка внахлест. Сначала подготовленные листы налаживаются друг на друга таким образом, чтобы на всем протяжении шва ширина перекрытия была не менее 4-6 мм. С помощью крепежных элементов нужно добиться плотного прилегания верхней заготовки к нижней. Зазора между листами быть не должно, так как в противном случае при проведении сварочных работ произойдет прожиг верхнего листа.
Затем подберите электрод с наиболее оптимальным сечением и установите требуемое значение рабочего тока.
Это поможет правильно выбрать рабочий ток без повреждения изделия. После этого прихватите листы в нескольких местах. Прихват осуществляется небольшими шовными перемычками с шагом 5-10 см. Для этого электросварка ведется с периодическим гашением дуги. Время непрерывного горения дуги будет зависеть от рабочего тока и толщины заготовки. Например, для листа толщиной 1 мм оно должно составлять не более 3 с.
После прихвата можно производить сварку непрерывным швом, периодически перемещая электрод в новую зону стыка. Это позволит избежать сильного коробления материала. Особенно это актуально в том случае, если длина соединения достаточно большая (более 25 см). Начните варить с одного края, после этого перейдите на другой край, а затем переместитесь в центр.
https://youtube.com/watch?v=7Zl6lPVKNkM
Сварка встык. В этом случае необходимо добиться между свариваемыми заготовками минимального зазора. Для осуществления сварки встык нужно воспользоваться вспомогательной металлической подкладкой, которая устанавливается под место соединения. Дальнейший сварочный процесс осуществляется так же, как и в первом случае.





